


Amikor Alexander Caevskij 2025 átvette a CNC-Technik Seifer GmbH ügyvezetését Eitorfban, a képzett forgácsoló és végzett üzleti szakember egy régóta dédelgetett álmot valósított meg: saját vállalatot vezetni. Eleinte számos problémával kellett szembenéznie, és örömmel vette igénybe az INGERSOLL WERKZEUGE GMBH támogatását, hogy rendbe hozza a termelést.

Egyetlen nagy ügyféllel a CNC-Technik Seifer egy meglehetősen szokatlan bérgyártó. 1974 óta, amikor a cégalapító, Gottfried Seifer hobbiként elkezdte a forgácsolt alkatrészek gyártását egy hagyományos esztergán a lakóházának pincéjében, ez az ügyfél a Boge lengéscsillapító gyártó, amely szintén Eitorfban található. Különböző tulajdonosok mellett a cég neve többször is változott, de a Seiferral való üzleti kapcsolat folyamatosan fennmaradt. 1992-ben a cégalapító két lánya vette át a céget, amely 2025 májusában Alexander Caevskijhez került.
A Seifer által gyártott alkatrészek körülbelül 90 százaléka a Boge cég számára készül, amely ma a ZF-csoport része. Elsősorban nehéz teherbírású lengéscsillapítókhoz gyártanak alkatrészeket, amelyeket például vasúti járművekhez és teherautókhoz használnak. A Seifer kis- és közepes sorozatokban, főként automata acélból és szerkezeti acélból készíti őket. A motorsport számára kisebb mennyiségeket gyártanak. „Mivel mindig gyorsan, pontosan és a legmagasabb minőségben szállítunk, ügyfelünknél AAA beszállítók vagyunk” - magyarázza Caevskij, és utal a 98%-os pontossági arányra, valamint a még magasabb értékre a minőség terén.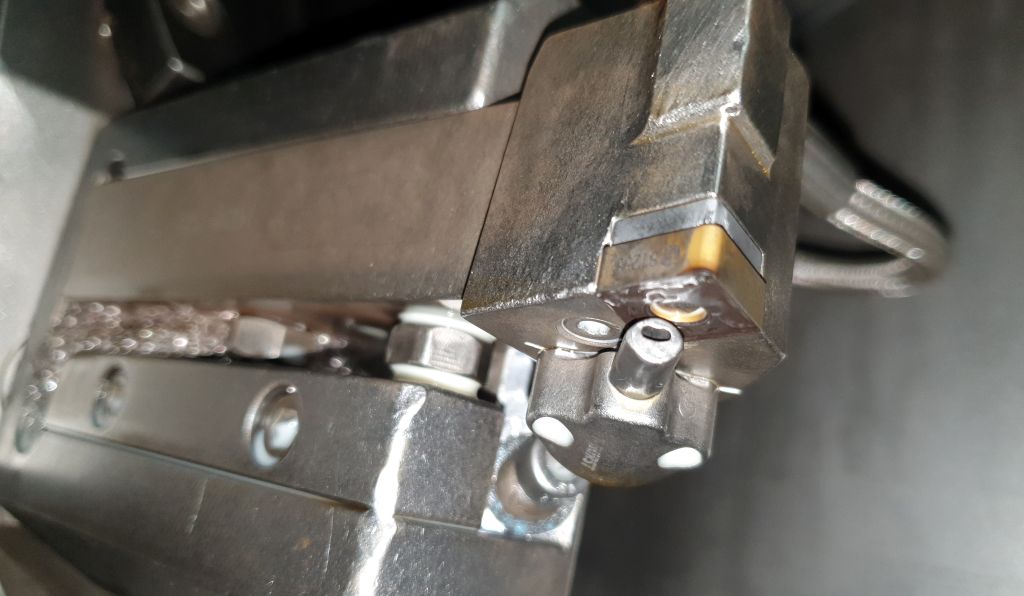
Ahhoz, hogy ezeket az eredményeket elérjék, a bérgyártónak mindig nagyon nagy erőfeszítéseket kellett tennie. Amikor Caevskij megismerte a vállalatot, észrevette, hogy a gyártásban jelentős gyengeségek vannak. Két automatizált gép például, amelyek már évek óta üzemelnek, soha nem használták ki a valódi potenciáljukat a felügyelet nélküli termelésre. Mivel a folyamatbiztonság nem volt biztosítva, a gépeket nem lehetett felügyelet nélkül üzemeltetni.
Csak akkor működtek, ha egy munkatárs felügyelte őket, és beavatkozott, ha lemeztörések, forgácsgyűjtés vagy elégtelen állásidők léptek fel. A számok azt mutatják, hogy az automatizált gépek rövidebb futási időket értek el, mint bármelyik másik a vállalatnál található 24 Mazak-gép közül.
Hogy Seifer mégis képes volt a kívánt darabszámban viszonylag olcsón kínálni az alkatrészeket, az a gyártásban elterjedt kétgépes koncepciónak köszönhető. Ehhez párhuzamosan két gép áll rendelkezésre. Az egyik a munkadarab elülső oldalának megmunkálására van felkészítve, a másik a hátsó oldaléra. Míg az egyik oldal feldolgozás alatt áll, a másik már újra feszíthető. A kezeléshez csak egy munkavállalóra van szükség, aki az alkatrészt ezután azonnal le is élezi és még a gépnél csomagolja. „Mindenki csodálkozik a nagy anyagforgalmunkon, mindössze 13 alkalmazottal,” mondja Caevskij.
Újraindított termelés
Testvérével, Paul Caevskijjal, aki már néhány hónappal korábban csatlakozott a vállalathoz, hogy megismerje a termelést és a termékeket, az új cégvezető azonnal nekilátott a sok átszervezésnek. A gyártásban gyakran tapasztalható folyamatbiztonság hiányának okát az eddig használt szerszámokban látta. Az előző cégvezetés alatt kizárólag olcsó szerszámokat vásároltak. Paul Caevskij, aki most már termelési vezetőként dolgozik, egyértelműen vélekedik erről: „Hosszú távon ezzel semmit sem spórolunk, mert így a szerszámokat többször is meg kell venni. A hosszabb állásidők révén gyorsan visszanyerjük a jobb szerszámok magasabb költségeit. Mind a gépek leállása, mind a folyamatos újraindítás költségeket okoz, és egyúttal növeli a további hibaforrások kockázatát.”
A szerszámok mellett a gyártó által nyújtott támogatás is hiányzott, amely Alexander Caevskij szerint gyakorlatilag nem létezett. „A problémák általában a folyamat során merülnek fel, és akkor gyors megoldásra van szükség. Mire a gyártó visszajelzett, a problémát általában már saját magunk megoldottuk.” Azt, hogy az INGERSOLL-nál ez egészen másképp működik, már korábbi munkahelyéről tudta. Mielőtt Eitorfba került, három évig egy berlini vállalatnál dolgozott gyártási vezetőként.
Ott egy nagyon hasonló feladat merült fel: A megmunkálásokat úgy kellett megtervezni, hogy azok később egy automatizált rendszerben működhessenek. Az INGERSOLL nemcsak a folyamatbiztonságot biztosította, hanem a működési időt is 60 százalékkal csökkentette. „Ha nálunk probléma adódott, az INGERSOLL mindig azonnal ott volt, és nekilátott a munkának” – mondta Caevskij.
INGERSOLL mint problémamegoldó keresett
Ezekkel a pozitív tapasztalatokkal Caevskij nem habozott kihasználni meglévő kapcsolatait, és az INGERSOLL-t választotta új szerszám beszállítóként a Seifer számára. Az első projektben olyan megoldásokra volt szükség, amelyek lehetővé tették a gépek automatizált, ember nélküli üzemeltetését. Christopher Hees, az INGERSOLL alkalmazástechnikai szakértője, megvizsgálta az összes folyamatot Eitorfban, és ellenőrizte a lehetséges optimalizálásokat. A csavargyűrűk gyártásához elemezte a megmunkálási paramétereket. Itt optimalizálásokat hajtottak végre a forgácsformáló és a vágóanyag tekintetében. A korábban használt fordítható vágóél nem volt megfelelően kialakítva a meglévő folyamat megmunkálásához. Továbbá, a belső hűtésű szerszámokra való áttérés, a forgács eltávolításának javítása érdekében, nagyon fontos volt. Christopher Hees ezt az INGERSOLL programjából származó TB-fordító tartókkal valósította meg. A megfelelő fordítható vágóélek szintén javításokat hoztak a következő simítófolyamatban.
Ezekkel az intézkedésekkel megduplázhatták a gépek állásidejét. Még nagyobb időmegtakarítást értek el a menetek megmunkálásánál. Egy szerszámmal mindössze 24 csavargyűrűt tudtak megmunkálni. Ezután a szerszám annyira elkopott, hogy a menetek túl szorosak lettek. A folyamatoptimalizálás érdekében az INGERSOLL egy kétszárnyú menetlapkát alkalmazott, amellyel a munkások hatszoros állásidőt értek el.
Egy másik problémás alkatrész a nyersanyagok kemény hengermaradványokkal rendelkező menetes csavarok voltak. Paul Caevskij arról számol be, hogy a megmunkálás során gyakoriak voltak a lapkák törései: „Soha nem tudtuk, hány alkatrész működik problémamentesen, mielőtt a gép ismét leáll.” Itt is Christopher Hees teljesen átgondolta a folyamatot, és új stratégiát dolgozott ki. Először egy mellékéllel eltávolítják a hengermaradványokat, majd a főéllel végzik a tényleges megmunkálást.
A munkafolyamat átszervezésével nemcsak a folyamatbiztonság növekedett, hanem a főél ötször hosszabb állásidejét is elérték.
Magas stabilitás, alacsony ciklusidők

A hónapok során egyre több alkatrész automatizált gyártása vált lehetővé. „Nagyon gyakran voltunk itt a helyszínen, hogy a folyamatokat beállítsuk és optimalizáljuk”, számol be Christopher Hees. „A kihívást gyorsan és jól megoldottuk.” A folyamatbiztonság mindig az első helyen állt, de mellékhatásként általában jelentős ciklusidő-megtakarítások is adódtak. Az INGERSOLL ezért számos szerszámot hozott be gyakorlatilag minden termékcsaládjából.
Nagyon hasznosnak bizonyult a belső hűtés. „A folyamat során soha nem láttuk pontosan, hová jut el a hűtőkenőanyag”, magyarázza Paul Caevskij. „Az INGERSOLL belső hűtéssel rendelkező szerszámai biztosítják, hogy a hűtőkenőanyag mindig tökéletesen a vágóélre kerüljön. Biztosak lehetünk abban, hogy optimális hűtés történik, és tiszta forgácseltávolítás valósul meg.” A sikerhez hozzájárulnak a váltószerszámok is, amelyek a forgácsoláshoz igazodnak, és rövid forgácsokat termelnek.
Az automatizált gyártás ideális eszköze a ChipSurfer, amely az INGERSOLL által kínált szorítófejjel van összekapcsolva. Ez az összekapcsolás megakadályozza a maró kihúzását a marás során, ami a Seifernél mindig előfordult. Közvetlen hűtőfolyadék-átadás, kevesebb interfész és magas cserepontosság további előnyök. Az Eitorfi gyártók a WinCut leválasztó rendszert is értékelni kezdték. A 3D-nyomtatott szerszám nemcsak jobb felületeket hoz létre optimális hűtéssel és hosszabb állásidővel, hanem anyagot is megtakarít.
1.000 darabig terjedő sorozatok esetén a leválasztási szélesség 3 mm-ről 2 mm-re csökkentése évi körülbelül 20 m anyagmegtakarítást eredményez. A szerszámkezeléshez a Seifer egy INGERSOLL mátrixszekrényt vásárolt. „Így kevesebb hiba történik, és nem fenyeget minket, hogy kifogynánk a szerszámokból, mert nem rendeltük meg őket időben”, magyarázza Paul Caevskij az előnyöket.
Két gépet takarítottak meg
Cikkenként a két automatizált gépen az alkatrészek már 5-6 órán át emberi beavatkozás nélkül működnek. Ez felszabadít kapacitásokat más gépeken. Ez már két gép használatának összegzéséhez vezetett, amelyek most más feladatokra állnak rendelkezésre. Közben a gyártás optimalizálása folytatódik. Alexander Caevskij szeretne további gépeket automatizálni, hogy így is reagáljon a szakképzett munkaerő hiányára.
A folyamatra konkrét elképzelései vannak: „Az első lépés mindig a folyamatbiztonság elérése. Nincs értelme robotot állítani, ha az nem működik megbízhatóan. Csak akkor lehet robotot alkalmazni, ha az alkatrész stabilan működik. Ezután már egyszerű.” A stabil folyamatok számára is előfeltétel az új ügyfelek megszerzéséhez és a jövőbeli más alkatrészek gyártásához.
Kapcsolat:


