


Kada je Alexander Caevskij 2025. preuzeo upravljanje CNC-Technik Seifer GmbH u Eitorfu, ostvario je dugo željenu želju: voditi vlastitu tvrtku. Pri tome se prvo suočio s nizom problema i rado je prihvatio podršku INGERSOLL WERKZEUGE GMBH kako bi poboljšao proizvodnju.

S jednim velikim kupcem, CNC-Technik Seifer je prilično neobičan proizvođač. Od 1974. godine, osnivač tvrtke Gottfried Seifer započeo je s proizvodnjom okretnih dijelova na konvencionalnoj okretnoj mašini u podrumu svoje kuće, a taj kupac je proizvođač amortizera Boge, koji se također nalazi u Eitorfu. S različitim vlasnicima, ime tvrtke se često mijenjalo, ali poslovni odnos sa Seiferom ostao je neprekinut. Godine 1992. dvije kćeri osnivača preuzele su tvrtku, koja je u svibnju 2025. prešla na Alexandera Caevskija.
Više od 90 posto dijelova koje proizvodi Seifer namijenjeno je tvrtki Boge, koja danas pripada ZF grupi. Proizvode se prvenstveno komponente za teške amortizere, koji se koriste, na primjer, za željezničke vozove i kamione. Seifer ih proizvodi u malim do srednjim serijama, uglavnom od automatskog čelika i građevinskog čelika. Za auto sport proizvode se manje količine. „Budući da uvijek brzo, na vrijeme i u najvišoj kvaliteti isporučujemo, naš kupac nas smatra AAA dobavljačem“, objašnjava Caevskij i ističe stopu od 98% u točnosti isporuke i još višu vrijednost u kvaliteti.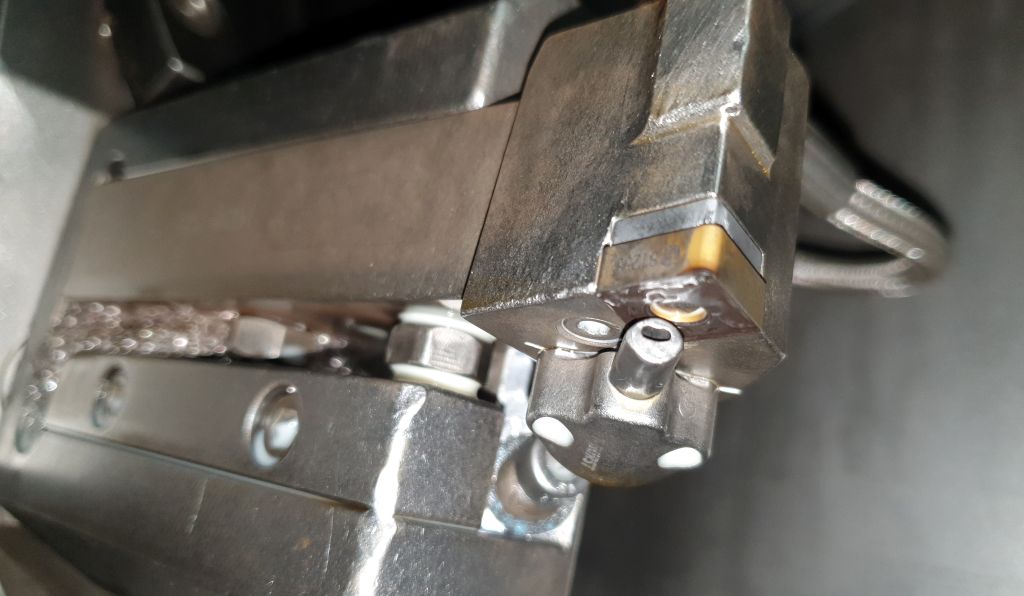
Kako bi postigao ove rezultate, proizvođač je uvijek morao ulagati vrlo visoke napore. Kada je Caevskij upoznao tvrtku, primijetio je da postoje značajne slabosti u proizvodnji. Dva automatizirana stroja, koja su godinama bila u upotrebi, nikada nisu iskoristila svoj stvarni potencijal za rad bez nadzora. Budući da procesna sigurnost nije bila osigurana, strojevi se nisu mogli koristiti bez nadzora.
Radili su samo kada ih je jedan zaposlenik nadgledao i intervenirao kada je došlo do prekida ploča, zastoja ili nedostatka vremena rada. Podaci pokazuju da su automatizirani strojevi imali kraće radne sate od bilo kojeg drugog od ukupno 24 Mazak mašine u tvrtki.
Da je Seifer ipak uspio ponuditi dijelove relativno jeftino u traženim količinama, zahvaljuje se konceptu s dvije mašine koji se etablirao u proizvodnji. Dvije mašine postavljene su paralelno jedna uz drugu. Jedna je opremljena za prednju stranu dijela, a druga za stražnju stranu. Dok se jedna strana obrađuje, druga se već može ponovno učvrstiti. Za upravljanje je potreban samo jedan zaposlenik, koji također odmah obavlja odvajanje dijela i pakira ga na stroju. „Svi se čude našem velikom prometu materijala s samo 13 zaposlenika“, kaže Caevskij.
Proizvodnja ponovno pokrenuta
Zajedno sa svojim bratom Paulom Caevskijem, koji je nekoliko mjeseci ranije ušao u tvrtku kako bi upoznao proizvodnju i proizvode, novi direktor odmah se uhvatio u koštac s mnogim restrukturiranjima. Uzrok često nedostatne procesne sigurnosti u proizvodnji vidio je u alatima koji su do sada korišteni. Pod prethodnim vodstvom tvrtke, kupljeni su isključivo jeftini alati. Mišljenje Paula Caevskija, koji sada djeluje kao voditelj proizvodnje, je jasno: „Na duge staze se time ne štedi ništa, jer se alati kupuju dvostruko i trostruko. Zbog dužih vremena rada brzo nadoknadimo više troškove za bolje alate. I stajanja strojeva i stalno ponovno pokretanje uzrokuju troškove i istovremeno povećavaju rizik od dodatnih izvora grešaka.
Osim samih alata, nedostajala je i podrška od proizvođača, koja je prema Alexanderu Caevskiju praktički bila nepostojeća. „Problemi se najčešće javljaju u procesu i tada je potrebno brzo pronaći odgovarajuće rješenje. Dok se proizvođač javio, obično smo već sami riješili problem.” Da to s INGERSOLL ide sasvim drugačije, znao je već iz svog prethodnog radnog mjesta. Prije nego što je došao u Eitorf, tri godine je radio kao voditelj proizvodnje u jednoj berlinskoj tvrtki.
Tamo se postavio sličan zadatak: Obrade su trebale biti stabilno postavljene kako bi se kasnije mogle izvoditi na automatiziranoj liniji. INGERSOLL je pritom ne samo osigurao procesnu sigurnost, već je i smanjio vrijeme rada za 60 posto. „Kada se kod nas pojavio problem, INGERSOLL je uvijek bio odmah prisutan i odmah se uhvatio posla“, kaže Caevskij.
INGERSOLL kao rješenje problema
S obzirom na ova pozitivna iskustva, Caevskij nije oklijevao iskoristiti svoje postojeće kontakte i odabrati INGERSOLL kao novog dobavljača alata za Seifer. U prvom projektu tražena su rješenja koja omogućuju rad automatiziranih strojeva bez nadzora. U tu svrhu, Christopher Hees, inženjer primjene u INGERSOLL-u, pregledao je sve procese u Eitorfu i provjerio moguće optimizacije. Za proizvodnju vijaka analizirao je parametre obrade. Ovdje su izvršene optimizacije u vezi s oblikom strugotine i reznih materijala. Dosad korištena obrnuta rezna ploča nije bila prikladna za postojeći proces obrade. Također je bila vrlo važna promjena na unutarnje hlađene alate kako bi se poboljšalo uklanjanje strugotine. Christopher Hees to je realizirao s TB okretanjem iz programa INGERSOLL. Odgovarajuće obrnute rezne ploče također su donijele poboljšanja za kasniji proces završne obrade.
Ovim mjerama su vremena stajanja udvostručena. Još veće uštede vremena postignute su obradom navoja. S jednim alatom uspjeli su obraditi samo jedan palet s 24 vijka. Nakon toga je alat bio toliko istrošen da su navoji postali preuski. Za optimizaciju procesa, INGERSOLL je koristio ploču za navoje s dva reza, s kojom su radnici dobili šest puta duže vrijeme stajanja.
Još jedan problematičan dio bili su vijčani bolci s tvrdim valjanim slojem na sirovini. Paul Caevskij izvještava o čestim lomovima ploča tijekom obrade: "Nikada nismo znali koliko dijelova može proći bez problema prije nego što se stroj ponovno zaustavi." I ovdje je Christopher Hees potpuno preispitao proces i razvio novu strategiju. Prvo se s pomoćnim rezačem uklanja valjani sloj, a zatim dolazi glavni alat s glavnim rezačem u glatkom rezanju.
Promjenom radnog toka postignuta je ne samo veća sigurnost procesa, već i pet puta duže vrijeme stajanja glavnog rezača.
Visoka stabilnost, niska vremena ciklusa

Tijekom mjeseci omogućena je automatizirana proizvodnja sve više dijelova. "Vrlo često smo bili ovdje kako bismo optimizirali i usavršili procese", izvještava Christopher Hees. "Izazov smo brzo i dobro savladali." Sigurnost procesa bila je uvijek na prvom mjestu, ali su se kao nuspojava obično pojavile i značajne uštede vremena ciklusa. INGERSOLL je za to uveo mnoge alate iz gotovo svake svoje proizvodne linije.
Unutarnje hlađenje pokazalo se vrlo korisnim. "Tijekom procesa nikada nismo točno vidjeli gdje dolazi hladni lubrikant", objašnjava Paul Caevskij. "Kod alata INGERSOLL s unutarnjim hlađenjem sada je osigurano da hladni lubrikant uvijek savršeno dolazi do reza. Možemo biti sigurni da se optimalno hladi i da se odvodi čestica." U uspjeh također doprinose ploče za promjenu rezanja koje su prilagođene obradi s oblikovanim česticama i podlogom te proizvode kratke čestice.
Idealno za automatiziranu proizvodnju je ChipSurfer u kombinaciji s steznim čeljustima koje nudi INGERSOLL. Ova veza sprječava izvlačenje freze tijekom grubog rezanja, što se kod Seifera često događalo. Izravna isporuka rashladne tekućine, manje sučelja i visoka točnost promjene su dodatne prednosti. Također su proizvođači u Eitorfu naučili cijeniti sustav za odrezivanje WinCut. Alat 3D ispisan stvara ne samo bolje površine s dužim vremenom stajanja, već i štedi materijal.
Kod serija do 1.000 komada smanjenje širine odrezivanja s 3 na 2 mm donosi godišnju uštedu materijala od oko 20 m. Za upravljanje alatima, Seifer je nabavio Matrix ormar od INGERSOLL. "Tako se događa manje grešaka i ne riskiramo da nam alati ponestanu jer nismo pravovremeno naručili", objašnjava Paul Caevskij korist.
Ušteđene su dvije mašine
Ovisno o artiklu, dijelovi sada na dva automatizirana stroja rade 5 do 6 sati bez nadzora. Time se oslobađaju kapaciteti na drugim strojevima. To se već zbrojilo na korištenje dva stroja koja su sada dostupna za druge zadatke. U međuvremenu, optimizacije u proizvodnji napreduju. Alexander Caevskij želi automatizirati još strojeva kako bi se suprotstavio nedostatku kvalificiranih radnika.
O procesu ima konkretne ideje: "Prvi korak je uvijek postići sigurnost procesa. Nema smisla postaviti robota ako to ne funkcionira pouzdano. Tek kada dio stabilno radi, može se uvesti robot. Tada je to jednostavno." Stabilni procesi su za njega također preduvjet za stjecanje novih kupaca i buduću proizvodnju drugih dijelova.
Kontakt:


