


When Alexander Caevskij took over the management of CNC-Technik Seifer GmbH in Eitorf in 2025, the trained cutting mechanic and business graduate fulfilled a long-held wish: to run his own company. Initially, he was confronted with a whole series of problems and gladly accepted the support of INGERSOLL WERKZEUGE GMBH to get production back on track.

With a single major customer, CNC-Technik Seifer is an atypical contract manufacturer. Since 1974, company founder Gottfried Seifer began manufacturing turned parts part-time on a conventional lathe in a basement of his home, this customer has been the shock absorber manufacturer Boge, which is also located in Eitorf. With different owners, its company name changed repeatedly, but the business relationship with Seifer remained uninterrupted. In 1992, the two daughters of the founder took over the company, which then went to Alexander Caevskij in May 2025.
About 90 percent of the components manufactured by Seifer are intended for the company Boge, which today belongs to the ZF Group. They primarily produce components for heavy-duty shock absorbers used for rail vehicles and trucks. Seifer manufactures them in small to medium batch sizes mainly from automatic steel and construction steel. Smaller quantities are produced for motorsport. 'Because we always deliver quickly, on time, and in the highest quality, we are an AAA supplier to our customer,' explains Caevskij, referring to a punctuality rate of 98% and an even higher value for quality.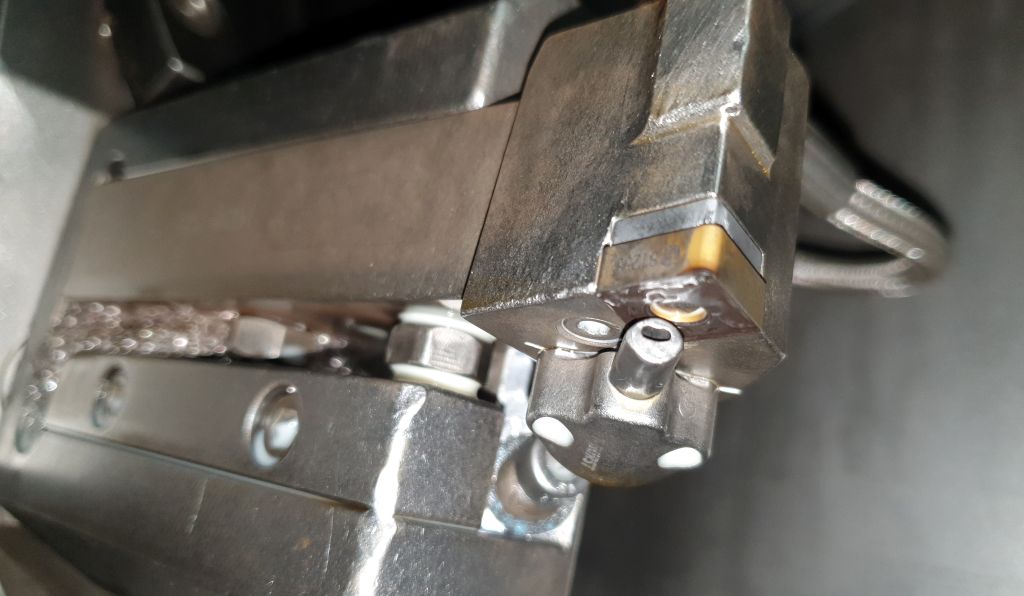
To achieve these results, the contract manufacturer had to consistently invest a very high effort. When Caevskij got to know the company, he found that there were significant weaknesses in production. Two automated machines exemplify this, which, although in operation for years, have never fully exploited their actual potential for unmanned production. Because process reliability was not ensured, the machines could not be operated without supervision.
They only ran when an employee monitored them and intervened in case of plate breaks, chip jams, or insufficient uptime. Figures show that the automated machines achieved shorter running times than any of the 24 Mazak machines available in the company.
That Seifer still managed to offer components relatively cheaply in the required quantities is due to the two-machine concept that has established itself in production. Two machines stand parallel to each other for this purpose. One is set up for the front side of the workpiece, the other for the back side. While one side is being processed, the other can already be clamped again. Only one employee is required for operation, who also deburrs the component afterwards and packs it at the machine. 'Everyone is surprised by our high material turnover with only 13 employees,' says Caevskij.
Production revamped
Together with his brother Paul Caevskij, who had joined the company a few months earlier to get to know production and products, the new company head immediately set about restructuring many aspects. He saw the cause of the often-lacking process reliability in production in the tools previously used. Under the previous management, only cheap tools had been purchased. Paul Caevskij, who now serves as production manager, has a clear opinion on this: 'In the long run, nothing is saved this way because then the tools are bought twice and three times. With higher uptime, we quickly recover the higher costs for better tools. Both machine downtimes and the constant re-running incur costs and simultaneously increase the risk of additional sources of error.'
In addition to the tools themselves, there was also a lack of support from the manufacturer, which, according to Alexander Caevskij, was practically non-existent. 'Problems usually arise in the process, and then a suitable solution needs to be found quickly. By the time the manufacturer got back to us, we had usually already solved the problem independently.' He already knew that things worked very differently with INGERSOLL from his previous workplace. Before coming to Eitorf, he had worked for three years as a production manager at a Berlin company.
There, a very similar task arose: processes needed to be designed so stably that they could subsequently run on an automation system. INGERSOLL not only ensured process reliability but also reduced the runtime by 60 percent. 'When a problem arose with us, INGERSOLL was always right there and got to work,' says Caevskij.
INGERSOLL asked as a problem solver
With these positive experiences, Caevskij did not hesitate to use his existing contacts and choose INGERSOLL as the new tool supplier for Seifer. In a first project, solutions were needed that would enable unmanned operation of the automated machines. For this, Christopher Hees, application engineer at INGERSOLL, looked at all the processes in Eitorf and checked for possible optimizations. For the production of screw rings, he analyzed the machining parameters. Optimizations were made regarding chip formation and cutting material. The previously used indexable insert was not suitable for the existing process. Furthermore, the switch to internally cooled tools to improve chip removal was very important. Christopher Hees implemented this with TB turning holders from INGERSOLL's program. The suitable indexable inserts also brought improvements for the subsequent finishing process.
With these measures, downtime could be doubled. An even greater time saving was achieved in thread machining. With one tool, only one pallet with 24 screw rings was completed. After that, the tool was so worn that the threads became too tight. For process optimization, INGERSOLL used a double-edged thread plate, with which the workers achieved six times the tool life.
Another problematic part was threaded bolts with a hard rolling crust on the blank. Paul Caevskij reports frequent plate breakages during machining: 'We never knew how many parts would run smoothly before the machine stopped again.' Here too, Christopher Hees completely rethought the process and developed a new strategy. First, a secondary cutting edge removes the rolling crust, and then the actual tool with the main cutting edge is used in a smooth cut.
By rearranging the workflow, not only was higher process reliability achieved, but also a fivefold increase in the tool life of the main cutting edge.
High stability, low cycle times

Over the months, the automated production of more and more components was made possible. 'We were often on-site to fine-tune and optimize the processes,' reports Christopher Hees. 'We quickly and effectively managed the challenge.' Process reliability was always the top priority, but significant cycle time savings usually resulted as a side effect. INGERSOLL contributed many tools from practically every one of its product lines.
Internal cooling has proven to be very useful. 'During the process, we never saw exactly where the coolant was going,' explains Paul Caevskij. 'With INGERSOLL's tools featuring internal cooling, it is now ensured that the coolant always reaches the cutting edge perfectly. We can be sure that optimal cooling is achieved and that chip removal is clean.' Indexable cutting inserts that are adapted to the machining with chip former and substrate and produce short chips also contribute to success.
Ideal for automated manufacturing is the ChipSurfer in connection with the clamping collet connection offered by INGERSOLL. This connection prevents the pulling out of the milling cutter during roughing, which happened repeatedly at Seifer. Direct coolant transfer, fewer interfaces, and high change accuracy are additional advantages. The parting system WinCut has also been appreciated by the manufacturers in Eitorf. The 3D-printed tool not only produces better surfaces with higher tool life due to its optimal cooling but also saves material.
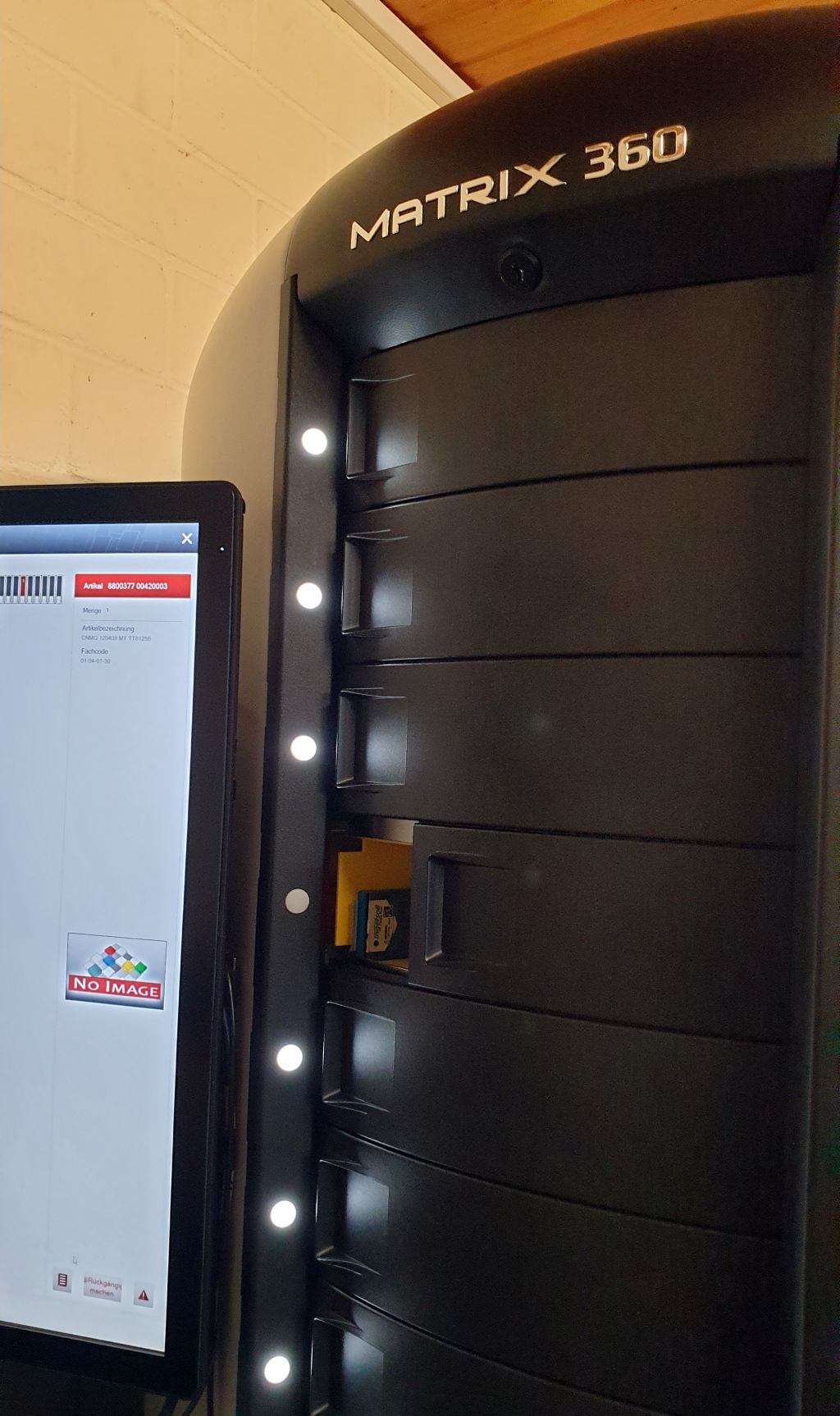
For batch sizes up to 1,000 pieces, reducing the parting width from 3 to 2 mm results in an annual material saving of about 20 m. For tool management, Seifer has acquired a matrix cabinet from INGERSOLL. 'This reduces errors and we are not at risk of running out of tools because we didn't reorder in time,' explains Paul Caevskij the benefits.
Two machines saved
Depending on the item, components now run unmanned on the two automated machines for 5 to 6 hours. This frees up capacities on other machines. This has already summed up to the use of two machines that are now available for other tasks. Meanwhile, optimizations in production are progressing. Alexander Caevskij would like to automate more machines to counteract the shortage of skilled workers.
He has concrete ideas about the process: 'The first step is always to achieve process reliability. It doesn't help to set up a robot if it doesn't work reliably. Only when the component runs stably can you deploy a robot. Then it's easy.' Stable processes are also a prerequisite for him to acquire new customers and to manufacture other components in the future.
Contact:


