


Als Alexander Caevskij 2025 die Geschäftsführung der CNC-Technik Seifer GmbH in Eitorf übernahm, hat sich der gelernte Zerspanungsmechaniker und studierte Betriebswirt einen lange gehegten Wunsch erfüllt: ein eigenes Unternehmen zu leiten. Dabei war er zunächst mit einer ganzen Reihe an Problemen konfrontiert und nahm die Unterstützung der INGERSOLL WERKZEUGE GMBH gerne an, um die Produktion auf Vordermann zu bringen.

Mit einem einzigen Großkunden ist CNC-Technik Seifer ein eher untypischer Lohnfertiger. Seit 1974 Firmengründer Gottfried Seifer nebenberuflich mit der Fertigung von Drehteilen auf einer konventionellen Drehmaschine in einem Kellerraum seines Wohnhauses begann, ist dieser Kunde der Stoßdämpfer-Hersteller Boge, der ebenfalls in Eitorf sitzt. Mit unterschiedlichen Eigentümern änderte sich dessen Firmenname immer wieder mal, die Geschäftsbeziehung zu Seifer blieb aber ununterbrochen bestehen. 1992 haben die beiden Töchter des Gründers die Firma übernommen, die dann im Mai 2025 an Alexander Caevskij ging.
Gut 90 Prozent der von Seifer gefertigten Bauteile sind für die Firma Boge bestimmt, die heute zum ZF-Konzern gehört. Produziert werden für sie in erster Linie Komponenten für Schwerlast-Stoßdämpfer, die beispielsweise für Schienenfahrzeuge und LKW gebraucht werden. Seifer stellt sie in kleinen bis mittleren Losgrößen vor allem aus Automatenstahl und Baustahl her. Für den Rennsport werden kleinere Stückzahlen gefertigt. „Weil wir immer schnell, pünktlich und in höchster Qualität liefern, sind wir bei unserem Kunden AAA-Zulieferer“, erklärt Caevskij und verweist auf eine Quote von 98 % bei der Pünktlichkeit und einen noch höheren Wert bei der Qualität.
Um diese Ergebnisse zu erreichen, musste der Lohnfertiger aber stets einen sehr hohen Aufwand betreiben. Als Caevskij das Unternehmen kennenlernte, stellte er fest, dass es in der Fertigung deutliche Schwächen gab. Exemplarisch dafür stehen zwei automatisierte Maschinen, die zwar seit Jahren im Einsatz sind, ihr eigentliches Potenzial zur mannlosen Produktion jedoch nie ausgeschöpft haben. Weil Prozesssicherheit nicht gegeben war, konnten die Maschinen nicht ohne Aufsicht betrieben werden.
Sie liefen nur, wenn ein Mitarbeiter sie überwachte und eingriff, wenn es zu Plattenbrüchen, Spänestau oder mangelhaften Standzeiten kam. Zahlen belegen, dass die automatisierten Maschinen kürzere Laufzeiten erreichten als jede andere der insgesamt 24 im Unternehmen vorhandenen Mazak-Maschinen.

Dass es Seifer dennoch schaffte, Bauteile relativ günstig in den verlangten Stückzahlen anbieten zu können, liegt am Zwei-Maschinen-Konzept, das sich in der Fertigung etabliert hat. Dafür stehen jeweils zwei Maschinen parallel zueinander. Eine wird für die Vorderseite des Werkstücks gerüstet, die andere für die Rückseite. Während eine Seite bearbeitet wird, kann für die andere bereits wieder gespannt werden. Für die Bedienung ist nur ein Mitarbeiter erforderlich, der das Bauteil danach auch gleich entgratet und noch an der Maschine verpackt. „Jeder wundert sich über unseren großen Materialumschlag mit nur 13 Mitarbeitern“, so Caevskij.
Produktion neu aufgerollt
Zusammen mit seinem Bruder Paul Caevskij, der schon einige Monate zuvor in das Unternehmen eingetreten war, um Produktion und Produkte kennen zu lernen, machte sich der neue Firmenchef umgehend daran, vieles umzustrukturieren. Die Ursache für die häufig fehlende Prozesssicherheit in der Fertigung sah er in den bislang eingesetzten Werkzeugen. Unter der vorherigen Firmenleitung waren durchweg billige Werkzeuge angeschafft worden. Die Meinung von Paul Caevskij, der inzwischen als Produktionsleiter fungiert, ist dazu eindeutig: „Langfristig wird damit gar nichts gespart, weil man dann die Werkzeuge doppelt und dreifach kauft. Durch höhere Standzeiten bekommen wir die höheren Kosten für bessere Werkzeuge schnell wieder rein. Sowohl Maschinenstillstände als auch das ständige Neueinfahren verursachen Kosten und erhöhen gleichzeitig das Risiko zusätzlicher Fehlerquellen.“

Neben den Werkzeugen selbst mangelte es auch an der Betreuung durch den Hersteller, die laut Alexander Caevskij praktisch nicht existent war. „Probleme entstehen meistens im Prozess und dann muss es schnell gehen mit einer passenden Lösung dafür. Bis sich der Hersteller zurückmeldete, hatten wir das Problem meist bereits eigenständig gelöst.“ Dass das mit INGERSOLL ganz anders läuft, wusste er bereits von seiner früheren Wirkungsstätte. Bevor er nach Eitorf kam, war er drei Jahre lang bei einem Berliner Unternehmen als Fertigungsleiter tätig.
Dort stellte sich eine ganz ähnliche Aufgabe: Bearbeitungen sollten so stabil ausgelegt werden, dass sie anschließend auf einer Automatisierungsanlage laufen konnten. INGERSOLL hatte dabei nicht nur die Prozesssicherheit hergestellt, sondern zudem die Laufzeit um 60 Prozent reduziert. „Wenn bei uns ein Problem auftrat, war INGERSOLL immer gleich zur Stelle und hat sich an die Arbeit gemacht“, so Caevskij.
INGERSOLL als Problemlöser gefragt
Bei diesen positiven Erfahrungen zögerte Caevskij nicht, seine bestehenden Kontakte zu nutzen und INGERSOLL als neuen Werkzeuglieferanten für Seifer zu wählen. In einem ersten Projekt waren Lösungen gefragt, mit denen ein mannloser Betrieb der automatisierten Maschinen möglich ist. Dazu hat sich Christopher Hees, Anwendungstechniker bei INGERSOLL, die ganzen Prozesse in Eitorf angeschaut und auf mögliche Optimierungen hin überprüft. Für die Fertigung von Schraubringen analysierte er die Bearbeitungsparameter. Hier wurden Optimierungen in Bezug auf Spanformer und Schneidstoff vorgenommen. Die bisher eingesetzte Wendeschneidplatte war für den bestehenden Prozess nicht passend zur Bearbeitung ausgelegt. Weiterhin war die Umstellung auf innengekühlte Werkzeuge, um die Spanabfuhr zu verbessern, sehr wichtig. Christopher Hees realisierte das mit TB-Drehhaltern aus dem Programm von INGERSOLL. Die passenden Wendeschneidplatten brachten auch Verbesserungen für den nachfolgenden Schlichtprozess.

Mit diesen Maßnahmen konnten Standzeiten verdoppelt werden. Eine noch höhere Zeiteinsparung wurde bei der Gewindebearbeitung erreicht. Mit einem Werkzeug hatte man gerade mal eine Palette mit 24 Schraubringen geschafft. Danach war das Werkzeug so verschlissen, dass die Gewinde zu eng wurden. Zu Prozessoptimierung setzte INGERSOLL eine zweischneidige Gewindeplatte ein, mit der die Werker das Sechsfache an Standzeit herausbekamen.
Ein weiteres Problemteil waren Gewindebolzen mit einer harten Walzkruste am Rohling. Paul Caevskij berichtet über häufige Plattenbrüchen bei der Bearbeitung: „Wir wussten nie, wie viele Teile problemlos laufen, bevor die Maschine wieder steht.“ Auch hier hat Christopher Hees den Prozess komplett überdacht und eine neue Strategie ausgearbeitet. Zunächst wird mit einer Nebenschneide die Walzkruste abgetragen und danach kommt das eigentliche Werkzeug mit der Hauptschneide im glatten Schnitt zum Einsatz.
Durch Umstellung des Arbeitsablaufs konnte so neben einer höheren Prozesssicherheit auch eine fünffache höhere Standzeit der Hauptschneide erzielt werden.
Hohe Stabilität, niedrige Taktzeiten

Im Laufe der Monate wurde die automatisierte Fertigung von immer mehr Bauteilen ermöglicht. „Wir waren sehr oft hier vor Ort, um die Prozesse einzufahren und zu optimieren“, berichtet Christopher Hees. „Die Herausforderung haben wir schnell und gut in den Griff bekommen.“ Prozesssicherheit stand dabei jeweils an erster Stelle, doch ergaben sich als Nebeneffekt in der Regel auch deutliche Taktzeiteinsparungen. INGERSOLL hat dafür viele Werkzeuge aus praktisch jeder seiner Produktlinien eingebracht.
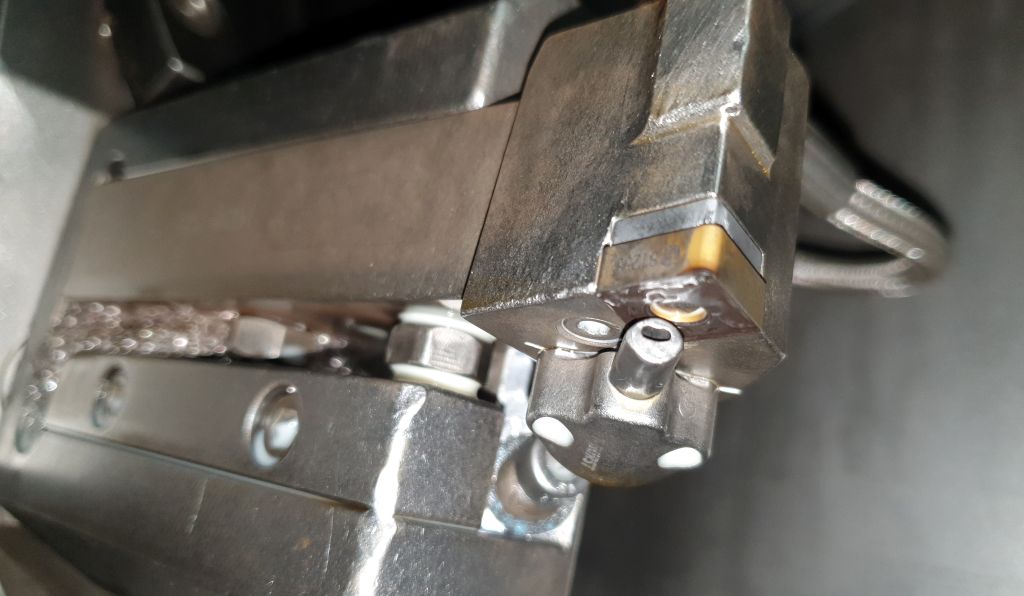
Als sehr nützlich hat sich dabei die Innenkühlung erwiesen. „Im Prozess hatten wir nie genau gesehen, wo der Kühlschmierstoff hinkommt“, erläutert Paul Caevskij. „Bei den Werkzeugen von INGERSOLL mit Innenkühlung ist nun gewährleistet, dass der Kühlschmierstoff immer perfekt auf die Schneide gelangt. Wir können damit sicher sein, dass optimal gekühlt wird und eine saubere Spanabfuhr erfolgt.“ Zum Erfolg tragen auch Wendeschneidplatten bei, die mit Spanformer und Substrat an die Bearbeitung angepasst sind und kurze Späne erzeugen.

Ideal für die automatisierte Fertigung ist der ChipSurfer in Verbindung mit der von INGERSOLL angebotenen Spannzangenanbindung. Durch diese Anbindung wird ein Herausziehen des Fräsers beim Schruppen, was bei Seifer immer wieder mal passierte, verhindert. Direkte Kühlmittelübergabe, weniger Schnittstellen und hohe Wechselgenauigkeit sind weitere Vorteile. Auch das Abstechsystem WinCut haben die Fertiger in Eitorf schätzen gelernt. Das 3D-gedruckte Werkzeug erzeugt mit seiner optimalen Kühlung nicht nur bessere Oberflächen bei höherer Standzeit sondern spart auch Material ein.
Bei Losgrößen bis 1.000 Stück bringt die Reduzierung der Abstechbreite von 3 auf 2 mm eine jährliche Materialeinsparung von etwa 20 m. Für das Toolmanagement hat sich Seifer einen Matrix-Schrank von INGERSOLL zugelegt. „Damit passieren weniger Fehler und wir laufen nicht Gefahr, dass uns Werkzeuge ausgehen, weil wir nicht rechtzeitig nachbestellt haben“, erläutert Paul Caevskij den Nutzen.
Zwei Maschinen eingespart
Je nach Artikel laufen Bauteile auf den beiden automatisierten Maschinen inzwischen 5 bis 6 Stunden mannlos durch. Dadurch werden Kapazitäten auf anderen Maschinen frei. Das hat sich bereits auf den Einsatz von zwei Maschinen aufsummiert, die jetzt für andere Aufgaben zur Verfügung stehen. Unterdessen schreiten die Optimierungen in der Fertigung voran. Alexander Caevskij möchte gerne weitere Maschinen automatisieren, um so auch dem Fachkräftemangel entgegenzuwirken.
Zum Ablauf hat er konkrete Vorstellungen: „Der erste Schritt ist immer, Prozesssicherheit zu erreichen. Es nützt nichts, einen Roboter hinzustellen, wenn das nicht zuverlässig funktioniert. Erst wenn das Bauteil stabil läuft, kann man einen Roboter einsetzen. Das ist dann einfach.“ Stabile Prozesse sind für ihn auch eine Voraussetzung, um neue Kunden zu akquirieren und künftig auch andere Bauteile herzustellen.
Kontakt:


