


A Getsch+Hiller Medizintechnik GmbH-nál a megmunkáló gépekkel és a tartozékokkal szembeni minőségi követelmények rendkívül magasak. Ezért a tuttlingeni vállalatnál a Blum-Novotest munkadarab- és szerszámtartók fontos szerepet játszanak az orvosi műszerek gyártásában.

„Eszközöket gyártunk a test és az orvostudomány legkülönbözőbb területeire, beleértve a ollókat, fogókat, fúrószárakat és biopsziás kanalakat a szövetminták vételéhez. Ügyfeleink a legmagasabb minőséget várják tőlünk, végül is termékeinkkel az embereken dolgoznak“ – hangsúlyozza Wolfgang Epple, a marás vezetője, miközben a gyártás során a sűrűn álló megmunkáló központok között vezet. A 21 marógép többsége Fanuc Robodrill berendezés, emellett néhány gép Brother és Haas márkájú.
Ezen kívül a Getsch+Hiller-nél kilenc hosszú forgácsoló gép működik, ezek közül a legtöbb berendezés automatizálással van felszerelve a betöltéshez és kiürítéshez.
A vállalat által gyártott termékeket túlnyomórészt ügyféligények alapján fejlesztik és készítik, valamint nagykereskedőkön keresztül forgalmazzák. Ennek során a Getsch+Hiller neve gyakran nem jelenik meg a termékeken. Sok termék nagyon hasonló, mert különböző ügyfelek hasonló, de nem azonos eszközöket gyártatnak Tuttlingenben. A darabszámok egyedi darabok és kis sorozatok között mozognak, egy ügyfél azonban heti 200 fogót is kap.
Az új termékek kialakulása a belső fejlesztések és az ügyfelek ötletei, javaslatai és igényei közötti folyamatos párbeszéd eredménye. „Saját tervezőink ezen ötletek alapján fejlesztenek termékeket vagy valósítanak meg ügyféloptimalizálásokat.
„Nagyon fontos a CNC-programozásunk is, mert a komponensek hatékony gyártása a vállalatunk sikerének alapja“ - hangsúlyozza Wolfgang Epple. „Összeszerelő részlegünk ezután a komponenseket nagy pontosságú műszerekké állítja össze. A gyártás során túlnyomórészt rozsdamentes acélt dolgozunk fel, bár egyes műszerek műanyag vagy alumínium fogantyúkkal vagy más alkatrészekkel rendelkeznek.”
A termékek első osztályú minőségben történő előállítása a Getsch+Hiller gyártására a legmagasabb követelményeket támasztja. A részeket marás után robot által elektropolírozzák, majd részben fekete bevonattal látják el. Ha a legkisebb elszíneződés vagy egyéb felületi hiba is észlelhető a mikroszinten, az ügyfél elutasítja az egész szállítmányt. A folyamatosan alacsony tűrések és a lehető legjobb felületi minőségek tehát már a marási gyártás során elengedhetetlenek, hogy a polírozás és bevonás során optimális eredmények születhessenek. Két-három év alatt a folyamatot optimalizálták, most Tuttlingenben stabilan gyártanak.
„Ugyanakkor a gépeknek éjjel-nappal és hétvégén is működniük kell, hogy a szükséges darabszámokat elérjék“ – teszi hozzá Wolfgang Epple. „Ezért a berendezések többsége egy robotral van felszerelve, amely a nyers alkatrészeket egy tálcás magazinból a gépbe helyezi, és a kész alkatrészeket visszahelyezi a tálcára a tartókba.“ Sok gép egy robotot és egy 20 tálcás magazint oszt meg.
Elengedhetetlen egy olyan gyártáshoz, amely a lehető leghosszabb ember nélküli üzemeltetést, megszakítás nélküli termelést és a legmagasabb precizitást igényel, egy automatizált minőségellenőrzés és folyamatfelügyelet. A Getsch+Hiller a Fanuc gépeknél a BLUM TC52 orsó mérőérzékelőjére és a ZX-Speed IR szerszám mérőérzékelőjére támaszkodik, emellett a Brother megmunkáló központokban Z-Nano szerszám mérőérzékelők találhatók.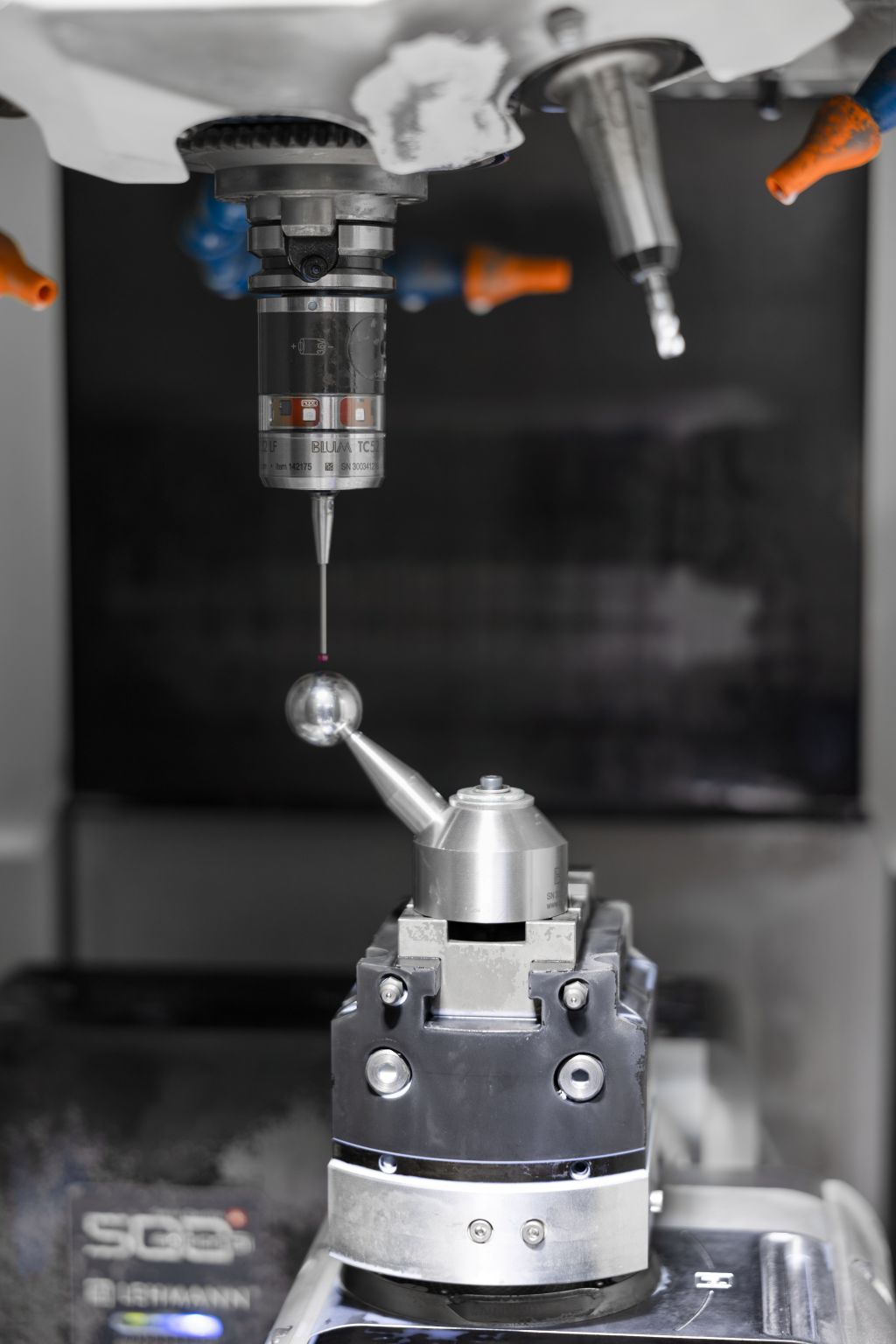
A szerszám-mérőérzékelőket elsősorban törés- és kopásellenőrzésre használják, miközben a ZX-Speed IR érzékelő nemcsak a függőleges Z-tengelyen – mint a kisebb Z-Nano – érinthető, hanem a vízszintes tengelyen is. „Ezáltal egyrészt a szerszámhossz mérhető – és így a törés észlelhető – azáltal, hogy az érzékelőt axiálisan, felülről közelítjük meg“ – mondja Erhard Strobel, a Blum-Novotest értékesítési technikusa. „Másrészt a átmérő oldalról, radiálisan történő érintéssel is mérhető, például a kopás észlelésére.“
A törésellenőrzés nagyon fontos, az eszközöket minden egyes feldolgozási lépés után megmérik. Így megakadályozható, hogy a következő szerszám egy, a szerszám törése miatt be nem fejezett munkadarabba kerüljön, és szintén tönkremenjen. Szerszám törése után a hibás munkadarabot eltávolítják, és – ha lehetséges – a következő darabot egy testvérszerszámmal dolgozzák fel. Ha nincs helyettesítő a gépben, a feldolgozás leáll, és a kezelőt értesítik.
A TC52-érzékelőket elsősorban a megmunkálás során használják. Így az ügyfelek számára a fogók szélessége nagyon szoros tűrésekkel van megadva, mivel a következő kézi felületi csiszolást egy robot végzi. „A következetes eredmények elérése érdekében itt magas méretpontosságra van szükség” – magyarázza Wolfgang Epple. „Ha az első megmunkált oldal mérésre kerül, és a megmunkálás koordináta rendszere a méréshez igazodik, a sorozat fogói közötti eltérés kevesebb mint két századmilliomra csökkenthető.”
A feldolgozás során végzett tipikus mérési feladatok mellett, például a nyers darab nullapontjának meghatározásakor, a TC52 mérőtartókat a BLUM KinematicsPerfect szoftverével is használják. A szoftver lehetővé teszi a 4- és 5-tengelyes szerszámgépek forgástengelyeinek mérését és elemzését. A kalibráló golyón végzett mérések segítségével a szoftver felismeri a tengelyek beállítási és pozicionálási pontosságát, valamint a mechanikai formaeltéréseket és esetleges csapágyhibákat.
A gépbeállítások, ütközések vagy kopás miatti gépbeli problémák a mérések alapján gyorsan és megbízhatóan észlelhetők. Ehhez a mellékelt mérési ciklusok segítségével előre meghatározott pontokat különböző ellenállások mellett közelítünk meg, és a térbeli eltérést kiszámítjuk. Az értékek alapján a kinematikai paramétertáblák automatikusan frissíthetők, így kompenzálva a forgómozgások során keletkező térbeli hibát. Az ilyen méréseket jellemzően üzembe helyezéskor, szervizeléskor vagy sorozatgyártás során végezzük a gép állapotának folyamatos ellenőrzéseként.
„Elsősorban azt szeretnénk, ha több állandóságot hoznánk a gyártási folyamatainkba, és ha eltérések merülnek fel, felismerni, hogy a gép vagy az eszközök felelősek-e. Így sok problémát és időveszteséget el lehet kerülni” – magyarázza Wolfgang Epple. „Ezen kívül a mérési protokollok közvetlenül a gépben készülnek, így minden mérés dokumentálva és nyomon követhető. Célunk, hogy 30-35 órát tudjunk emberi beavatkozás nélkül gyártani – eltérések nélkül a részek között.”
Különösen lenyűgöző a Getsch+Hiller számára a maximálisan lehetséges indulási sebesség, amit a BLUM engedélyez – különösen, mivel látványosan veszélyesnek tűnnek. De a BLUM érzékelőkkel a törésellenőrzés a Brother- és Fanuc-berendezéseken lényegesen gyorsabb – akár 2 m/perc is lehetséges –, ami a ciklusidőben is megmutatkozik.
Jelenleg tizenkét gép automatizált Tuttlingenben, és a Getsch+Hiller szakemberei azon dolgoznak, hogy a többit is robotokkal lássák el. „Célom, hogy vasárnap reggel gyorsan be tudjak menni a céghez, feltölteni a magazinokat, és néhány mérés segítségével ellenőrizni a minőséget, mert gyorsan szeretnék végezni. Pontosan ezt kínálják nekem a BLUM mérőrendszerei” – foglalja össze Wolfgang Epple.
„A cég megbízható, automatizált folyamatokból profitál a legmagasabb minőséggel – végül is az iparunkban az ügyfél a király, és ha nem tudjuk neki a kívánt minőséget biztosítani, új beszállítót keres. A BLUM biztonságot ad nekünk, hogy egyszerre hatékonyan és a legmagasabb minőségben tudunk gyártani.”



Kapcsolat:


