


En Getsch+Hiller Medizintechnik GmbH, las exigencias de calidad para las máquinas de procesamiento y los accesorios son extremadamente altas. Por lo tanto, los sensores de medición de piezas y los sensores de herramientas de Blum-Novotest juegan un papel importante en la fabricación de instrumentos médicos en la empresa de Tuttlingen.

“Fabricamos instrumentos para las más diversas áreas del cuerpo y la medicina, incluyendo tijeras, pinzas, taladros y cucharas de biopsia para la toma de muestras de tejido. Nuestros clientes esperan la más alta calidad de nosotros, ya que trabajan con nuestros productos en y dentro del ser humano”, subraya Wolfgang Epple, jefe del departamento de fresado, mientras guía a través de los centros de mecanizado en la producción. La mayoría de las 21 fresadoras son instalaciones Robodrill de Fanuc, además hay algunas máquinas de Brother y Haas.
Además, en Getsch+Hiller operan nueve tornos de larga duración, la mayoría de estas instalaciones están equipadas con automatización para la carga y descarga.
Los productos que fabrica la empresa se desarrollan y producen principalmente por encargo de los clientes y se distribuyen a través de mayoristas. En este proceso, el nombre Getsch+Hiller a menudo no aparece en los productos. Muchos productos son muy similares, ya que diferentes clientes hacen fabricar instrumentos comparables, pero no idénticos, en Tuttlingen. Las cantidades de piezas oscilan entre piezas únicas y pequeñas series, un cliente también recibe 200 pinzas por semana.
El desarrollo de nuevos productos es el resultado de un diálogo continuo entre los desarrollos internos y las ideas, sugerencias y requisitos de los clientes. “Nuestros diseñadores internos desarrollan productos basados en estas ideas o implementan optimizaciones del cliente.
Nuestra programación CNC también es muy importante, ya que la fabricación eficiente de los componentes es la base de nuestro éxito empresarial”, enfatiza Wolfgang Epple. “Nuestro departamento de montaje ensambla los componentes en instrumentos de alta precisión. En la producción, procesamos principalmente acero inoxidable, aunque algunos instrumentos tienen mangos u otros componentes de plástico o aluminio.”
La fabricación de productos de calidad superior plantea las más altas exigencias a la producción de Getsch+Hiller. Las piezas se electropulido después del fresado por un robot y luego se recubren parcialmente de negro. Si se detecta la más mínima decoloración u otros defectos superficiales en el microámbito, el cliente rechaza toda la entrega. Por lo tanto, tolerancias constantemente bajas y la más alta calidad superficial son imprescindibles ya en la fabricación de fresado, para que se puedan lograr resultados óptimos al pulir y recubrir. A lo largo de dos a tres años, el proceso ha sido optimizado, ahora se fabrica de manera estable en Tuttlingen.
“Al mismo tiempo, las máquinas deben funcionar las 24 horas del día y los fines de semana para alcanzar las cantidades requeridas”, añade Wolfgang Epple. “Por eso, las instalaciones están mayormente equipadas con un robot que coloca las piezas en bruto de un magazín de bandejas en la máquina y vuelve a colocar las piezas terminadas en la bandeja en soportes.” Muchas máquinas comparten un robot y un magazín con 20 bandejas.
Indispensable para una producción de este tipo, que requiere un funcionamiento lo más largo posible sin intervención humana, producción ininterrumpida y la más alta precisión, es un control de calidad automatizado y supervisión de procesos. Getsch+Hiller utiliza en las máquinas Fanuc el sensor de medición de husillo TC52 de BLUM y el sensor de herramienta ZX-Speed IR, además, en los centros de mecanizado de Brother están instalados sensores de herramienta Z-Nano.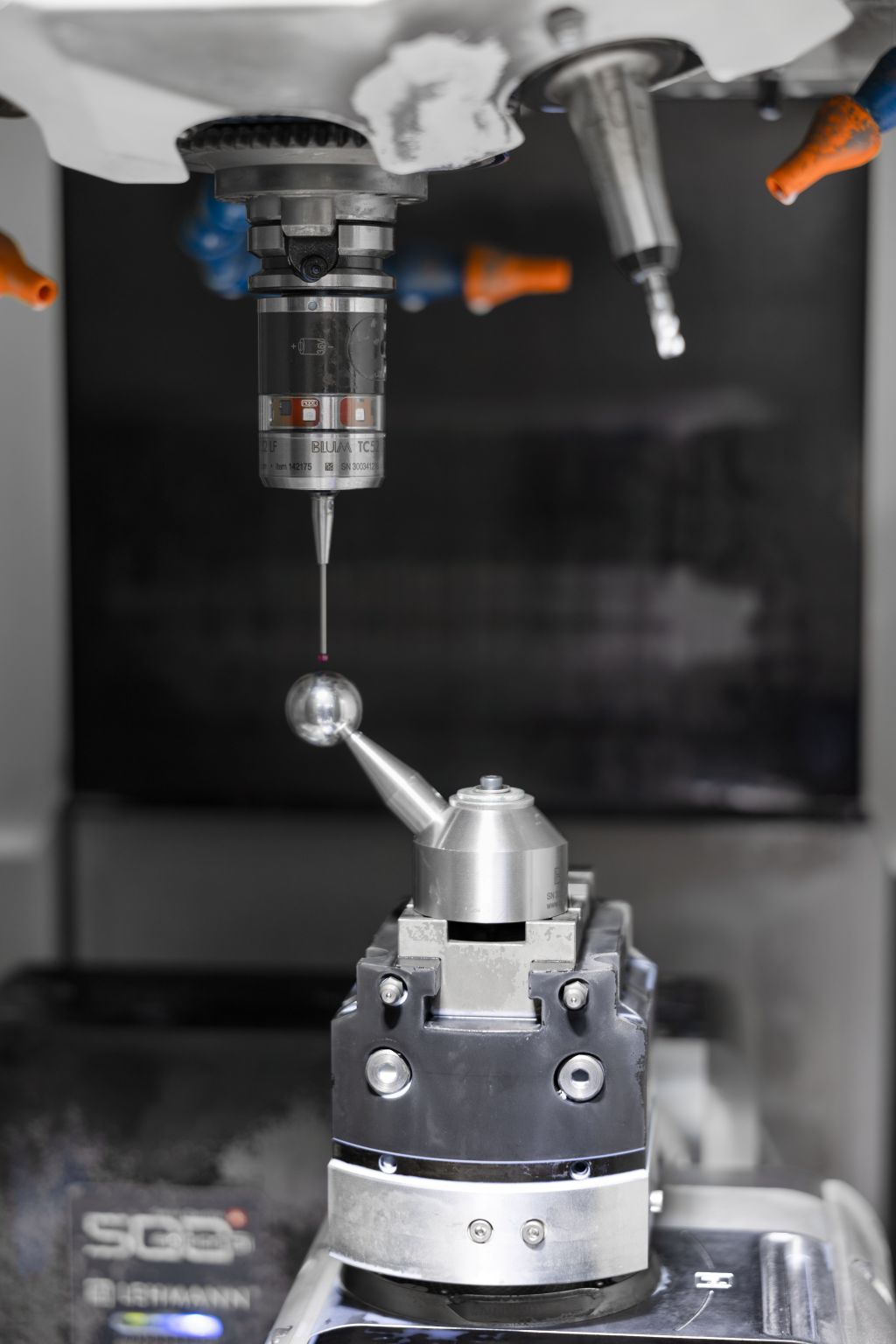
Los sensores de herramientas se utilizan principalmente para el control de rotura y desgaste, donde el sensor ZX-Speed IR no solo se puede tocar en el eje Z vertical, como el más pequeño Z-Nano, sino también en el eje horizontal. “De este modo, se puede medir la longitud de la herramienta y, por lo tanto, detectar la rotura, al acercar el sensor axialmente desde arriba”, informa Erhard Strobel, técnico de ventas de Blum-Novotest. “Por otro lado, el diámetro se puede medir tocando radialmente desde el lado, por ejemplo, para detectar el desgaste.”
El control de rotura es muy importante, las herramientas se miden después de cada paso de procesamiento. Esto evita que la siguiente herramienta entre en una pieza de trabajo que no ha sido procesada debido a una rotura de herramienta y también se rompa. Después de una rotura de herramienta, la pieza defectuosa se expulsa y, si es posible, la siguiente pieza se procesa con una herramienta hermana. Si no hay un reemplazo disponible en la máquina, el procesamiento se detiene y se informa al operador.
Los sensores TC52 se utilizan principalmente durante el procesamiento. Así, en las pinzas para los clientes, el ancho de la pinza tiene tolerancias muy ajustadas, ya que el posterior pulido manual de la superficie se realiza por un robot. “Para obtener resultados consistentes, se requiere una alta precisión dimensional aquí”, explica Wolfgang Epple. “Al medir el primer lado procesado y ajustar el sistema de coordenadas del procesamiento a la medición, se puede reducir la desviación entre las pinzas de una serie a menos de dos centésimas de milímetro.
Además de las típicas tareas de medición durante el procesamiento, como la detección del punto cero de la pieza en bruto, los sensores TC52 también se utilizan con el software KinematicsPerfect de BLUM. El software permite medir y analizar los ejes de rotación en máquinas de herramientas de 4 y 5 ejes. Con mediciones en una esfera de calibración, el software reconoce la precisión de alineación y posicionamiento de los ejes, así como desviaciones de forma mecánicas y posibles daños en los rodamientos.
Los problemas de máquina debido a configuraciones incorrectas, colisiones o desgaste se pueden detectar rápida y confiablemente en base a las mediciones. Para ello, se utilizan ciclos de medición proporcionados para acercarse a puntos previamente definidos bajo diferentes condiciones de contacto y se calcula la desviación en el espacio. Con base en los valores, las tablas de parámetros cinemáticos se pueden actualizar automáticamente, compensando así el error que se produce en los movimientos de inclinación. Este tipo de mediciones se realizan típicamente al poner en marcha, en caso de servicio o en la producción en serie como una verificación continua del estado de la máquina.
"Queremos, sobre todo, aportar más constancia a nuestros procesos de fabricación y, en caso de desviaciones, identificar si la máquina o las herramientas son responsables. De este modo, se pueden evitar muchos problemas y pérdidas de tiempo", explica Wolfgang Epple. "Además, los protocolos de medición se crean directamente en la máquina, de modo que todas las mediciones están documentadas y son verificables. Nuestro objetivo es poder fabricar de manera desatendida entre 30 y 35 horas, sin desviaciones entre las piezas."
Particularmente impresionados están en Getsch+Hiller por las velocidades de arranque máximas que permite BLUM, ya que parecen espectaculares. Pero con los sensores BLUM, el control de rotura en las instalaciones Brother y Fanuc es mucho más rápido: se pueden alcanzar hasta 2 m/min, lo que se traduce en un ahorro real en el tiempo de ciclo.
Actualmente, doce máquinas en Tuttlingen están automatizadas y los especialistas de Getsch+Hiller están trabajando para equipar el resto con robots. "Mi objetivo es ir rápidamente a la empresa el domingo por la mañana, llenar los magazines y controlar la calidad con algunas pocas mediciones, porque quiero terminar rápido. Justo eso me ofrecen los sistemas de medición de BLUM", resume Wolfgang Epple.
"La empresa se beneficia de procesos automatizados y fiables con la más alta calidad; después de todo, en nuestra industria el cliente es rey, y si no le proporcionamos la calidad deseada, buscará un nuevo proveedor. BLUM nos brinda la seguridad de que podemos fabricar de manera eficiente y con la más alta calidad al mismo tiempo."



Contacto:


