


Cuando Alexander Caevskij asumió la dirección de CNC-Technik Seifer GmbH en Eitorf en 2025, el mecánico de precisión y economista cumplió un deseo que había tenido durante mucho tiempo: dirigir su propia empresa. Al principio, se enfrentó a una serie de problemas y aceptó la ayuda de INGERSOLL WERKZEUGE GMBH para mejorar la producción.

Con un solo gran cliente, CNC-Technik Seifer es un fabricante por contrato poco típico. Desde que el fundador de la empresa, Gottfried Seifer, comenzó a fabricar piezas torneadas en una máquina convencional en el sótano de su casa en 1974, este cliente ha sido el fabricante de amortiguadores Boge, que también se encuentra en Eitorf. Con diferentes propietarios, el nombre de la empresa ha cambiado varias veces, pero la relación comercial con Seifer se ha mantenido ininterrumpida. En 1992, las dos hijas del fundador asumieron la empresa, que luego pasó a Alexander Caevskij en mayo de 2025.
Más del 90 por ciento de las piezas fabricadas por Seifer están destinadas a la empresa Boge, que hoy forma parte del grupo ZF. Para ellos, se producen principalmente componentes para amortiguadores de carga pesada, que se utilizan, por ejemplo, en vehículos ferroviarios y camiones. Seifer los fabrica en lotes pequeños a medianos, principalmente de acero automático y acero de construcción. Para el automovilismo, se fabrican cantidades más pequeñas. 'Porque siempre entregamos rápido, puntualmente y con la más alta calidad, somos un proveedor AAA para nuestro cliente', explica Caevskij, refiriéndose a una tasa de puntualidad del 98 % y un valor aún más alto en calidad.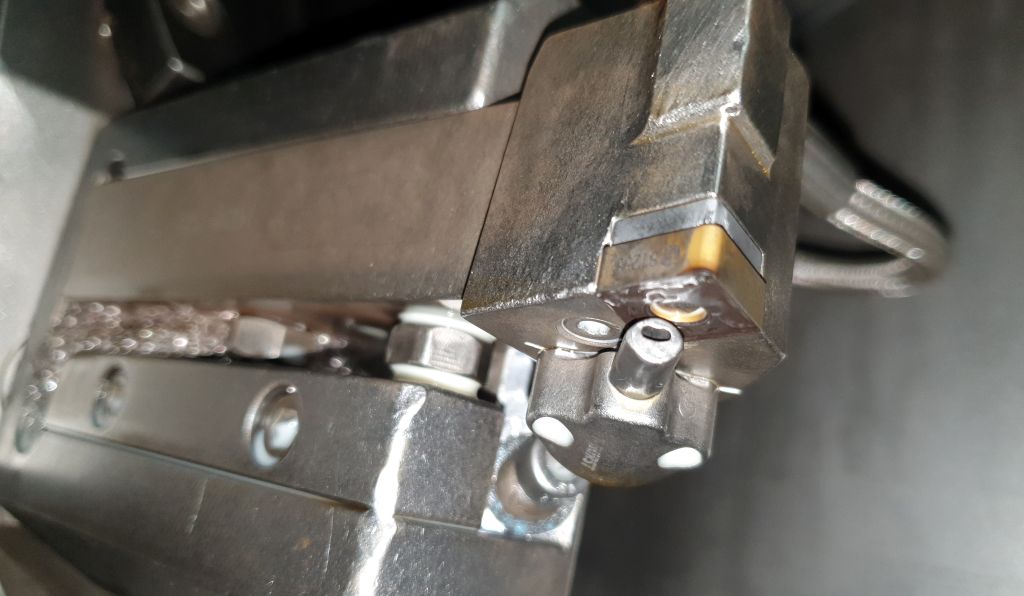
Para lograr estos resultados, el fabricante por contrato tuvo que hacer un gran esfuerzo. Cuando Caevskij conoció la empresa, se dio cuenta de que había debilidades significativas en la producción. Dos máquinas automatizadas, que han estado en uso durante años, son un ejemplo de esto, ya que nunca han aprovechado su verdadero potencial para la producción sin operador. Debido a que la seguridad del proceso no estaba garantizada, las máquinas no podían operar sin supervisión.
Solo funcionaban cuando un empleado las supervisaba e intervenía en caso de roturas de placas, atascos de virutas o tiempos de inactividad deficientes. Las cifras demuestran que las máquinas automatizadas alcanzaron tiempos de funcionamiento más cortos que cualquier otra de las 24 máquinas Mazak disponibles en la empresa.
El hecho de que Seifer aún pudiera ofrecer piezas a precios relativamente bajos en las cantidades requeridas se debe al concepto de dos máquinas que se ha establecido en la producción. Para ello, hay dos máquinas dispuestas en paralelo. Una se equipa para la parte frontal de la pieza, la otra para la parte trasera. Mientras se trabaja en un lado, se puede preparar el otro lado. Solo se requiere un empleado para la operación, quien también desbarba la pieza y la empaqueta en la máquina. 'Todos se sorprenden por nuestro gran volumen de material con solo 13 empleados', dice Caevskij.
Producción reestructurada
Junto con su hermano Paul Caevskij, quien había ingresado a la empresa unos meses antes para conocer la producción y los productos, el nuevo director de la empresa se dedicó de inmediato a reestructurar muchas cosas. La causa de la frecuente falta de seguridad del proceso en la producción la vio en las herramientas utilizadas hasta ahora. Bajo la dirección anterior de la empresa, se habían adquirido herramientas baratas. La opinión de Paul Caevskij, quien ahora actúa como director de producción, es clara: 'A largo plazo, no se ahorra nada, porque luego se compran las herramientas dos y tres veces. Con tiempos de inactividad más altos, recuperamos rápidamente los costos más altos de mejores herramientas. Tanto los tiempos de inactividad de las máquinas como el constante reinicio generan costos y aumentan al mismo tiempo el riesgo de fuentes de error adicionales.'
Además de las herramientas en sí, también faltaba el apoyo del fabricante, que según Alexander Caevskij prácticamente no existía. 'Los problemas generalmente surgen en el proceso y luego debe ir rápido con una solución adecuada. Hasta que el fabricante respondía, generalmente ya habíamos resuelto el problema de manera independiente.' Que esto funciona de manera muy diferente con INGERSOLL, ya lo sabía de su lugar de trabajo anterior. Antes de llegar a Eitorf, trabajó durante tres años como director de producción en una empresa de Berlín.
Allí se presentó una tarea muy similar: los procesos debían diseñarse de manera tan estable que luego pudieran funcionar en una planta de automatización. INGERSOLL no solo garantizó la seguridad del proceso, sino que también redujo el tiempo de funcionamiento en un 60 por ciento. 'Cuando surgía un problema, INGERSOLL siempre estaba allí de inmediato y se ponía a trabajar', dice Caevskij.
INGERSOLL como solucionador de problemas solicitado
Con estas experiencias positivas, Caevskij no dudó en utilizar sus contactos existentes y elegir a INGERSOLL como nuevo proveedor de herramientas para Seifer. En un primer proyecto, se necesitaban soluciones que permitieran la operación sin operador de las máquinas automatizadas. Para ello, Christopher Hees, técnico de aplicaciones de INGERSOLL, revisó todos los procesos en Eitorf y verificó posibles optimizaciones. Para la fabricación de anillos de tornillo, analizó los parámetros de procesamiento. Aquí se realizaron optimizaciones en relación con el formador de virutas y el material de corte. La placa de corte intercambiable utilizada hasta ahora no estaba diseñada adecuadamente para el proceso existente. Además, la transición a herramientas refrigeradas internamente para mejorar la evacuación de virutas fue muy importante. Christopher Hees realizó esto con portaherramientas TB del programa de INGERSOLL. Las placas de corte adecuadas también trajeron mejoras para el proceso de acabado posterior.
Con estas medidas se pudieron duplicar los tiempos de funcionamiento. Se logró un ahorro de tiempo aún mayor en el mecanizado de roscas. Con una herramienta apenas se había logrado una paleta con 24 anillos de tornillo. Después, la herramienta estaba tan desgastada que las roscas se volvían demasiado ajustadas. Para optimizar el proceso, INGERSOLL utilizó una placa de rosca de dos filos, con la que los operarios obtuvieron seis veces más tiempo de funcionamiento.
Otra pieza problemática eran los pernos de rosca con una dura costra de laminado en la pieza en bruto. Paul Caevskij informa sobre frecuentes roturas de placas durante el mecanizado: 'Nunca supimos cuántas piezas funcionaban sin problemas antes de que la máquina se detuviera de nuevo.' Aquí también, Christopher Hees repensó completamente el proceso y desarrolló una nueva estrategia. Primero se retira la costra de laminado con un filo auxiliar y luego se utiliza la herramienta principal con el corte liso.
Al reorganizar el flujo de trabajo, se logró no solo una mayor seguridad del proceso, sino también un tiempo de funcionamiento cinco veces mayor de la herramienta principal.
Alta estabilidad, bajos tiempos de ciclo

A lo largo de los meses, se permitió la fabricación automatizada de cada vez más piezas. 'Estuvimos aquí muy a menudo para implementar y optimizar los procesos', informa Christopher Hees. 'Rápidamente y bien manejamos el desafío.' La seguridad del proceso fue siempre la prioridad, pero como efecto secundario, generalmente también se lograron ahorros significativos en los tiempos de ciclo. INGERSOLL aportó muchas herramientas de prácticamente todas sus líneas de productos.
La refrigeración interna ha demostrado ser muy útil. 'En el proceso nunca vimos exactamente dónde iba el fluido refrigerante', explica Paul Caevskij. 'Con las herramientas de INGERSOLL con refrigeración interna, ahora se garantiza que el fluido refrigerante siempre llegue perfectamente al filo. Podemos estar seguros de que se enfría de manera óptima y se produce una evacuación limpia de las virutas.' También contribuyen al éxito las placas de corte intercambiables que están adaptadas al mecanizado con formadores de virutas y sustratos y generan virutas cortas.
Ideal para la fabricación automatizada es el ChipSurfer en combinación con la conexión de pinzas ofrecida por INGERSOLL. Esta conexión evita que el fresador se extraiga durante el desbaste, lo que ocurría de vez en cuando en Seifer. La entrega directa del refrigerante, menos interfaces y alta precisión de cambio son otras ventajas. También el sistema de desbaste WinCut ha sido apreciado por los fabricantes en Eitorf. La herramienta impresa en 3D no solo produce mejores superficies con un mayor tiempo de funcionamiento, sino que también ahorra material.
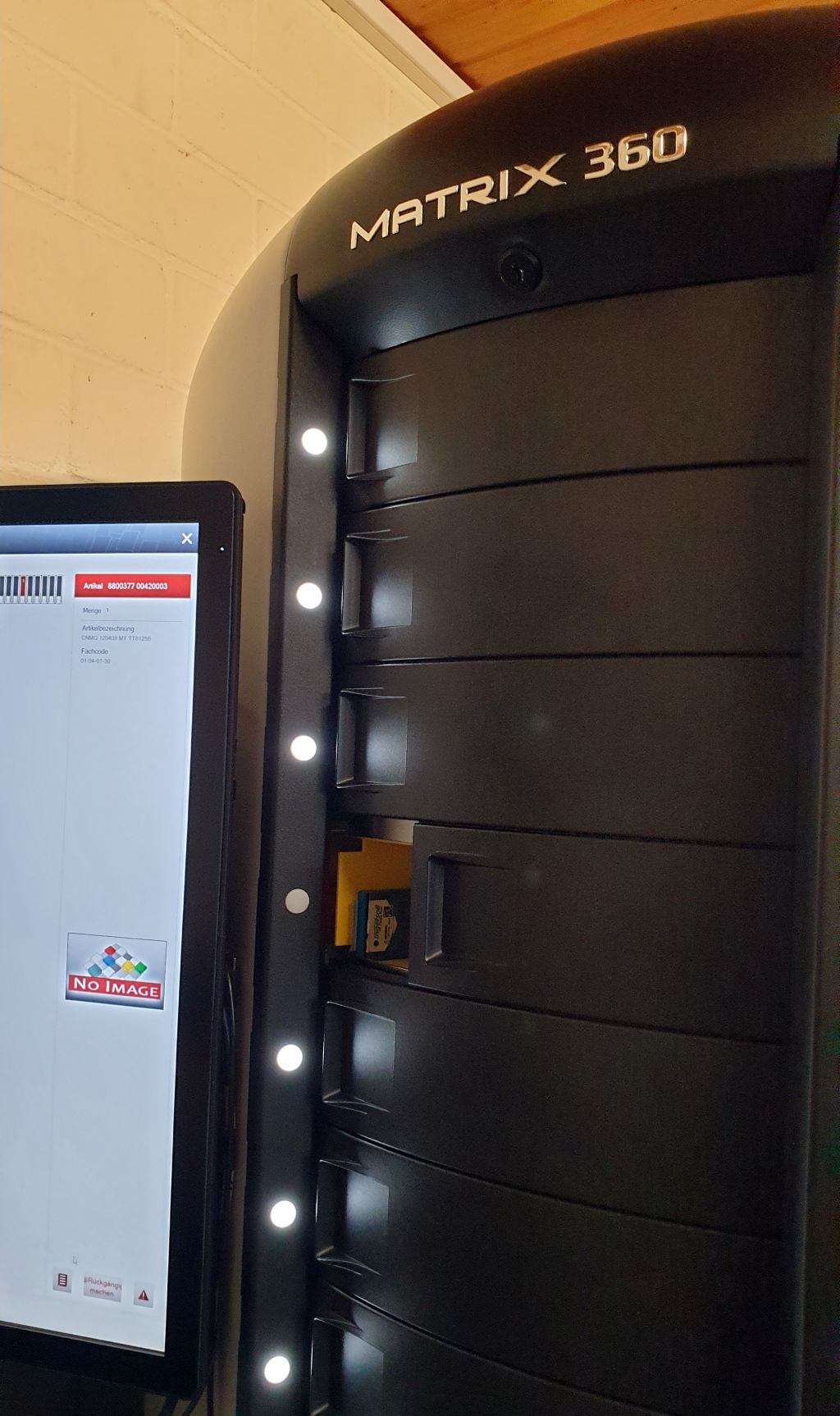
Para lotes de hasta 1,000 piezas, la reducción del ancho de desbaste de 3 a 2 mm genera un ahorro anual de material de aproximadamente 20 m. Para la gestión de herramientas, Seifer adquirió un armario de matriz de INGERSOLL. 'Con esto ocurren menos errores y no corremos el riesgo de quedarnos sin herramientas porque no hemos hecho un pedido a tiempo', explica Paul Caevskij sobre el beneficio.
Dos máquinas ahorradas
Dependiendo del artículo, las piezas ahora funcionan sin operador en las dos máquinas automatizadas durante 5 a 6 horas. Esto libera capacidades en otras máquinas. Ya se ha acumulado el uso de dos máquinas que ahora están disponibles para otras tareas. Mientras tanto, las optimizaciones en la producción avanzan. Alexander Caevskij desea automatizar más máquinas para contrarrestar la escasez de mano de obra calificada.
Tiene ideas concretas sobre el proceso: 'El primer paso siempre es lograr la seguridad del proceso. No sirve de nada colocar un robot si eso no funciona de manera confiable. Solo cuando la pieza funciona de manera estable se puede implementar un robot. Eso es fácil entonces.' Para él, los procesos estables también son un requisito para adquirir nuevos clientes y fabricar otras piezas en el futuro.
Contacto:


