


Lorsque Alexander Caevskij a pris la direction de CNC-Technik Seifer GmbH à Eitorf en 2025, le mécanicien d'usinage formé et diplômé en gestion a réalisé un souhait de longue date : diriger sa propre entreprise. Il a d'abord été confronté à une série de problèmes et a accepté avec plaisir le soutien de INGERSOLL WERKZEUGE GMBH pour remettre la production en ordre.

Avec un seul grand client, CNC-Technik Seifer est un sous-traitant plutôt atypique. Depuis que le fondateur de l'entreprise, Gottfried Seifer, a commencé à fabriquer des pièces tournées sur un tour conventionnel dans une pièce de son sous-sol en 1974, ce client est le fabricant d'amortisseurs Boge, également basé à Eitorf. Avec différents propriétaires, le nom de l'entreprise a changé plusieurs fois, mais la relation commerciale avec Seifer est restée ininterrompue. En 1992, les deux filles du fondateur ont repris l'entreprise, qui a ensuite été transmise à Alexander Caevskij en mai 2025.
Environ 90 % des pièces fabriquées par Seifer sont destinées à l'entreprise Boge, qui fait aujourd'hui partie du groupe ZF. Ils produisent principalement pour elle des composants pour des amortisseurs lourds, utilisés par exemple pour des véhicules ferroviaires et des camions. Seifer les fabrique en petites à moyennes séries, principalement en acier automatique et en acier de construction. Pour le sport automobile, des quantités plus petites sont produites. « Parce que nous livrons toujours rapidement, à temps et avec la plus haute qualité, nous sommes un fournisseur AAA pour notre client », explique Caevskij, en faisant référence à un taux de ponctualité de 98 % et à un taux encore plus élevé pour la qualité.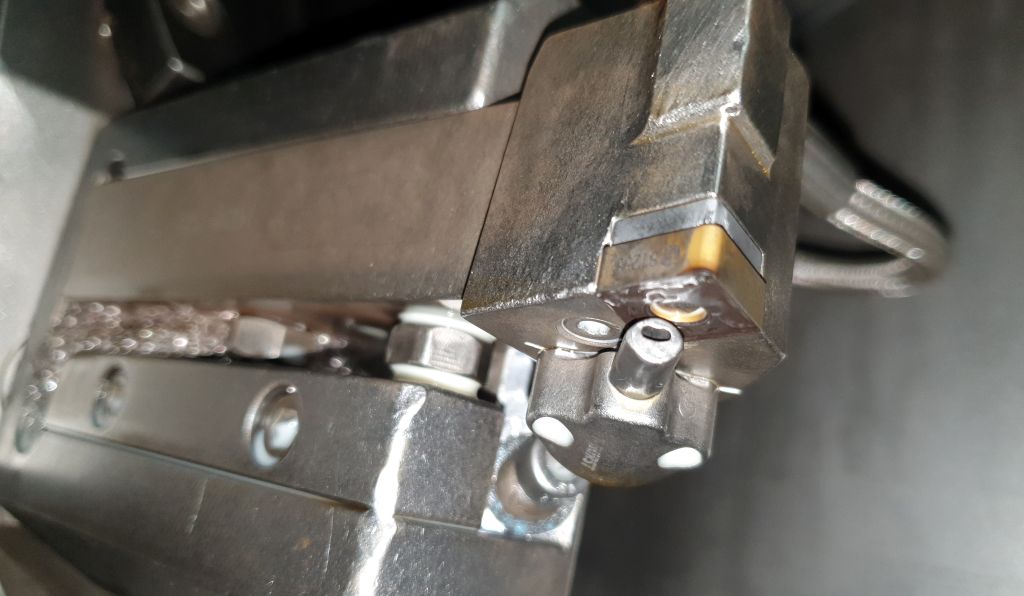
Pour atteindre ces résultats, le sous-traitant a toujours dû déployer un effort très important. Lorsque Caevskij a découvert l'entreprise, il a constaté qu'il y avait des faiblesses évidentes dans la fabrication. Deux machines automatisées en sont un exemple : bien qu'elles soient en service depuis des années, elles n'ont jamais exploité leur véritable potentiel de production sans opérateur. En raison de l'absence de sécurité des processus, les machines ne pouvaient pas être opérées sans supervision.
Elles ne fonctionnaient que lorsqu'un employé les surveillait et intervenait en cas de rupture de plaque, de blocage des copeaux ou de temps d'arrêt insuffisants. Les chiffres montrent que les machines automatisées avaient des temps de fonctionnement plus courts que n'importe quelle autre des 24 machines Mazak présentes dans l'entreprise.
Le fait que Seifer ait néanmoins réussi à proposer des pièces à des prix relativement bas dans les quantités demandées est dû au concept à deux machines qui s'est établi dans la fabrication. Deux machines sont disposées parallèlement l'une à l'autre. L'une est équipée pour le côté avant de la pièce, l'autre pour le côté arrière. Pendant qu'un côté est usiné, l'autre peut déjà être fixé à nouveau. Un seul employé est nécessaire pour l'opération, qui ébavure ensuite la pièce et l'emballe déjà à la machine. « Tout le monde s'étonne de notre grand turnover de matériel avec seulement 13 employés », dit Caevskij.
Production relancée
Avec son frère Paul Caevskij, qui avait rejoint l'entreprise quelques mois plus tôt pour se familiariser avec la production et les produits, le nouveau directeur s'est immédiatement attelé à restructurer de nombreux aspects. Il a identifié la cause de l'absence fréquente de sécurité des processus dans la fabrication dans les outils utilisés jusqu'alors. Sous la direction précédente, des outils bon marché avaient été systématiquement achetés. L'avis de Paul Caevskij, qui est maintenant directeur de production, est clair à ce sujet : « À long terme, cela ne permet pas d'économiser, car on finit par acheter les outils deux ou trois fois. Grâce à des temps d'arrêt plus longs, nous récupérons rapidement les coûts plus élevés des meilleurs outils. Les arrêts machines ainsi que les redémarrages fréquents engendrent des coûts et augmentent en même temps le risque de sources d'erreurs supplémentaires. »
En plus des outils eux-mêmes, il manquait également un accompagnement de la part du fabricant, qui, selon Alexander Caevskij, était pratiquement inexistant. « Les problèmes surviennent généralement dans le processus et il faut alors agir rapidement avec une solution appropriée. Jusqu'à ce que le fabricant réponde, nous avions généralement déjà résolu le problème de manière autonome. » Il savait déjà que cela fonctionnait très différemment avec INGERSOLL, grâce à son précédent emploi. Avant de venir à Eitorf, il avait travaillé pendant trois ans comme directeur de production dans une entreprise berlinoise.
Là, il avait une tâche très similaire : les usinages devaient être conçus de manière à pouvoir ensuite fonctionner sur une installation d'automatisation. INGERSOLL avait non seulement assuré la sécurité des processus, mais avait également réduit le temps de fonctionnement de 60 %. « Lorsque nous avions un problème, INGERSOLL était toujours là rapidement et se mettait au travail », dit Caevskij.
INGERSOLL sollicité en tant que solutionneur de problèmes
Fort de ces expériences positives, Caevskij n'a pas hésité à utiliser ses contacts existants et à choisir INGERSOLL comme nouveau fournisseur d'outils pour Seifer. Dans un premier projet, des solutions étaient nécessaires pour permettre un fonctionnement sans opérateur des machines automatisées. Christopher Hees, technicien d'application chez INGERSOLL, a examiné tous les processus à Eitorf et vérifié les optimisations possibles. Pour la fabrication de rondelles, il a analysé les paramètres d'usinage. Des optimisations ont été apportées concernant le formeur de copeaux et le matériau de coupe. La plaquette de coupe interchangeable précédemment utilisée n'était pas adaptée au processus d'usinage existant. De plus, le passage à des outils refroidis par l'intérieur, afin d'améliorer l'évacuation des copeaux, était très important. Christopher Hees a réalisé cela avec des porte-outils TB du programme d'INGERSOLL. Les plaquettes de coupe appropriées ont également apporté des améliorations pour le processus de finition suivant.
Grâce à ces mesures, les temps d'arrêt ont pu être doublés. Une économie de temps encore plus importante a été réalisée dans le traitement des filetages. Avec un outil, on n'a réussi à traiter qu'une palette de 24 écrous. Ensuite, l'outil était tellement usé que les filetages devenaient trop serrés. Pour optimiser le processus, INGERSOLL a utilisé une plaquette filetée à deux arêtes, permettant aux opérateurs d'obtenir six fois plus de temps d'utilisation.
Un autre problème était les boulons filetés avec une croûte de laminage dure sur la pièce brute. Paul Caevskij rapporte des ruptures fréquentes de plaquettes lors du traitement : « Nous ne savions jamais combien de pièces fonctionnaient sans problème avant que la machine ne s'arrête à nouveau. » Ici aussi, Christopher Hees a complètement repensé le processus et élaboré une nouvelle stratégie. D'abord, une arête secondaire retire la croûte de laminage, puis l'outil principal avec l'arête principale est utilisé pour la coupe propre.
En réorganisant le flux de travail, on a pu obtenir non seulement une plus grande sécurité du processus, mais aussi un temps d'utilisation de l'arête principale cinq fois plus élevé.
Haute stabilité, temps de cycle courts

Au fil des mois, la fabrication automatisée d'un nombre croissant de pièces a été rendue possible. « Nous étions très souvent sur place pour mettre en place et optimiser les processus », rapporte Christopher Hees. « Nous avons rapidement et efficacement relevé le défi. » La sécurité du processus était toujours la priorité, mais cela a généralement entraîné des économies de temps de cycle significatives en tant qu'effet secondaire. INGERSOLL a apporté de nombreux outils de pratiquement toutes ses gammes de produits.
Le refroidissement interne s'est révélé très utile. « Dans le processus, nous n'avons jamais vu exactement où le fluide de coupe allait », explique Paul Caevskij. « Avec les outils d'INGERSOLL dotés de refroidissement interne, il est désormais garanti que le fluide de coupe atteint toujours parfaitement la coupe. Nous pouvons être sûrs que le refroidissement est optimal et que l'évacuation des copeaux se fait proprement. » Les plaquettes à retournement, adaptées au traitement avec un formateur de copeaux et un substrat, contribuent également au succès en produisant de courts copeaux.
Idéal pour la fabrication automatisée, le ChipSurfer en combinaison avec le raccord de pince proposé par INGERSOLL. Grâce à ce raccord, le retrait de l'outil lors de l'ébauche, qui se produisait de temps en temps chez Seifer, est évité. La transmission directe du liquide de refroidissement, moins d'interfaces et une grande précision de changement sont d'autres avantages. Le système de décolletage WinCut a également été apprécié par les fabricants à Eitorf. L'outil imprimé en 3D génère non seulement de meilleures surfaces avec un temps d'utilisation plus élevé, mais permet également d'économiser du matériel.
Pour des tailles de lot allant jusqu'à 1 000 pièces, la réduction de la largeur de décolletage de 3 à 2 mm entraîne une économie annuelle de matériau d'environ 20 m. Pour la gestion des outils, Seifer a acquis un armoire à matrice d'INGERSOLL. « Cela réduit les erreurs et nous ne risquons pas de manquer d'outils parce que nous n'avons pas commandé à temps », explique Paul Caevskij sur les avantages.
Deux machines économisées
Selon l'article, les pièces fonctionnent désormais sans opérateur sur les deux machines automatisées pendant 5 à 6 heures. Cela libère des capacités sur d'autres machines. Cela a déjà permis de compenser l'utilisation de deux machines, qui sont maintenant disponibles pour d'autres tâches. Pendant ce temps, les optimisations dans la fabrication avancent. Alexander Caevskij souhaite automatiser d'autres machines pour faire face à la pénurie de main-d'œuvre qualifiée.
Il a des idées concrètes sur le déroulement : « La première étape est toujours d'atteindre la sécurité du processus. Cela ne sert à rien de mettre un robot si cela ne fonctionne pas de manière fiable. Ce n'est que lorsque la pièce fonctionne de manière stable qu'on peut utiliser un robot. C'est alors simple. » Des processus stables sont également pour lui une condition préalable pour acquérir de nouveaux clients et produire à l'avenir d'autres pièces.
Contact :


