


Když Alexander Caevskij v roce 2025 převzal vedení společnosti CNC-Technik Seifer GmbH v Eitorfu, splnil si dlouholetý sen: vést vlastní firmu. Zpočátku se však setkal s celou řadou problémů a rád přijal podporu společnosti INGERSOLL WERKZEUGE GMBH, aby zlepšil výrobu.

S CNC technikou Seifer je atypický subdodavatel s jediným velkým zákazníkem. Od roku 1974, kdy zakladatel firmy Gottfried Seifer začal jako vedlejší činnost vyrábět součásti na konvenční soustruhu ve sklepě svého domu, je tímto zákazníkem výrobce tlumičů Boge, který sídlí také v Eitorfu. S různými vlastníky se jeho název firmy několikrát změnil, ale obchodní vztah se Seiferem zůstal nepřerušený. V roce 1992 převzaly firmu dvě dcery zakladatele, která byla v květnu 2025 prodána Alexanderu Caevskijovi.
Více než 90 procent dílů vyrobených společností Seifer je určeno pro firmu Boge, která dnes patří do koncernu ZF. Pro ně se především vyrábějí komponenty pro těžké tlumiče, které se používají například pro železniční vozidla a nákladní automobily. Seifer je vyrábí v malých až středních sériích převážně z automatové oceli a konstrukční oceli. Pro motorsport se vyrábějí menší množství. „Protože vždy dodáváme rychle, včas a v nejvyšší kvalitě, jsme u našeho zákazníka dodavatelem AAA,“ vysvětluje Caevskij a odkazuje na 98% míru včasnosti a ještě vyšší hodnotu v kvalitě.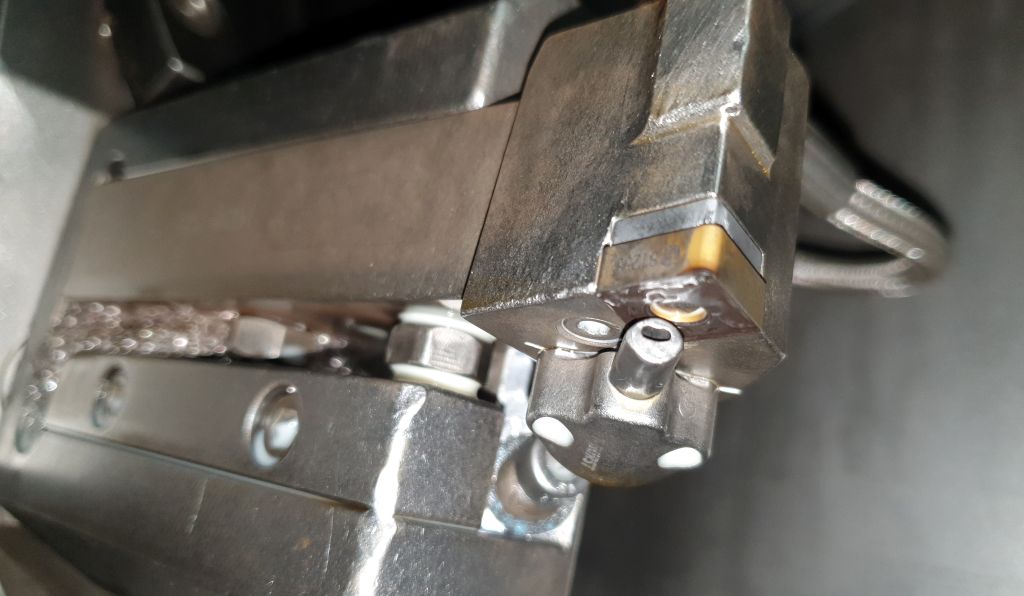
Aby těchto výsledků dosáhl, musel subdodavatel vždy vynaložit velmi vysoké úsilí. Když se Caevskij seznámil se společností, zjistil, že ve výrobě existují výrazné slabiny. Příkladem toho jsou dvě automatizované stroje, které sice jsou v provozu již několik let, ale svůj skutečný potenciál pro bezobslužnou výrobu nikdy nevyužily. Protože nebyla zajištěna procesní bezpečnost, nemohly být stroje provozovány bez dohledu.
Běžely pouze tehdy, když je zaměstnanec sledoval a zasáhl, když došlo k prasknutí desek, zácpě třísek nebo nedostatečným provozním časům. Čísla dokazují, že automatizované stroje dosahovaly kratších běhových časů než jakýkoli jiný z celkových 24 strojů Mazak, které byly ve společnosti k dispozici.
Že se Seifer přesto podařilo nabízet součásti relativně levně ve požadovaných množstvích, je dáno konceptem dvou strojů, který se etabloval ve výrobě. Pro tento účel jsou vždy dva stroje umístěny paralelně. Jeden je připraven pro přední stranu obrobku, druhý pro zadní stranu. Zatímco je jedna strana zpracovávána, může být pro druhou již opět upnuta. K obsluze je potřeba pouze jeden zaměstnanec, který součást po zpracování také okamžitě odhrotí a ještě na stroji zabalí. „Každý se diví našemu velkému obratu materiálu s pouhými 13 zaměstnanci,“ říká Caevskij.
Výroba znovu roztočena
Spolu se svým bratrem Paulem Caevským, který do společnosti vstoupil již několik měsíců předtím, aby se seznámil s výrobou a produkty, se nový šéf firmy okamžitě pustil do mnoha restrukturalizací. Příčinu častého nedostatku procesní bezpečnosti ve výrobě viděl v dosud používaných nástrojích. Pod předchozím vedením společnosti byly zakoupeny výhradně levné nástroje. Názor Paula Caevského, který nyní působí jako vedoucí výroby, je v tomto ohledu jednoznačný: „Dlouhodobě se tím vůbec nic neušetří, protože se pak nástroje kupují dvakrát a třikrát. Díky delším provozním časům rychle získáme vyšší náklady na lepší nástroje zpět. Jak prostoje strojů, tak neustálé nové zavádění způsobují náklady a zároveň zvyšují riziko dalších zdrojů chyb.“
Kromě samotných nástrojů chyběla také podpora od výrobce, která podle Alexandra Caevského prakticky neexistovala. „Problémy většinou vznikají v procesu a pak je potřeba rychle najít vhodné řešení. Než se výrobce ozval, většinou jsme problém již vyřešili sami.“ To, že to s INGERSOLL funguje úplně jinak, věděl již ze svého předchozího působiště. Než přišel do Eitorfu, pracoval tři roky jako vedoucí výroby ve firmě v Berlíně.
Tam se objevila velmi podobná úloha: Zpracování měla být navržena tak stabilně, aby mohla následně běžet na automatizačním zařízení. INGERSOLL nejenže zajistil procesní bezpečnost, ale také snížil dobu provozu o 60 procent. „Když se u nás objevil problém, INGERSOLL byl vždy hned na místě a pustil se do práce,“ říká Caevskij.
INGERSOLL jako řešitel problémů požadován
Při těchto pozitivních zkušenostech neváhal Caevskij využít své stávající kontakty a zvolit INGERSOLL jako nového dodavatele nástrojů pro Seifer. V prvním projektu byly požadovány řešení, která umožňují bezobslužný provoz automatizovaných strojů. K tomu si Christopher Hees, aplikační technik u INGERSOLL, prohlédl celé procesy v Eitorfu a zkontroloval je z hlediska možných optimalizací. Pro výrobu šroubových kroužků analyzoval parametry obrábění. Byly provedeny optimalizace týkající se tvaru třísky a řezného materiálu. Dosud používaná vyměnitelná řezná destička nebyla pro stávající proces vhodně navržena. Dále byla velmi důležitá změna na vnitřně chlazené nástroje, aby se zlepšil odvod třísky. Christopher Hees to realizoval s TB držáky z programu INGERSOLL. Vhodné vyměnitelné řezné destičky přinesly také zlepšení pro následující dokončovací proces.
Díky těmto opatřením se podařilo zdvojnásobit provozní časy. Ještě větší úspory času byly dosaženy při obrábění závitů. S jedním nástrojem bylo možné zpracovat pouze jednu paletu s 24 šroubovými kroužky. Poté byl nástroj tak opotřebovaný, že závity byly příliš těsné. Pro optimalizaci procesu použil INGERSOLL dvoubřitovou závitovou destičku, s níž pracovníci dosáhli šestinásobného provozního času.
Dalším problémovým dílem byly závitové šrouby s tvrdou válcovou kůrou na polotovaru. Paul Caevskij hlásí časté zlomení destiček při obrábění: „Nikdy jsme nevěděli, kolik dílů poběží bez problémů, než se stroj opět zastaví.“ I zde Christopher Hees kompletně přepracoval proces a vypracoval novou strategii. Nejprve se pomocným břitem odstraní válcová kůra a poté se použije skutečný nástroj s hlavním břitem pro hladký řez.
Změnou pracovního postupu se podařilo dosáhnout nejen vyšší procesní bezpečnosti, ale také pětinásobného zvýšení provozního času hlavního břitu.
Vysoká stabilita, nízké cyklové časy

V průběhu měsíců se podařilo automatizovat výrobu stále více dílů. „Velmi často jsme byli na místě, abychom procesy nastavili a optimalizovali,“ říká Christopher Hees. „Tuto výzvu jsme rychle a dobře zvládli.“ Procesní bezpečnost byla vždy na prvním místě, ale jako vedlejší efekt se obvykle objevily také výrazné úspory cyklových časů. INGERSOLL pro to přinesl mnoho nástrojů z prakticky každé své produktové řady.
Velmi užitečné se ukázalo vnitřní chlazení. „V procesu jsme nikdy přesně neviděli, kam chladicí mazivo jde,“ vysvětluje Paul Caevskij. „U nástrojů INGERSOLL s vnitřním chlazením je nyní zajištěno, že chladicí mazivo vždy perfektně dosáhne na břit. Můžeme si být jisti, že je optimálně chlazeno a dochází k čistému odvádění třísek.“ K úspěchu přispívají také výměnné břitové destičky, které jsou přizpůsobeny obrábění s třískovými formovači a substrátem a vytvářejí krátké třísky.
Ideální pro automatizovanou výrobu je ChipSurfer ve spojení s upínacími kleštinami nabízenými INGERSOLL. Tímto připojením se zabrání vytahování frézy při hrubování, což se u Seifer často stávalo. Přímé předání chladicí kapaliny, méně rozhraní a vysoká přesnost výměny jsou další výhody. Také systém pro odřezávání WinCut si výrobci v Eitorfu oblíbili. 3D tištěný nástroj vytváří s optimálním chlazením nejen lepší povrchy při delším provozním čase, ale také šetří materiál.
Při výrobních sériích do 1.000 kusů přináší snížení šířky odřezávání z 3 na 2 mm roční úsporu materiálu přibližně 20 m. Pro řízení nástrojů si Seifer pořídil maticovou skříň od INGERSOLL. „Tím se snižuje počet chyb a nehrozí nám, že nám dojdou nástroje, protože jsme je neobjednali včas,“ vysvětluje Paul Caevskij užitek.
Ušetřeny dvě stroje
V závislosti na článku nyní běží díly na dvou automatizovaných strojích 5 až 6 hodin bez obsluhy. Tím se uvolňují kapacity na jiných strojích. To se již sečetlo na využití dvou strojů, které jsou nyní k dispozici pro jiné úkoly. Mezitím pokračují optimalizace ve výrobě. Alexander Caevskij by rád automatizoval další stroje, aby tak čelil nedostatku kvalifikovaných pracovníků.
Má konkrétní představy o postupu: „Prvním krokem je vždy dosáhnout procesní bezpečnosti. Není nic platné postavit robota, pokud to nefunguje spolehlivě. Až když díl stabilně běží, lze nasadit robota. To je pak jednoduché.“ Stabilní procesy jsou pro něj také předpokladem pro akvizici nových zákazníků a v budoucnu také pro výrobu dalších dílů.
Kontakt:


