


INDEX présente pour la première fois lors de la journée portes ouvertes 2026 l'automate de tournage à plusieurs broches TRAUB MS12-4, qui atteint une production jusqu'à quatre fois supérieure à celle des tours à broche unique grâce à son concept totalement nouveau. La TRAUB MS12-4 se distingue par une productivité sans précédent, permettant des coûts de fabrication avantageux pour toutes les petites pièces telles que les broches, les vis, les goupilles, etc., nécessaires dans les secteurs médical et horloger ainsi que dans l'industrie électrique.

La nouvelle TRAUB MS12-4 est un automate de tournage à plusieurs broches révolutionnaire pour de petites pièces d'un diamètre de 3 à 13 mm. Derrière cette machine se cache une approche totalement nouvelle qui ne repose pas sur le tambour de broche habituel et le traitement séquentiel. Au lieu de cela, le MS12-4 est basé sur le concept de l'automate de tournage à broche unique TRAUB TNL12, comme l'explique Benjamin Klotz, responsable du développement des machines : « Ce système à quatre broches principales, quatre tourelles d'outils ainsi que deux ou quatre broches de contre et jusqu'à quatre autres porte-outils flexibles combine la pensée à broche unique avec la haute productivité des machines à plusieurs broches.
Ce concept peut produire quatre pièces simultanément, une opération d'usinage pouvant être réalisée sur jusqu'à huit broches en même temps pour des temps de cycle très courts », déclare Benjamin Klotz.
Les broches principales avec axe Z intégré permettent une fabrication par tournage court ou long. Les tourelles d'outils disposent d'un axe X, d'un axe Y interpolé et d'un axe Z en option. Les jusqu'à quatre broches de contre et jusqu'à quatre porte-outils flexibles sont chacune équipées d'un système linéaire à 3 axes XYZ. Ainsi, tous les porte-outils ainsi que la broche de contre peuvent être corrigés en X, Y et Z. Le contrôle est assuré par un nouveau système de contrôle Mitsubishi avec double NCU.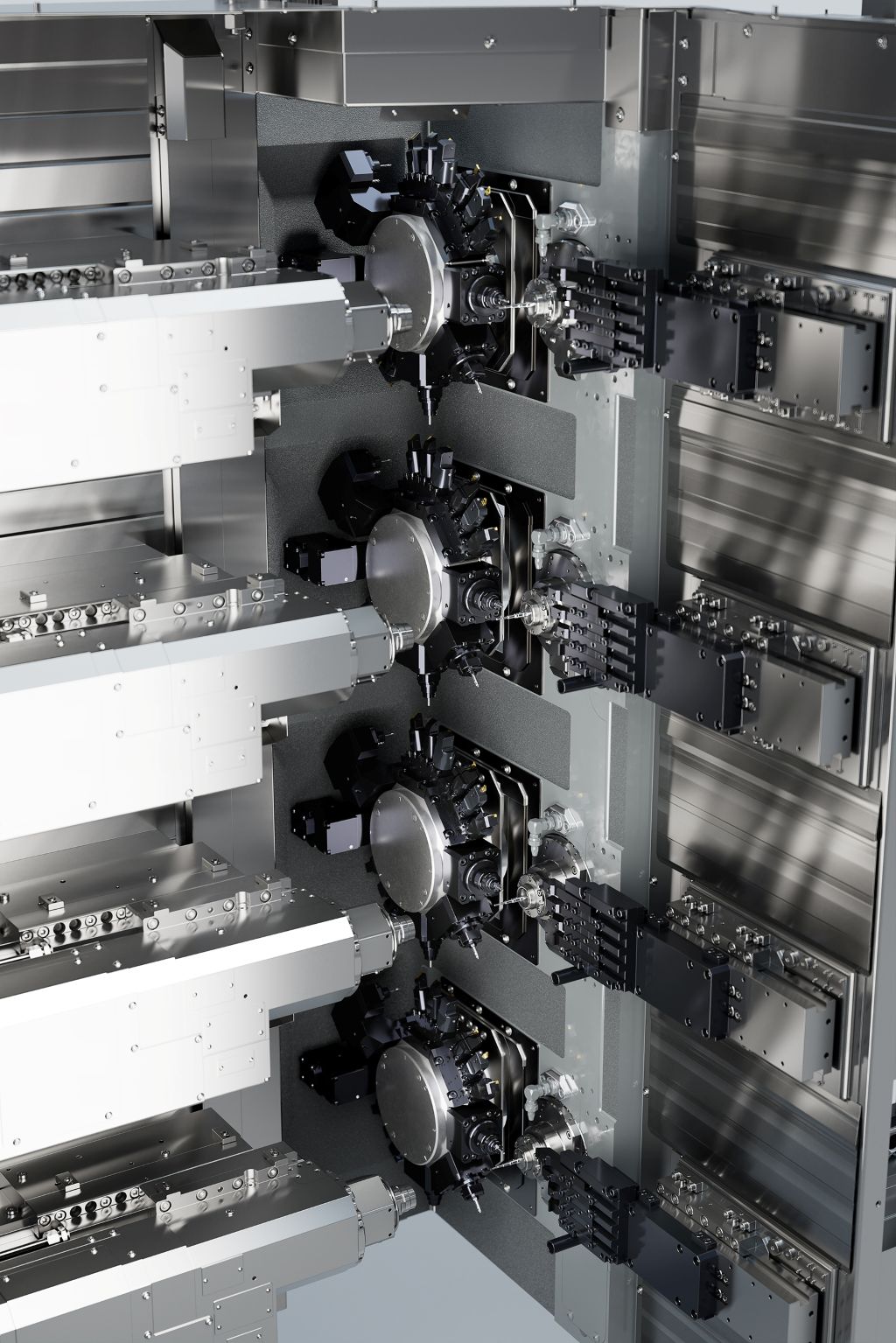
Configuration flexible
Ce qui rend la TRAUB MS12-4 particulièrement intéressante, c'est sa conception modulaire. En plus d'un niveau d'équipement complet avec tous les composants de machine et axes mentionnés, il existe d'autres variantes d'équipement, permettant de configurer l'automate de tournage à plusieurs broches de manière économique et précise en fonction des exigences des pièces à usiner.
Pour des pièces tournées longues typiques, où la part de traitement sur le côté de la broche principale est nettement plus importante, un équipement avec quatre broches principales et seulement deux broches de contre est particulièrement économique - surtout lorsque le traitement des faces arrière nécessite entre 30 et 60 % du temps de la face principale.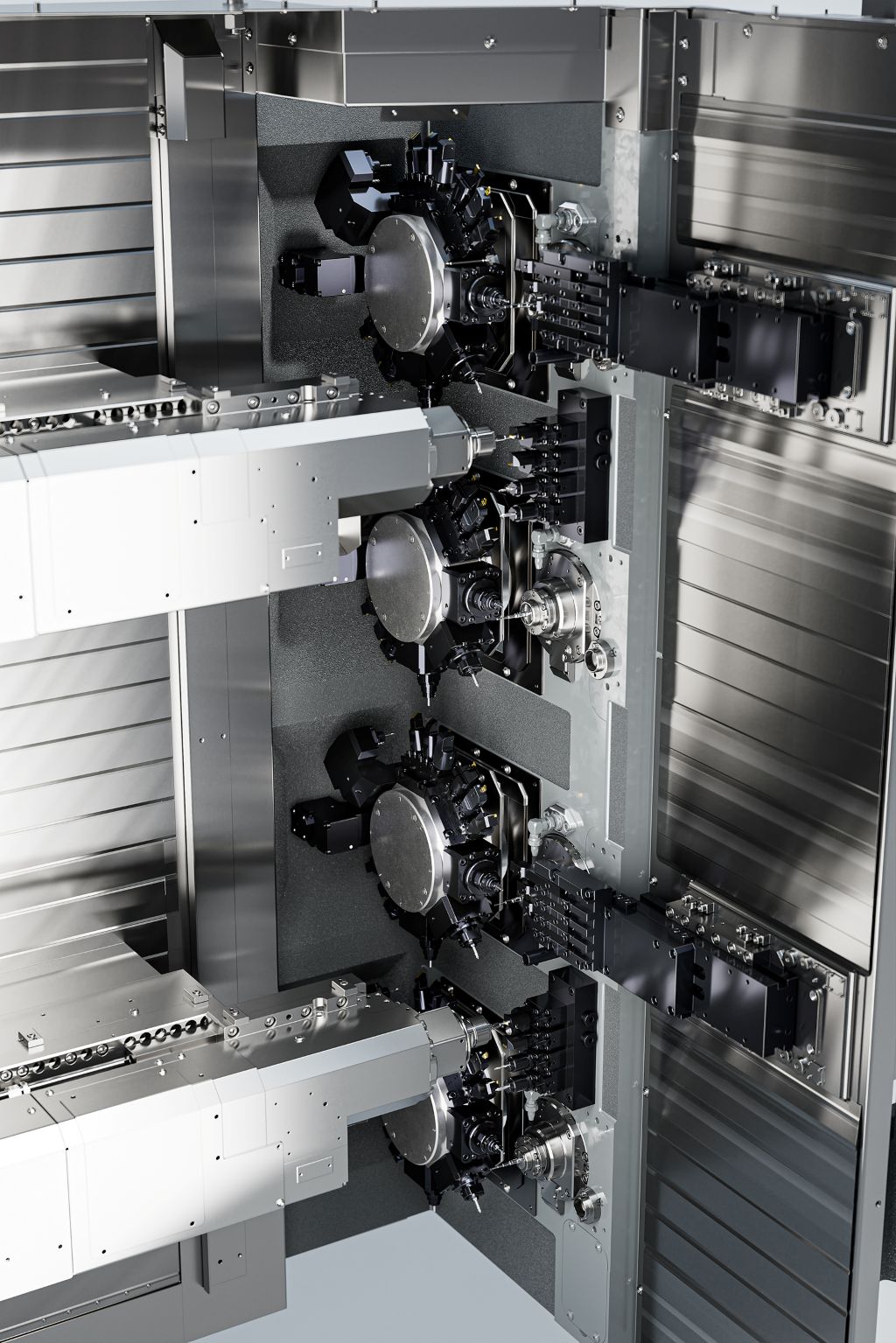
Dans ce cas, les broches principales fonctionnent en décalage, et les broches de contre prennent en charge le traitement des faces arrière de deux broches principales chacune. La machine atteint alors, malgré un équipement réduit et des coûts d'acquisition moindres, une production quatre fois supérieure à celle d'un tour long unique.
Des porte-outils flexibles (Flex-WTs) sont toujours nécessaires lorsque le processus l'exige technologiquement. C'est le cas lorsque de longues pièces doivent être usinées en une seule opération ou lorsque des opérations spéciales telles que le filetage, le tournage polygonal ou le dentage sont nécessaires. Le nombre de ces porte-outils est également configurable.
De nombreuses pièces d'un diamètre allant jusqu'à 13 mm ont peu d'exigences en matière de face arrière et ne nécessitent pas d'opérations spéciales. Pour de telles pièces, la machine peut être configurée de manière particulièrement économique en installant des unités de face arrière fixes pour des outils fixes ou entraînés à la place des porte-outils flexibles. La configuration de la machine peut ainsi être idéalement adaptée aux exigences des pièces et donc optimisée en termes de coût pour le client.
Les porte-outils
Pour pouvoir usiner des pièces exigeantes, la tourelle d'outils possède huit stations entraînées, qui peuvent également être équipées de porte-outils multiples. La nouvelle interface de compacité KPS36 avec denture en W combine une haute densité de puissance, une rigidité et un réglage précis. Des systèmes de changement rapide sont disponibles sur tous les porte-outils pour le changement d'outils pur.
Le porte-outil flexible peut être équipé différemment grâce à sa plaque de chariot avec denture en W. Des porte-outils pour outils normaux ou à changement rapide, ainsi que des broches haute fréquence, des unités de perçage profond ou des unités spéciales, comme par exemple pour le filetage de vis, sont envisageables.
Tous les porte-outils (tourelle, Flex-WT, unité de face arrière) disposent d'un lubrifiant de refroidissement à haute pression jusqu'à 120 bars. L'alimentation en KSS est extrêmement économe en énergie grâce aux pompes à vitesse variable.
Avantages par rapport à quatre tours à broche unique
La machine offre une productivité quadruple avec moins de composants que quatre tours à broche unique, tout en occupant une surface d'installation nettement inférieure. Le contrôle et tous les composants périphériques tels que le chargeur de barres, le transporteur de copeaux, le nettoyage du lubrifiant de refroidissement, l'aspiration, etc. ne sont nécessaires qu'une seule fois. De plus, la machine, y compris le tableau de commande et le magasin de chargement, forme une unité. Aucune interface mécanique ou de contrôle n'est nécessaire et l'interaction parfaite est garantie par INDEX en tant que fabricant de machines.
Avantages par rapport aux machines à plusieurs broches conventionnelles
Comparée à un automate de tournage à plusieurs broches classique avec tambour de broche et traitement séquentiel, la nouvelle TRAUB MS12-4 présente plusieurs atouts. Benjamin Klotz soutient : « Comme chaque position de broche fonctionne comme un tour à broche unique, il suffit de programmer une position. Le reste est géré par le contrôle. » De plus, l'outil identique peut être utilisé plusieurs fois dans le processus - une caractéristique importante lors de la fabrication de petites pièces, que les machines à plusieurs broches classiques ne peuvent pas reproduire.
Des avantages peuvent également se manifester en termes de temps de cycle. Le tour à plusieurs broches conventionnel montre ses forces lorsque tous les processus individuels ont des besoins en temps similaires. Si cela n'est pas possible - par exemple, lors d'un processus de perçage profond - toutes les autres positions doivent attendre. Lors du traitement sur la TRAUB MS12-4, cela n'a pas d'importance. Elle traite son cycle comme un tour à broche unique - sans temps d'attente.
Automatisation complète
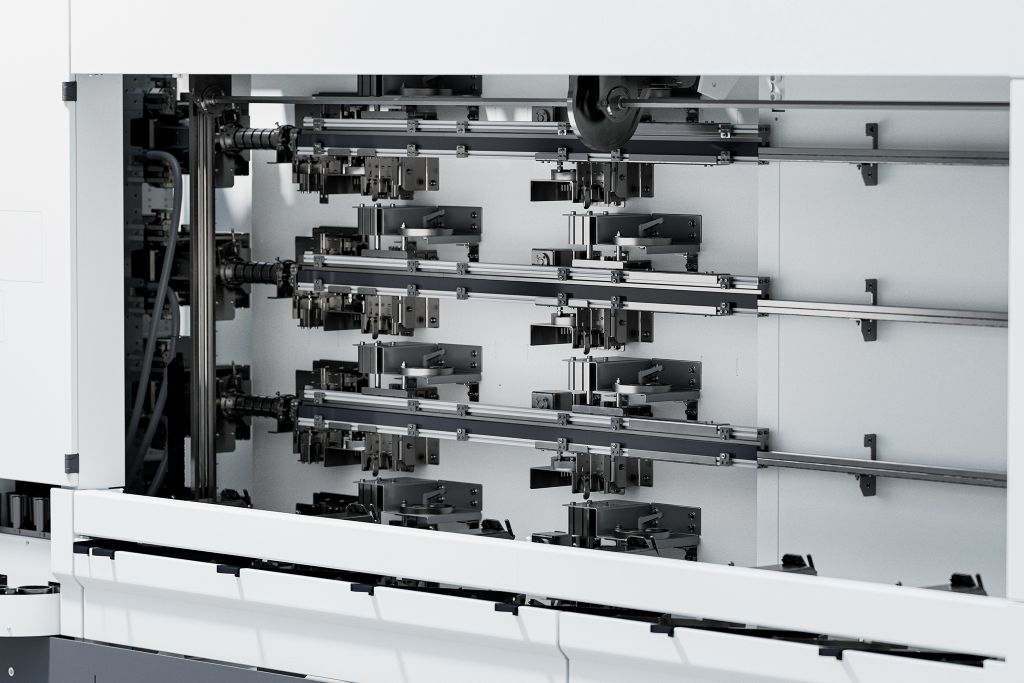
Bien sûr, la TRAUB MS12-4 est également conçue pour un fonctionnement automatisé. INDEX a développé pour la machine un magasin de chargement de barres entièrement intégré avec quatre conduits de matériaux superposés et brevetés. Les canaux de guidage indépendants du diamètre réalisent toujours un guidage étroit et continu des matériaux, même sans pièces de changement. Le stock de barres est généreusement dimensionné et peut être rempli sans arrêt de la machine. Les chutes peuvent être évacuées par le boîtier de la broche de contre.
Les pièces finies peuvent être évacuées ou transférées à une cellule robotisée par une unité linéaire. Les copeaux sont évacués automatiquement et peuvent ensuite être compressés.
Contact :


