


Kiedy Alexander Caevskij w 2025 roku objął kierownictwo w CNC-Technik Seifer GmbH w Eitorf, zrealizował długo pielęgnowane marzenie: prowadzenie własnej firmy. Na początku zmagał się z szeregiem problemów i chętnie skorzystał z wsparcia INGERSOLL WERKZEUGE GMBH, aby poprawić produkcję.

Z jednym dużym klientem, CNC-Technik Seifer jest dość nietypowym zleceniobiorcą. Od 1974 roku, kiedy założyciel firmy Gottfried Seifer rozpoczął produkcję części obrotowych na konwencjonalnej tokarce w piwnicy swojego domu, tym klientem jest producent amortyzatorów Boge, który również znajduje się w Eitorf. Z różnymi właścicielami nazwa firmy zmieniała się wielokrotnie, jednak relacja biznesowa z Seiferem pozostała nieprzerwana. W 1992 roku dwie córki założyciela przejęły firmę, która w maju 2025 roku przeszła na Alexandra Caevskiego.
Ponad 90 procent elementów produkowanych przez Seifera jest przeznaczonych dla firmy Boge, która obecnie należy do koncernu ZF. Dla nich produkowane są przede wszystkim komponenty do ciężarowych amortyzatorów, które są wykorzystywane na przykład w pojazdach szynowych i ciężarówkach. Seifer wytwarza je w małych i średnich seriach, głównie ze stali automatycznej i stali budowlanej. Dla sportów motorowych produkowane są mniejsze ilości. „Ponieważ zawsze dostarczamy szybko, na czas i w najwyższej jakości, jesteśmy dostawcą AAA dla naszego klienta”, wyjaśnia Caevskij, wskazując na wskaźnik punktualności wynoszący 98% i jeszcze wyższy wskaźnik jakości.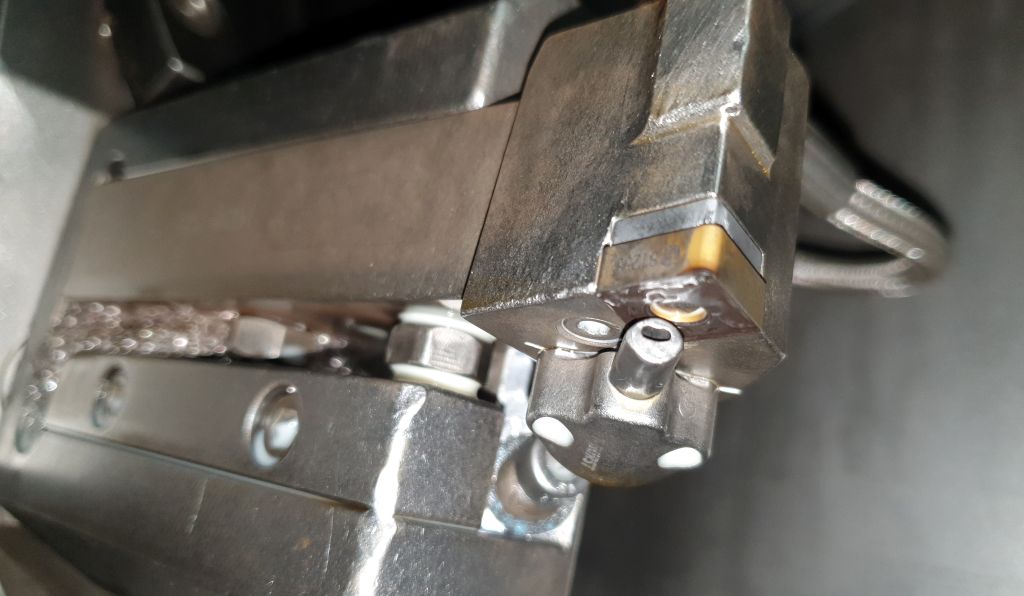
Aby osiągnąć te wyniki, zleceniodawca musiał jednak zawsze ponosić bardzo wysokie koszty. Kiedy Caevskij poznał firmę, zauważył, że w produkcji występują wyraźne słabości. Przykładem są dwie zautomatyzowane maszyny, które wprawdzie są w użyciu od lat, ale nigdy nie wykorzystały swojego rzeczywistego potencjału do produkcji bezobsługowej. Ponieważ bezpieczeństwo procesu nie było zapewnione, maszyny nie mogły być obsługiwane bez nadzoru.
Działały tylko wtedy, gdy pracownik je nadzorował i interweniował w przypadku pęknięć płyt, zatorów w wiórach lub niewłaściwych czasów pracy. Dane pokazują, że zautomatyzowane maszyny osiągały krótsze czasy pracy niż jakakolwiek inna z 24 maszyn Mazak dostępnych w firmie.
To, że Seifer mimo to zdołał oferować komponenty stosunkowo tanio w wymaganych ilościach, wynika z koncepcji dwóch maszyn, która zyskała uznanie w produkcji. Dwie maszyny stoją obok siebie. Jedna jest przygotowana do obróbki przedniej strony detalu, druga do obróbki tylnej. Podczas gdy jedna strona jest obrabiana, druga może być już ponownie mocowana. Do obsługi potrzebny jest tylko jeden pracownik, który następnie od razu odgruzowuje detal i pakuje go jeszcze przy maszynie. „Wszyscy dziwią się naszemu dużemu obrotowi materiałów przy zaledwie 13 pracownikach”, mówi Caevskij.
Produkcja na nowo rozłożona
Razem ze swoim bratem Paulem Caevskim, który kilka miesięcy wcześniej dołączył do firmy, aby poznać produkcję i produkty, nowy szef firmy natychmiast zabrał się do restrukturyzacji wielu rzeczy. Przyczynę często brakującej pewności procesów w produkcji upatrywał w dotychczas stosowanych narzędziach. Pod poprzednim kierownictwem firmy zakupiono wyłącznie tanie narzędzia. Zdanie Paula Caevskiego, który obecnie pełni funkcję kierownika produkcji, jest w tej kwestii jednoznaczne: „Długoterminowo nic się na tym nie oszczędza, ponieważ wtedy narzędzia kupuje się podwójnie i potrójnie. Dzięki dłuższym czasom pracy szybko odzyskujemy wyższe koszty lepszych narzędzi. Zarówno przestoje maszyn, jak i ciągłe ponowne uruchamianie generują koszty i jednocześnie zwiększają ryzyko dodatkowych źródeł błędów.”
Oprócz samych narzędzi brakowało również wsparcia ze strony producenta, które według Aleksandra Caevskiego praktycznie nie istniało. „Problemy zazwyczaj pojawiają się w procesie i wtedy trzeba szybko znaleźć odpowiednie rozwiązanie. Zanim producent się odezwał, zazwyczaj już samodzielnie rozwiązaliśmy problem.” Wiedział, że z INGERSOLL jest zupełnie inaczej, już z poprzedniego miejsca pracy. Zanim przyjechał do Eitorf, przez trzy lata pracował jako kierownik produkcji w berlińskiej firmie.
Tam pojawiło się bardzo podobne zadanie: Obróbki miały być zaprojektowane w sposób stabilny, aby mogły następnie działać na systemie automatyzacji. INGERSOLL nie tylko zapewnił bezpieczeństwo procesu, ale także skrócił czas pracy o 60 procent. „Kiedy pojawiał się u nas problem, INGERSOLL zawsze był na miejscu i od razu zabierał się do pracy,” mówi Caevskij.
INGERSOLL jako rozwiązywacz problemów.
Na podstawie tych pozytywnych doświadczeń, Caevskij nie wahał się wykorzystać swoich istniejących kontaktów i wybrać INGERSOLL jako nowego dostawcę narzędzi dla Seifer. W pierwszym projekcie poszukiwano rozwiązań, które umożliwiłyby bezobsługową pracę zautomatyzowanych maszyn. W tym celu Christopher Hees, technik aplikacyjny w INGERSOLL, przyjrzał się całym procesom w Eitorf i sprawdził je pod kątem możliwych optymalizacji. Dla produkcji pierścieni śrubowych przeanalizował parametry obróbcze. Wprowadzono optymalizacje dotyczące narzędzi skrawających i materiałów skrawających. Dotychczas stosowana wkładka skrawająca nie była odpowiednia do istniejącego procesu obróbczy. Ponadto, bardzo ważna była zmiana na narzędzia chłodzone wewnętrznie, aby poprawić odprowadzanie wiórów. Christopher Hees zrealizował to z uchwytami TB z oferty INGERSOLL. Odpowiednie wkładki skrawające przyniosły również poprawę w późniejszym procesie wykańczania.
Dzięki tym środkom czas pracy udało się podwoić. Jeszcze większe oszczędności czasu osiągnięto w obróbce gwintów. Za pomocą jednego narzędzia udało się zrealizować tylko jedną paletę z 24 nakrętkami. Potem narzędzie było tak zużyte, że gwinty stały się zbyt ciasne. W celu optymalizacji procesu INGERSOLL zastosował dwustronną płytkę gwintową, dzięki której operatorzy uzyskali sześciokrotnie dłuższy czas pracy.
Kolejnym problematycznym elementem były śruby gwintowe z twardą skorupą walcowaną na surowcu. Paul Caevskij relacjonuje o częstych złamaniach płytek podczas obróbki: „Nigdy nie wiedzieliśmy, ile części działa bezproblemowo, zanim maszyna znów stanie.” Tutaj również Christopher Hees całkowicie przemyślał proces i opracował nową strategię. Najpierw z bocznym ostrzem usuwana jest skorupa walcowana, a następnie wchodzi w użycie właściwe narzędzie z głównym ostrzem w gładkim cięciu.
Dzięki zmianie przebiegu pracy udało się osiągnąć nie tylko wyższą pewność procesu, ale także pięciokrotnie dłuższy czas pracy głównego ostrza.
Wysoka stabilność, niskie czasy cyklu

W ciągu miesięcy zautomatyzowano produkcję coraz większej liczby elementów. „Bardzo często byliśmy tutaj na miejscu, aby wdrażać i optymalizować procesy”, relacjonuje Christopher Hees. „Szybko i dobrze poradziliśmy sobie z wyzwaniem.” Pewność procesu była zawsze na pierwszym miejscu, ale jako efekt uboczny zazwyczaj pojawiały się również znaczne oszczędności czasu cyklu. INGERSOLL w tym celu wprowadził wiele narzędzi z praktycznie każdej z jego linii produktowych.
Bardzo przydatne okazało się chłodzenie wewnętrzne. „W procesie nigdy dokładnie nie widzieliśmy, gdzie trafia środek smarny”, wyjaśnia Paul Caevskij. „W narzędziach INGERSOLL z chłodzeniem wewnętrznym teraz zapewnione jest, że środek smarny zawsze trafia idealnie na ostrze. Możemy być pewni, że chłodzenie jest optymalne, a wióry są skutecznie usuwane.” Do sukcesu przyczyniają się również płytki skrawające, które są dostosowane do obróbki z formą wióra i podłożem, co generuje krótkie wióry.
Idealnym rozwiązaniem dla zautomatyzowanej produkcji jest ChipSurfer w połączeniu z oferowanym przez INGERSOLL połączeniem narzędziowym. Dzięki temu połączeniu zapobiega się wyciąganiu frezów podczas obróbki, co zdarzało się w Seifer. Bezpośrednie przekazywanie chłodziwa, mniej interfejsów i wysoka precyzja wymiany to kolejne zalety. System odcinania WinCut również zyskał uznanie producentów w Eitorf. Narzędzie wydrukowane w 3D generuje nie tylko lepsze powierzchnie przy dłuższym czasie pracy, ale także oszczędza materiał.
Przy wielkościach serii do 1000 sztuk redukcja szerokości odcinania z 3 do 2 mm przynosi roczne oszczędności materiałowe rzędu około 20 m. W celu zarządzania narzędziami Seifer zakupił szafę matrycową od INGERSOLL. „Dzięki temu popełniamy mniej błędów i nie grozi nam brak narzędzi, ponieważ nie zamówiliśmy ich na czas”, wyjaśnia Paul Caevskij korzyści.
Zaoszczędzono dwie maszyny
W zależności od artykułu elementy na dwóch zautomatyzowanych maszynach obecnie działają bezobsługowo przez 5 do 6 godzin. Dzięki temu zwalniają się moce produkcyjne na innych maszynach. To już zsumowało się do użycia dwóch maszyn, które teraz są dostępne do innych zadań. W międzyczasie postępują optymalizacje w produkcji. Alexander Caevskij chciałby zautomatyzować więcej maszyn, aby przeciwdziałać niedoborowi wykwalifikowanej kadry.
Ma konkretne wyobrażenia dotyczące przebiegu: „Pierwszym krokiem zawsze jest osiągnięcie pewności procesu. Nie ma sensu postawić robota, jeśli to nie działa niezawodnie. Dopiero gdy element działa stabilnie, można zastosować robota. To jest wtedy proste.” Stabilne procesy są dla niego również warunkiem pozyskiwania nowych klientów i w przyszłości produkcji innych elementów.
Kontakt:


