


INDEX presents the multi-spindle long/short turning machine TRAUB MS12-4 for the first time at the Open House 2026, achieving up to four times the output compared to single-spindle lathes due to its completely new concept. The TRAUB MS12-4 impresses with unparalleled productivity, enabling cost-effective manufacturing for small parts such as pins, screws, and other components required in the medical, watchmaking, and electrical industries.

The new TRAUB MS12-4 is a revolutionary multi-spindle long/short turning machine for small workpieces with a diameter range of 3 to 13 mm. This machine is based on a completely new approach that does not rely on the usual spindle drum and sequential processing. Instead, the MS12-4 is based on the concept of the single-spindle long lathe TRAUB TNL12, as explained by Benjamin Klotz, head of machine development: 'This system combines four main spindles, four tool turrets, and two or four counter spindles with up to four additional flexible tool holders, merging the single-spindle mindset with the high productivity of multi-spindles.'
'This concept can manufacture four workpieces simultaneously, with machining on up to eight spindles at the same time ensuring very short cycle times,' says Benjamin Klotz.
The main spindles with integrated Z-axis allow for manufacturing in short or long turning processes. The tool turrets feature an X-axis, an interpolated Y-axis, and an optional Z-axis. The up to four counter spindles and up to four flexible tool holders are each equipped with a linear 3-axis system XYZ. Thus, all tool holders and the counter spindle can be adjusted in X, Y, and Z. The control is managed by a newly developed Mitsubishi control system with dual NCU.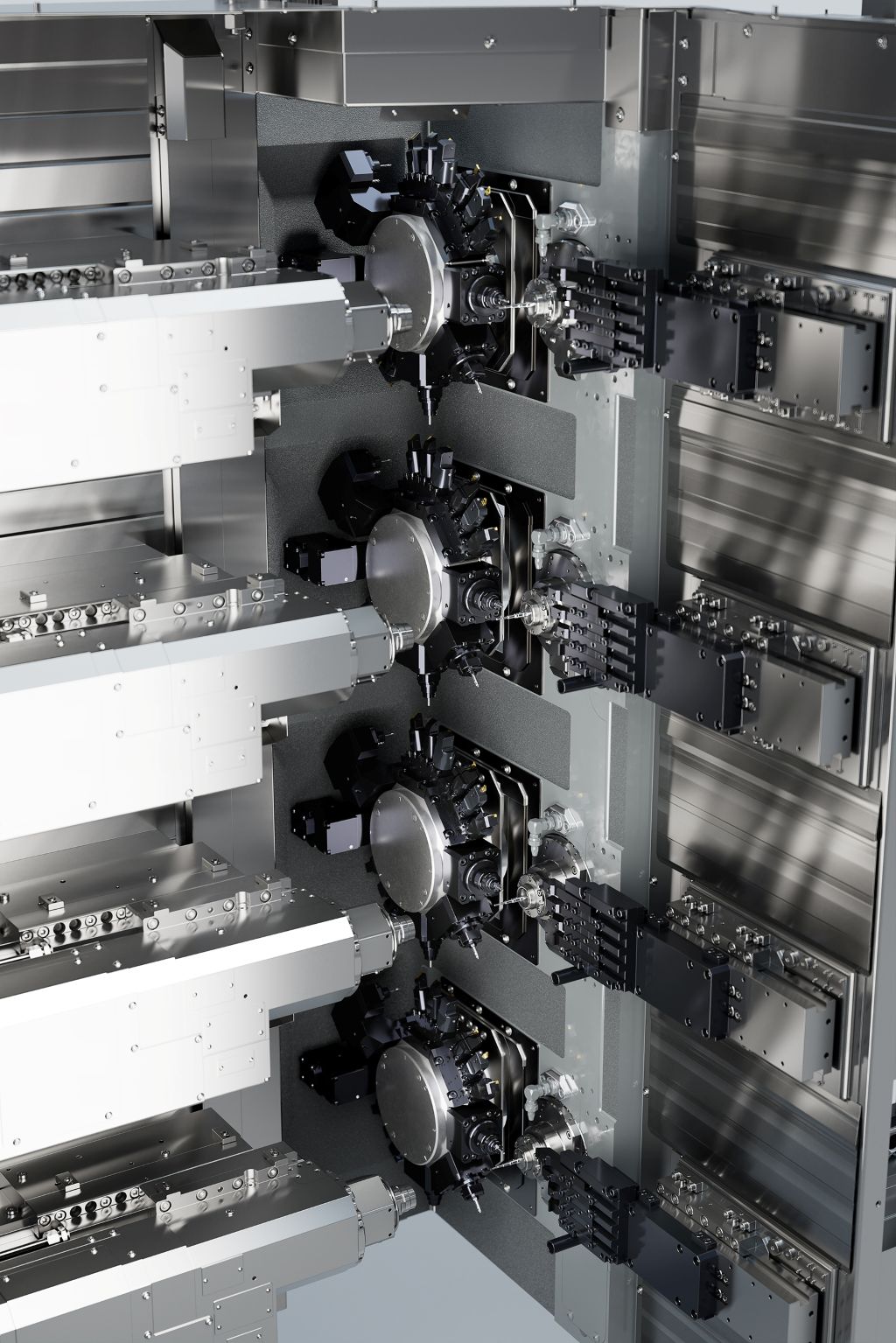
Flexibly configurable
What makes the TRAUB MS12-4 particularly interesting is its modular design. In addition to a full configuration with all mentioned machine components and axes, there are other equipment variants, allowing the long/short turning multi-spindle to be cost-effectively configured precisely to the requirements of the workpieces to be machined.
For typical long-turned parts, where the significantly larger machining share is on the main spindle side, a configuration with four main spindles and only two counter spindles is particularly economical - especially when the back machining requires between 30 and 60 percent of the time share of the main side.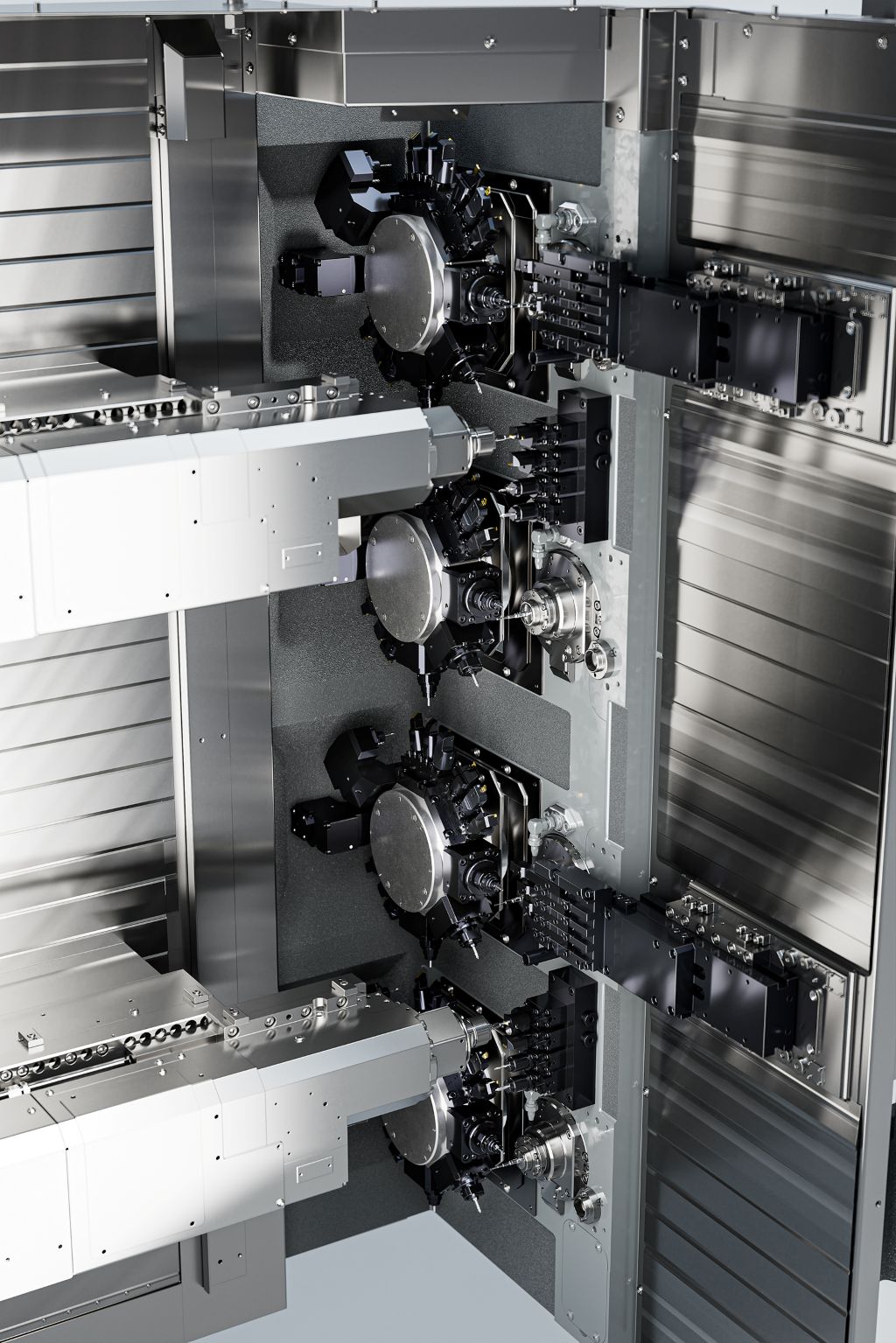
In this case, the main spindles operate staggered, and the counter spindles take over the back machining from two main spindles each. The machine then achieves four times the output of a single long lathe despite reduced equipment and lower acquisition costs.
Flexible tool holders (Flex-WTs) are needed whenever the process technologically requires it. This is the case when long workpieces must be turned in one pass or when special operations such as whirling, polygon turning, or gear cutting are needed. The number of these tool holders is also configurable.
Many workpieces in the diameter range up to 13 mm have only low requirements for the back side and do not require special operations. For such workpieces, the machine can be configured particularly cost-effectively by installing fixed rear units for stationary or driven tools instead of flexible tool holders. The machine configuration can thus be ideally tailored to the workpiece requirements and therefore be absolutely price-optimized for the customer.
The tool holders
To be able to process demanding workpieces, the tool turret has eight driven stations that can also be equipped with multiple holders. The new compact interface KPS36 with W-gearing combines high power density, rigidity, and precise setup. Quick-change systems are available at all tool holders for pure tool changes.
The flexible tool holder can be equipped differently through its slide plate with W-gearing. Tool racks for standard or quick-change tools, as well as high-frequency spindles, deep hole drilling units, or special units, such as for whirling screws, are conceivable.
At all tool holders (turret, Flex-WT, rear unit), coolant lubricant is available at high pressure up to 120 bar. The KSS supply is extremely energy-efficient thanks to frequency-controlled pumps.
Advantages over four single spindles
The machine offers four times the productivity with fewer machine components than four single spindles while requiring significantly less floor space. The control and all peripheral components such as bar loaders, chip conveyors, coolant lubricant cleaning, extraction, etc., are only needed once. Additionally, the machine, including control cabinet and loading magazine, forms a unit. No mechanical or control interface is required, and the perfect interplay is ensured by INDEX as the machine manufacturer.
Advantages over conventional multi-spindles
Compared to a classic multi-spindle turning machine with spindle drum and accordingly sequential processing, the new TRAUB MS12-4 has several strengths. Benjamin Klotz argues: 'Since each spindle position operates like a single spindle, it is sufficient to program one position. The rest is handled by the control.' Furthermore, the identical tool can be used multiple times in the process - an important feature in the production of small workpieces that classic multi-spindles cannot replicate.
There can also be advantages regarding cycle time. The conventional multi-spindle showcases its strengths when all individual processes have similar time requirements. If this is not possible - for example, in a deep hole drilling process - all other positions must wait. In processing on the TRAUB MS12-4, this does not matter. It processes its cycle as a single spindle - without waiting time.
Automation all the way
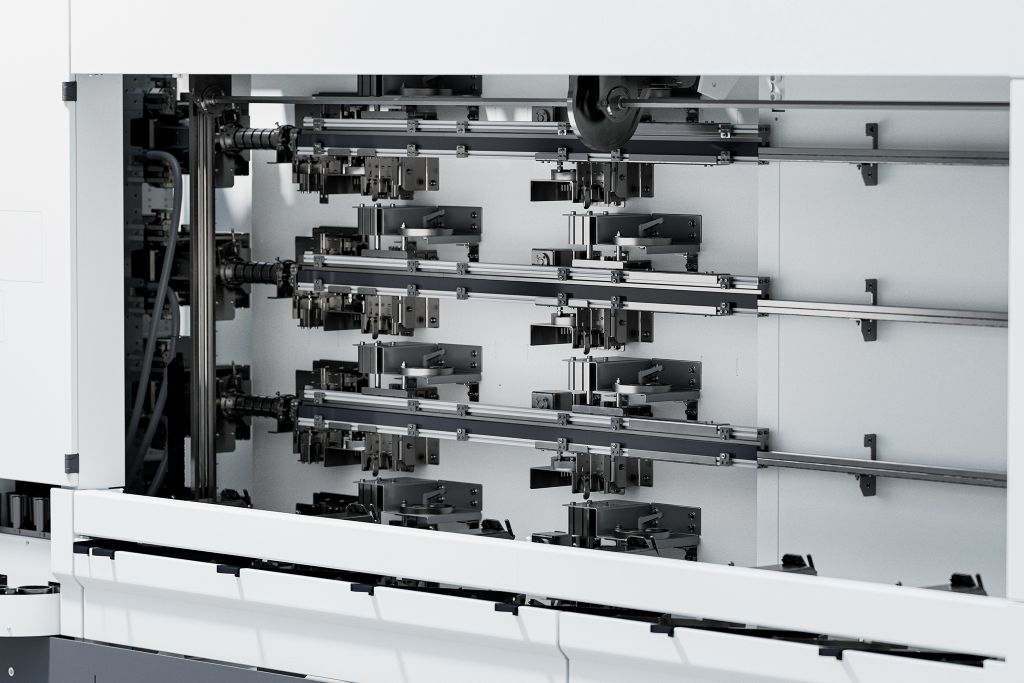
Of course, the TRAUB MS12-4 is also equipped for automated operation. INDEX developed a fully integrated bar loading magazine for the machine with four stacked, patented material guides. The diameter-independent guiding channels ensure a tight and continuous material guidance without change parts. The bar stock is generously sized and can be refilled without machine stoppage. The remnants can be conveyed through the counter spindle housing.
The finished parts can be ejected or transferred to a robot cell via a linear unit. Chips are automatically removed and can subsequently be compressed.
Contact:


