


Pri podjetju Getsch+Hiller Medizintechnik GmbH so kakovostni standardi za obdelovalne stroje in dodatke izjemno visoki. Zato imajo pri podjetju iz Tuttlingena merilni senzorji za obdelovance in orodja Blum-Novotest v proizvodnji medicinskih instrumentov pomembno vlogo.

„Izdelujemo instrumente za najrazličnejša področja telesa in medicine, vključno z škarjami, kleščami, svedri in biopsijskimi žlicami za odvzem vzorcev tkiva. Naši kupci od nas pričakujejo najvišjo kakovost, saj delajo z našimi izdelki na in v človeku,“ poudarja Wolfgang Epple, vodja oddelka za frezanje, medtem ko nas vodi skozi gosto postavljene obdelovalne centre v proizvodnji. Večina od 21 frezalnih strojev so Robodrill naprave podjetja Fanuc, poleg tega pa so tu še nekateri stroji podjetij Brother in Haas.
Poleg tega pri Getsch+Hiller deluje devet dolgih stružnih strojev, večina teh naprav je opremljena z avtomatizacijo za nalaganje in razkladanje.
Izdelki, ki jih podjetje proizvaja, so večinoma razviti in izdelani po naročilu strank ter distribuirani preko veletrgovcev. Pri tem se ime Getsch+Hiller pogosto ne pojavlja na izdelkih. Mnogi izdelki so si zelo podobni, ker različni kupci naročajo primerna, a ne enaka orodja, ki jih izdelujejo v Tuttlingenu. Količine se gibljejo med enojnimi kosi in majhnimi serijami, en kupec pa prejme tudi 200 klešč na teden.
Nastanek novih izdelkov je rezultat stalnega dialoga med internimi razvoji ter idejami, predlogi in zahtevami strank. „Naši notranji oblikovalci razvijajo izdelke na podlagi teh idej ali izvajajo optimizacije, ki jih zahteva stranka.
Zelo pomembna je tudi naša CNC-programiranje, saj je učinkovita proizvodnja komponent osnova našega poslovnega uspeha," poudarja Wolfgang Epple. "Naš montažni oddelek nato sestavi komponente v visoko natančna orodja. V proizvodnji večinoma obdelujemo nerjaveče jeklo, pri čemer imajo nekatera orodja ročaje ali druge dele iz plastike ali aluminija."
Proizvodnja izdelkov vrhunske kakovosti postavlja najvišje zahteve za proizvodnjo podjetja Getsch+Hiller. Delci se po frezanju elektropolirajo s pomočjo robota in nato delno obdelajo s črnim premazom. Če so vidne tudi najmanjše spremembe barve ali druge napake na površini v mikro območju, kupec zavrne celotno dobavo. Konstantno nizke tolerance in najvišja možna kakovost površin so torej že pri frezarski proizvodnji nujne, da se pri poliranju in obdelavi dosežejo optimalni rezultati. Proces je bil optimiziran v dveh do treh letih, zdaj pa se v Tuttlingenu stabilno proizvaja.
„Hkrati morajo stroji delovati 24 ur na dan in ob koncih tedna, da se dosežejo zahtevane količine,“ dodaja Wolfgang Epple. „Zato so naprave pretežno opremljene z robotom, ki nalaga surovine iz pladnja v stroj in vrača končne izdelke nazaj na pladenj v nosilce.“ Mnogi stroji si delijo enega robota in magazin s 20 pladnji.
Nepogrešljiv za takšno proizvodnjo, ki zahteva čim daljše delovanje brez človeške prisotnosti, neprekinjeno proizvodnjo in najvišjo natančnost, je avtomatizirana kontrola kakovosti in nadzor procesov. Getsch+Hiller pri strojih Fanuc uporablja merilni sondo TC52 od BLUM in merilni sondo za orodja ZX-Speed IR, poleg tega so v obdelovalnih centrih Brother vgrajeni merilni sondo za orodja Z-Nano.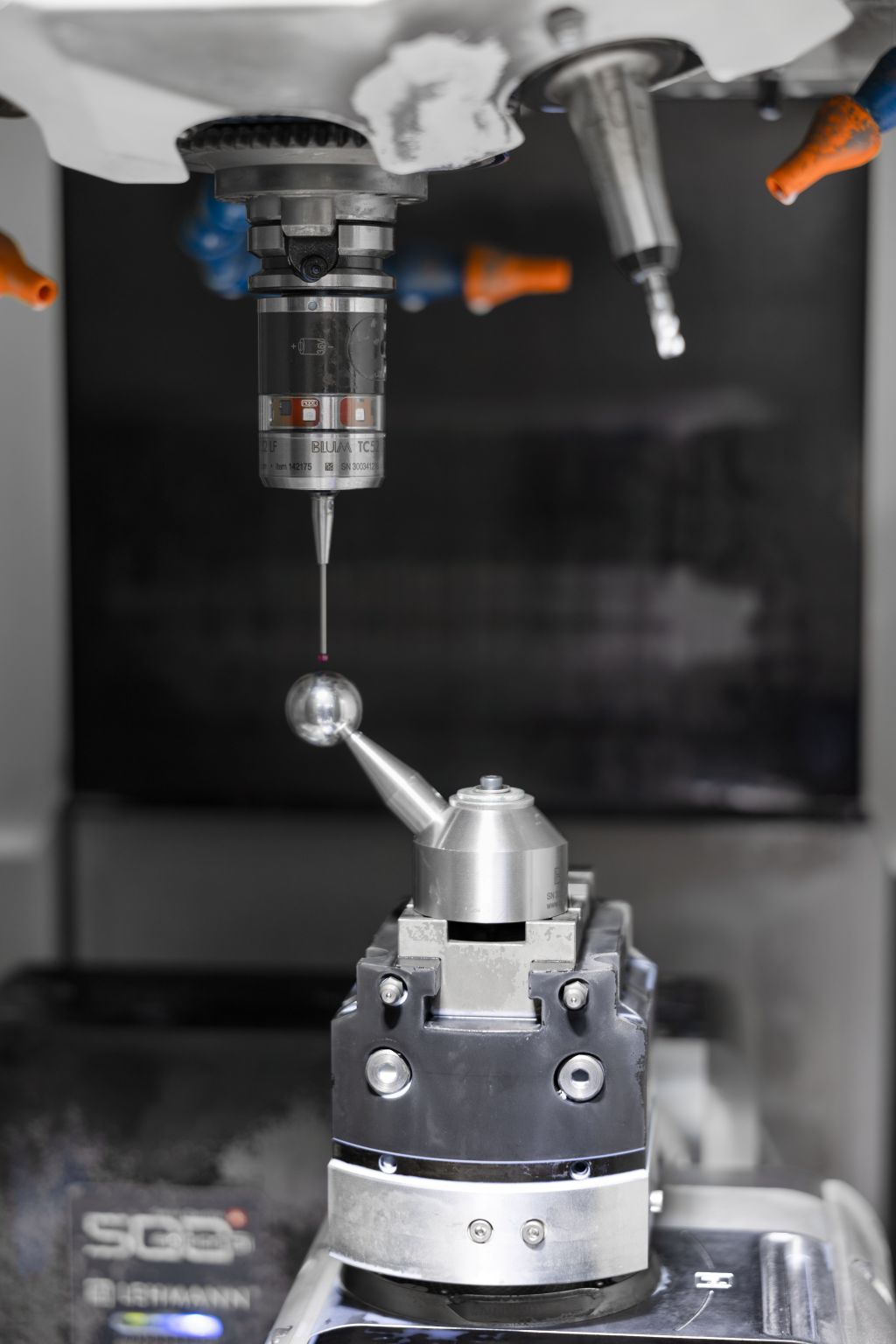
Merilni sondi orodij se predvsem uporabljajo za nadzor zloma in obrabe, pri čemer se ZX-Speed IR-sonda lahko dotika ne le v vertikalni Z-osi – kot manjša Z-Nano – temveč tudi v horizontalni osi. „S tem lahko izmerimo dolžino orodja – in tako prepoznamo zlom – tako, da se sonda aksialno približa od zgoraj,“ poroča Erhard Strobel, prodajni tehnik pri Blum-Novotest. „Poleg tega lahko premer izmerimo s radialnim dotikom s strani, na primer, da prepoznamo obrabo.“
Nadzor prekinitve je zelo pomemben, orodja se merijo po vsakem koraku obdelave. Tako se prepreči, da bi naslednje orodje vstopilo v obdelovanec, ki ni bil dokončan zaradi preloma orodja, in se prav tako poškodovalo. Po prelomu orodja se poškodovani obdelovanec izloči in – če je mogoče – se naslednji del obdeluje s sorodnim orodjem. Če v stroju ni na voljo nadomestnega orodja, se obdelava ustavi in operater je obveščen.
TC52 tipala se uporabljajo predvsem med obdelavo. Tako so na kleščah za stranke širine klešč opremljene z zelo ozkimi tolerancami, saj se nadaljnje ročno brušenje površin izvaja s pomočjo robota. „Za dosego enakih rezultatov je potrebna visoka natančnost dimenzij,“ pojasnjuje Wolfgang Epple. „Z merjenjem prve obdelane strani in prilagoditvijo koordinatnega sistema obdelave glede na meritev lahko odstopanje med kleščami iz serije zmanjšamo na manj kot dve stotinki milimetra.
Poleg tipičnih merilnih nalog med obdelavo, na primer zaznavanja ničelne točke surovca, se TC52 merilni sondi uporabljajo tudi s programsko opremo BLUM KinematicsPerfect. Ta programska oprema omogoča merjenje in analizo vrtilnih osi pri 4- in 5-osnih orodjarnih strojih. S pomočjo meritev na kalibracijski krogli programska oprema prepozna natančnost usklajevanja in pozicioniranja osi ter mehanske odstopanja od oblike in morebitne poškodbe ležajev.
Težave z napravami zaradi napačnih nastavitev, trkov ali obrabe je mogoče hitro in zanesljivo prepoznati na podlagi meritev. Pri tem se z uporabo priloženih merilnih ciklov obravnavajo vnaprej določene točke pod različnimi antistrukturami in izračunava odstopanja v prostoru. Na podlagi vrednosti se lahko tabele parametrov kinematike samodejno posodobijo, kar kompenzira napako, ki nastane pri vrtenju. Takšne meritve se običajno izvajajo ob zagonu, v primeru servisiranja ali v serijski proizvodnji kot stalna preverjanja stanja stroja.
„Želimo predvsem več doslednosti v naših proizvodnih procesih in pri odstopanjih prepoznati, ali so odgovorni stroji ali orodja. Tako se da preprečiti številne težave in izgube časa,“ pojasnjuje Wolfgang Epple. „Poleg tega se merilni protokoli neposredno ustvarjajo v stroju, tako da so vse meritve dokumentirane in sledljive. Naš cilj je, da bi lahko 30 do 35 ur delali brez človeške prisotnosti – brez odstopanj med deli.“
Zelo navdušeni so pri Getsch+Hiller nad maksimalno možnimi hitrostmi zagona, ki jih omogoča BLUM – še posebej, ker izgledajo nevarno. Vendar pa je z BLUM merilniki kontrola lomov na Brother in Fanuc napravah bistveno hitrejša – do 2 m/min je mogoče – kar se spet izplača v dejanskem času cikla.
Trenutno je dvanajst strojev v Tuttlingenu avtomatiziranih in strokovnjaki iz Getsch+Hiller delajo na tem, da bi opremili tudi preostale z roboti. „Moj cilj je, da bi v nedeljo zjutraj hitro šel v podjetje, napolnil magazine in s parimi meritvami nadzoril kakovost, saj želim hitro končati. Točno to mi ponujajo merilni sistemi BLUM,“ povzema Wolfgang Epple.
„Podjetje koristi zanesljive, avtomatizirane procese z najvišjo kakovostjo – končno je v naši panogi stranka kralj, in če mu ne ponudimo želene kakovosti, si bo poiskal novega dobavitelja. BLUM nam tukaj prinaša varnost, da lahko hkrati učinkovito in z najvišjo kakovostjo proizvajamo.“



Kontakt:


