


Коли Олександр Цаевський у 2025 році взяв на себе керівництво компанією CNC-Technik Seifer GmbH в Ейторфі, він здійснив свою давню мрію: очолити власну компанію. При цьому він спочатку зіткнувся з низкою проблем і із задоволенням прийняв підтримку INGERSOLL WERKZEUGE GMBH, щоб привести виробництво в порядок.

З одним єдиним великим клієнтом CNC-Technik Seifer є досить нетиповим підприємством з обробки на замовлення. З 1974 року, коли засновник компанії Готфрід Зайфер почав паралельно виготовляти обробні деталі на звичайному токарному верстаті в підвальному приміщенні свого житлового будинку, цим клієнтом став виробник амортизаторів Boge, який також розташований в Ейторфі. З різними власниками назва компанії змінювалася, але ділові відносини з Зайфером залишалися безперервними. У 1992 році дві доньки засновника взяли компанію під свій контроль, а в травні 2025 року вона перейшла до Олександра Цевського.
Добре 90 відсотків виготовлених компанією Seifer деталей призначені для фірми Boge, яка сьогодні входить до складу концерну ZF. Для них в основному виробляються компоненти для важких амортизаторів, які, наприклад, використовуються для залізничного транспорту та вантажівок. Seifer виготовляє їх у малих та середніх серіях, переважно з автоматного сталі та будівельної сталі. Для автоспорту виготовляються менші обсяги. «Оскільки ми завжди швидко, вчасно та з найвищою якістю постачаємо, ми є постачальником AAA для нашого клієнта», - пояснює Цаевський і вказує на показник 98% за своєчасністю та ще вищий показник за якістю.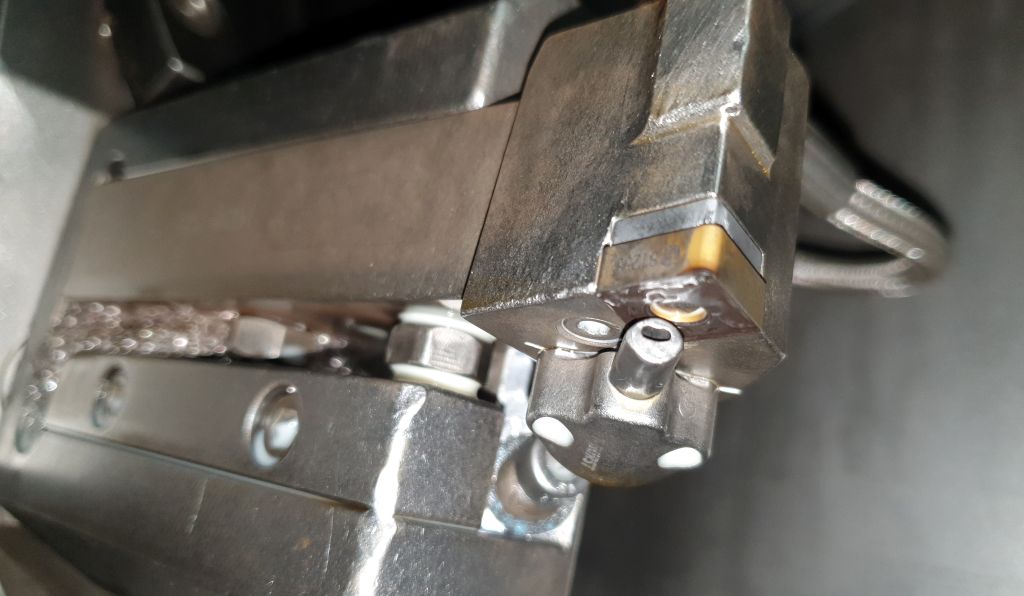
Щоб досягти цих результатів, підрядник завжди повинен був докладати дуже великих зусиль. Коли Каевський ознайомився з компанією, він виявив, що у виробництві є суттєві слабкості. Яскравим прикладом цього є дві автоматизовані машини, які, хоча і використовуються вже багато років, ніколи не реалізували свій справжній потенціал для безлюдного виробництва. Оскільки процесна безпека не була забезпечена, машини не могли працювати без нагляду.
Вони працювали лише тоді, коли співробітник їх контролював і втручався, якщо виникали тріщини в пластинах, скупчення стружки або недостатні часи роботи. Дані підтверджують, що автоматизовані машини досягали коротших часів роботи, ніж будь-яка інша з 24 машин Mazak, що є в компанії.
Те, що Seifer все ж зміг запропонувати компоненти відносно недорого у необхідних кількостях, пов'язано з концепцією двох машин, яка зарекомендувала себе у виробництві. Для цього передбачені дві машини, розташовані паралельно одна до одної. Одна з них налаштована для обробки передньої частини деталі, а інша — для задньої. Поки одна сторона обробляється, інша вже може бути зафіксована. Для роботи потрібен лише один співробітник, який після цього також відразу знімає задирки з деталі та упаковує її на машині. «Кожен дивується нашому великому обігу матеріалів з лише 13 співробітниками», — зазначає Цаевський.
Виробництво перезапущено
Разом зі своїм братом Павлом Цаевським, який вже кілька місяців тому приєднався до компанії, щоб ознайомитися з виробництвом та продуктами, новий керівник компанії одразу ж взявся за реорганізацію. Причину частого браку процесуальної безпеки у виробництві він бачив у раніше використовуваних інструментах. Під попереднім керівництвом компанії були придбані виключно дешеві інструменти. Думка Павла Цаевського, який тепер виконує обов'язки керівника виробництва, з цього приводу однозначна: «У довгостроковій перспективі це не заощаджує кошти, оскільки тоді інструменти купують по два-три рази. Завдяки вищим термінам служби ми швидко компенсуємо вищі витрати на кращі інструменти. Як простої машин, так і постійне повторне налаштування викликають витрати та одночасно підвищують ризик додаткових джерел помилок.»
Окрім самих інструментів, також бракувало підтримки з боку виробника, яка, за словами Олександра Цевського, практично не існувала. «Проблеми зазвичай виникають у процесі, і тоді потрібно швидко знайти відповідне рішення. Поки виробник відповідав, ми зазвичай вже самостійно вирішували проблему.» Те, що з INGERSOLL все інакше, він вже знав з попереднього місця роботи. Перед тим, як приїхати в Ейторф, він три роки працював на посаді керівника виробництва в берлінській компанії.
Там постала зовсім схожа задача: обробки повинні були бути спроектовані так, щоб вони могли потім працювати на автоматизованій установці. INGERSOLL не лише забезпечила процесну безпеку, але й зменшила час роботи на 60 відсотків. «Коли у нас виникала проблема, INGERSOLL завжди була на місці і відразу ж бралася за роботу», - зазначив Цевський.
INGERSOLL як вирішувач проблем запитаний
На основі цих позитивних досвідів Каєвський не вагався скористатися своїми існуючими контактами і обрати INGERSOLL новим постачальником інструментів для Seifer. У першому проекті були потрібні рішення, які дозволяють безлюдну експлуатацію автоматизованих машин. Для цього Крістофер Хіс, технік з застосування в INGERSOLL, ознайомився з усіма процесами в Ейторфі та перевірив їх на можливі оптимізації. Для виготовлення гайкових кілець він проаналізував параметри обробки. Тут були внесені оптимізації щодо стружкоутворювача та різального матеріалу. Використовувана раніше змінна різальна пластина не була налаштована для існуючого процесу обробки. Крім того, перехід на інструменти з внутрішнім охолодженням для покращення видалення стружки був дуже важливим. Крістофер Хіс реалізував це за допомогою TB-револьверів з програми INGERSOLL. Відповідні змінні різальні пластини також принесли покращення для наступного фінішного процесу.
Завдяки цим заходам вдалося подвоїти час безвідмовної роботи. Ще більшу економію часу було досягнуто при обробці різьби. З одним інструментом вдалося обробити лише одну палету з 24 гайками. Після цього інструмент був настільки зношений, що різьби стали занадто тугими. Для оптимізації процесу INGERSOLL використала двосічну різьбову пластину, з якою оператори отримали в шість разів більше часу безвідмовної роботи.
Ще однією проблемною деталлю були різьбові болти з жорсткою прокатною кіркою на заготовці. Павло Цевський розповідає про часті поломки пластин під час обробки: «Ми ніколи не знали, скільки деталей пройде без проблем, перш ніж машина зупиниться». І тут Крістофер Хіс повністю переосмислив процес і розробив нову стратегію. Спочатку з допоміжним різцем знімається прокатна кірка, а потім використовується основний інструмент з головним різцем для гладкої обробки.
Завдяки змінам в робочому процесі вдалося досягти не лише більшої безпеки процесу, але й п'ятикратного збільшення часу безвідмовної роботи основного різця.
Висока стабільність, низькі тактові часи

Протягом місяців було автоматизовано виготовлення все більшої кількості деталей. «Ми дуже часто були тут, щоб налаштувати та оптимізувати процеси», - розповідає Крістофер Хіс. «Ми швидко і добре впоралися з викликом». Безпека процесу завжди була на першому місці, але в результаті зазвичай також спостерігалися значні економії тактового часу. INGERSOLL для цього впровадила багато інструментів з практично кожної з своїх продуктових ліній.
Дуже корисною виявилася внутрішня охолоджувальна система. «У процесі ми ніколи точно не бачили, куди потрапляє охолоджуюча рідина», - пояснює Павло Цевський. «З інструментами INGERSOLL з внутрішнім охолодженням тепер гарантовано, що охолоджуюча рідина завжди потрапляє на різець. Ми можемо бути впевнені, що охолодження відбувається оптимально, і відводи стружки здійснюються чисто». Успіху також сприяють змінні різальні пластини, які адаптовані до обробки з формувачем стружки та субстратом і забезпечують коротку стружку.
Ідеальним для автоматизованого виробництва є ChipSurfer у поєднанні з затискним патроном, що пропонує INGERSOLL. Завдяки цьому з'єднанню запобігається витягування фрези під час грубої обробки, що траплялося в Seifer. Пряме передавання охолоджуючої рідини, менше інтерфейсів і висока точність заміни - це додаткові переваги. Також система відрізання WinCut стала популярною серед виробників в Ейторфі. Інструмент, надрукований на 3D-принтері, забезпечує не лише кращі поверхні з більшою тривалістю роботи, але й економить матеріал.
При розмірах партії до 1000 штук зменшення ширини відрізання з 3 до 2 мм забезпечує річну економію матеріалу приблизно в 20 м. Для управління інструментами Seifer придбала матричний шафа від INGERSOLL. «Це зменшує кількість помилок, і ми не ризикуємо залишитися без інструментів, оскільки не замовили їх вчасно», - пояснює Павло Цевський переваги.
Зекономлено дві машини
В залежності від статті деталі на двох автоматизованих машинах тепер працюють без оператора 5-6 годин. Це звільняє потужності на інших машинах. Це вже призвело до економії двох машин, які тепер доступні для інших завдань. Тим часом оптимізації у виробництві тривають. Олександр Цевський хоче автоматизувати ще більше машин, щоб також протидіяти нестачі кваліфікованих кадрів.
У нього є конкретні уявлення про процес: «Перший крок завжди полягає в досягненні безпеки процесу. Немає сенсу ставити робота, якщо це не працює надійно. Лише коли деталь стабільно працює, можна використовувати робота. Тоді це просто». Стабільні процеси є для нього також умовою для залучення нових клієнтів і в майбутньому виготовлення інших деталей.
Контакт:


