


U tvrtki Getsch+Hiller Medizintechnik GmbH zahtjevi za kvalitetu obradnih strojeva i pribora su izuzetno visoki. Stoga u tvrtki iz Tuttlingena mjerni senzori za radne komade i senzori alata od Blum-Novotest igraju važnu ulogu u proizvodnji medicinskih instrumenata.

„Proizvodimo instrumente za najrazličitije dijelove tijela i medicinu, uključujući škare, kliješta, bušilice i biopsijske žlice za uzimanje uzoraka tkiva. Naši kupci od nas očekuju najvišu kvalitetu, naposljetku, rade s našim proizvodima na i u ljudima“, naglašava Wolfgang Epple, voditelj odjela frezanja, dok vodi kroz gusto raspoređene obradne centre u proizvodnji. Većina od 21 frezarskog stroja su Robodrill uređaji tvrtke Fanuc, a tu su i neki strojevi tvrtki Brother i Haas.
Osim toga, u Getsch+Hiller radi devet dugih tokarskih strojeva, a većina tih postrojenja opremljena je automatizacijom za utovar i istovar.
Proizvodi koje tvrtka proizvodi većinom se razvijaju i proizvode po narudžbi kupaca te se distribuiraju putem veletrgovaca. Pri tome se ime Getsch+Hiller često ne pojavljuje na proizvodima. Mnogi proizvodi su vrlo slični jer različiti kupci naručuju usporedne, ali ne i identične instrumente koji se proizvode u Tuttlingenu. Količine se kreću između pojedinačnih komada i malih serija, a jedan kupac se opskrbljuje s 200 kliješta tjedno.
Razvoj novih proizvoda rezultat je kontinuiranog dijaloga između internih razvoja i ideja, prijedloga i zahtjeva kupaca. „Naši interni dizajneri razvijaju proizvode na temelju tih ideja ili provode optimizacije prema zahtjevima kupaca.
„Naša CNC programiranje je također vrlo važno, jer je učinkovita proizvodnja dijelova temelj našeg poslovnog uspjeha“, naglašava Wolfgang Epple. „Naš odjel za montažu zatim sastavlja dijelove u visoko precizne instrumente. U proizvodnji većinom obrađujemo nehrđajući čelik, pri čemu neka od instrumenata imaju ručke ili druge dijelove od plastike ili aluminija.“
Proizvodnja proizvoda vrhunske kvalitete postavlja najviše zahtjeve za proizvodnju Getsch+Hiller. Dijelovi se nakon frezanja elektropoliraju robotom, a zatim se djelomično prekrivaju crnom bojom. Ako se tada primijeti i najmanje obojenje ili drugi površinski nedostaci u mikro području, kupac odbija cijelu isporuku. Konstantno najniže tolerancije i najviša moguća kvaliteta površine stoga su već u frezarskoj proizvodnji nužnost kako bi se postigli optimalni rezultati prilikom poliranja i premazivanja. Tijekom dvije do tri godine proces je optimiziran, a sada se u Tuttlingenu stabilno proizvodi.
„Istovremeno, mašine moraju raditi 24 sata dnevno i vikendom kako bi se postigla potrebna količina“, dodaje Wolfgang Epple. „Zbog toga su postrojenja većinom opremljena robotom koji stavlja sirove dijelove iz magazina s pladnjem u mašinu i vraća gotove dijelove na pladanj u držače.“ Mnoge mašine dijele robota i magazin s 20 pladnjeva.
Neophodno za takvu proizvodnju, koja zahtijeva što duži rad bez ljudske intervencije, neprekidnu proizvodnju i najveću preciznost, je automatizirana kontrola kvalitete i nadzor procesa. Getsch+Hiller se oslanja na spindelni mjerni sond TC52 od BLUM-a i mjerni alatni sond ZX-Speed IR u Fanuc strojevima, a u Brother obradnim centrima ugrađeni su mjerni alatni sondovi Z-Nano.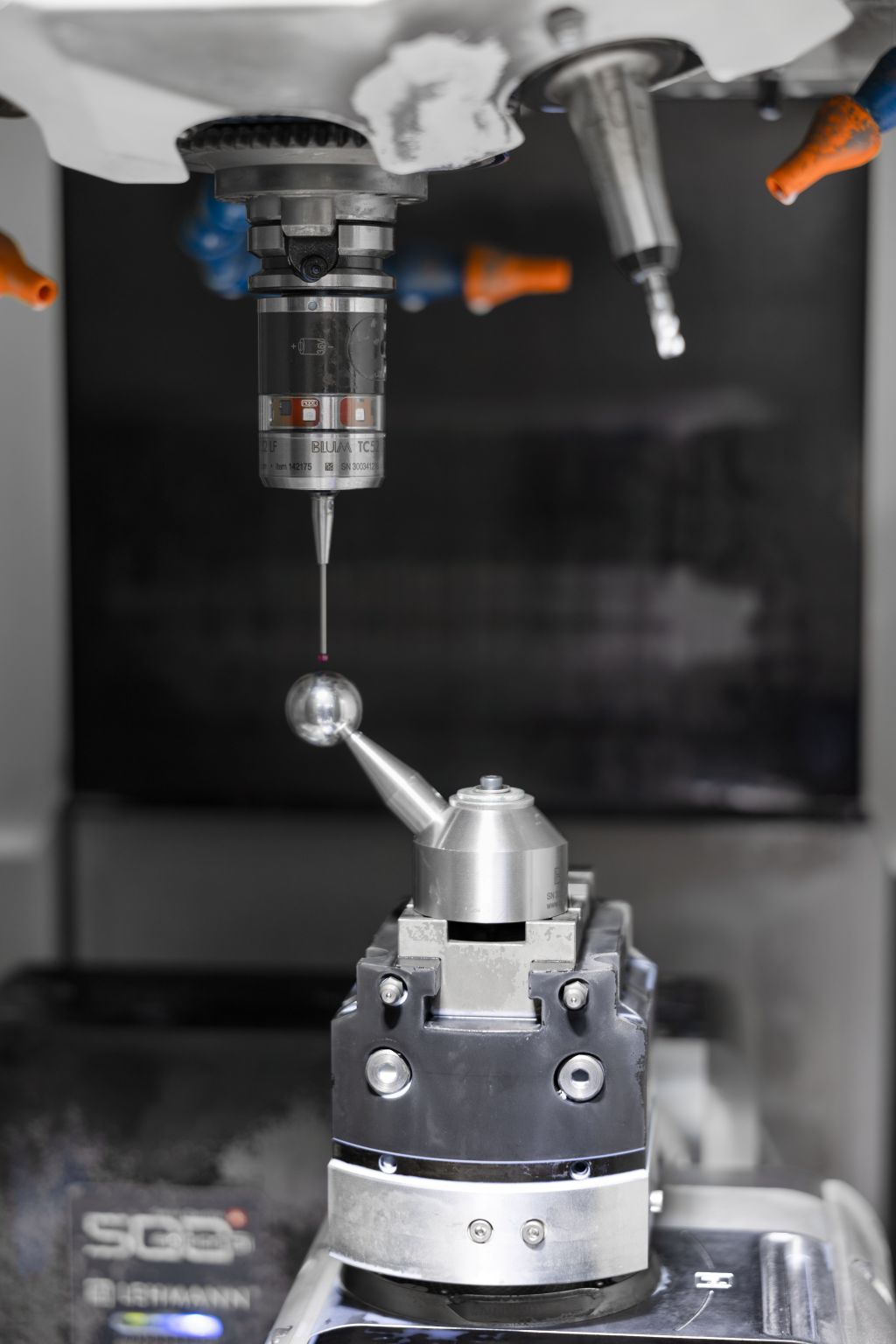
Alati za mjerenje alata koriste se prvenstveno za kontrolu loma i trošenja, pri čemu se ZX-Speed IR mjerač može dodirnuti ne samo u vertikalnoj Z-osi – kao manji Z-Nano – već i u horizontalnoj osi. „Na taj način može se mjeriti duljina alata – i tako prepoznati lom – kada se mjerač aksijalno približi s vrha“, izvještava Erhard Strobel, tehničar prodaje u Blum-Novotestu. „S druge strane, promjer se može mjeriti radijalnim dodirivanjem sa strane, na primjer, kako bi se prepoznalo trošenje.“
Kontrola loma je vrlo važna, alati se mjere nakon svakog koraka obrade. Tako se sprječava da sljedeći alat uđe u obrađeni komad koji nije dovršen zbog loma alata i također se ošteti. Nakon loma alata, neispravni komad se izbacuje, a – ako je moguće – sljedeći dio se obrađuje s alatom slične vrste. Ako zamjena nije dostupna u stroju, obrada se zaustavlja i operater se obavještava.
TC52 senzori se prvenstveno koriste tijekom obrade. Tako su na steznoj čeljusti za kupce širine čeljusti postavljene s vrlo uskim tolerancijama, jer se naknadno ručno brušenje površine izvodi robotom. „Kako bismo postigli dosljedne rezultate, ovdje je potrebna visoka preciznost“, objašnjava Wolfgang Epple. „Mjerenjem prve obrađene strane i prilagođavanjem koordinatnog sustava obrade prema mjerenju, odstupanje između čeljusti iz serije može se smanjiti ispod dva stotinke milimetra.
Osim tipičnih mjernih zadataka tijekom obrade, poput određivanja nulte točke sirovine, TC52 mjerni senzori se također koriste s BLUM softverom KinematicsPerfect. Softver omogućuje mjerenje i analizu rotacijskih osi na 4- i 5-osnim alatnim strojevima. Pomoću mjerenja na kalibracijskoj kugli, softver prepoznaje točnost poravnanja i pozicioniranja osi, kao i mehaničke oblikovne odstupanja i eventualne oštećenja ležajeva.
Problemi s mašinama uzrokovani pogrešnim postavkama mašine, sudarima ili trošenjem mogu se brzo i pouzdano prepoznati na temelju mjerenja. Pritom se uz pomoć isporučenih mjernih ciklusa prethodno definirane točke posjećuju pod različitim antistrukturama i izračunava se odstupanje u prostoru. Na temelju tih vrijednosti tablice kinematičkih parametara mogu se automatski ažurirati, čime se kompenzira greška koja nastaje tijekom rotacijskih pokreta u prostoru. Takva mjerenja obično se provode prilikom puštanja u rad, u slučaju servisa ili u serijskoj proizvodnji kao kontinuirana provjera stanja mašine.
„Želimo prije svega donijeti više konzistentnosti u naše proizvodne procese i prepoznati kod odstupanja da li su mašine ili alati odgovorni. Tako se mogu izbjeći mnogi problemi i gubici vremena“, objašnjava Wolfgang Epple. „Osim toga, protokoli mjerenja se direktno kreiraju u mašini, tako da su sve mjere dokumentirane i mogu se pratiti. Naš cilj je da možemo proizvoditi 30 do 35 sati bez ljudske intervencije – bez odstupanja između dijelova.“
Osobito su impresionirani u Getsch+Hiller maksimalnim mogućim brzinama pokretanja koje BLUM omogućava – posebno jer izgledaju opasno. No, s BLUM sondama kontrola loma na Brother i Fanuc uređajima je znatno brža – moguće su brzine do 2 m/min – što se opet isplati u stvarnom vremenu ciklusa.
Trenutno je dvanaest mašina u Tuttlingenu automatizirano, a stručnjaci iz Getsch+Hiller rade na tome da opreme i ostatak robotima. „Moj cilj je da u nedjelju ujutro brzo odem u firmu, napunim magazine i s nekoliko mjerenja provjerim kvalitetu, jer želim brzo završiti. Točno to mi nude mjerni sustavi od BLUM-a“, sažima Wolfgang Epple.
„Tvrtka profitira od pouzdanih, automatiziranih procesa s najvišom kvalitetom – na kraju krajeva, u našoj branši je kupac kralj, i ako mu ne isporučimo željenu kvalitetu, tražit će novog dobavljača. BLUM nam ovdje pruža sigurnost da možemo istovremeno proizvoditi efikasno i s najvišom kvalitetom.“



Kontakt:


