


INDEX po raz pierwszy zaprezentuje podczas Open House 2026 wielowrzecionową tokarkę TRAUB MS12-4, która dzięki swojemu zupełnie nowemu konceptowi osiąga do czterokrotnej wydajności w porównaniu do tokarek jedno-wrzecionowych. TRAUB MS12-4 wyróżnia się niespotykaną produktywnością, co pozwala na korzystne koszty produkcji wszelkich małych części, takich jak wkręty, śruby, bolce itp., które są potrzebne w przemyśle medycznym, zegarmistrzowskim oraz elektrycznym.

Nowa maszyna TRAUB MS12-4 to rewolucyjny, wielowrzecionowy automat do obróbki długiej/krótkiej dla małych elementów o średnicy od 3 do 13 mm. Za tą maszyną kryje się zupełnie nowe podejście, które nie opiera się na tradycyjnej bębnie wrzecionowym i sekwencyjnej obróbce. Zamiast tego, MS12-4 bazuje na koncepcji jednowrzecionowego automatu do obróbki długiej TRAUB TNL12, jak wyjaśnia Benjamin Klotz, kierownik rozwoju maszyn: „Ten system składający się z czterech głównych wrzecion, czterech rewolwerów narzędziowych oraz dwóch lub czterech wrzecion przeciwnych i do czterech dodatkowych elastycznych nośników narzędzi łączy myślenie jednowrzecionowe z wysoką wydajnością wielowrzecionowców.
Koncept ten może jednocześnie wytwarzać cztery detale, przy czym obróbka skrawaniem może odbywać się jednocześnie na aż ośmiu wrzecionach, co zapewnia bardzo krótkie czasy cyklu - mówi Benjamin Klotz.
Główne wrzeciona zintegrowane z osią Z umożliwiają produkcję w procesie obróbki krótkiej lub długiej. Rewolwery narzędziowe wyposażone są w oś X, interpolowaną oś Y oraz opcjonalnie oś Z. Do czterech wrzecion przeciwnych i do czterech elastycznych nośników narzędziowych jest wyposażonych w liniowy system 3-osiowy XYZ. Dzięki temu wszystkie nośniki narzędzi oraz wrzeciono przeciwne mogą być korygowane w osiach X, Y i Z. Sterowanie przejmuje nowo opracowane sterowanie Mitsubishi z podwójną NCU.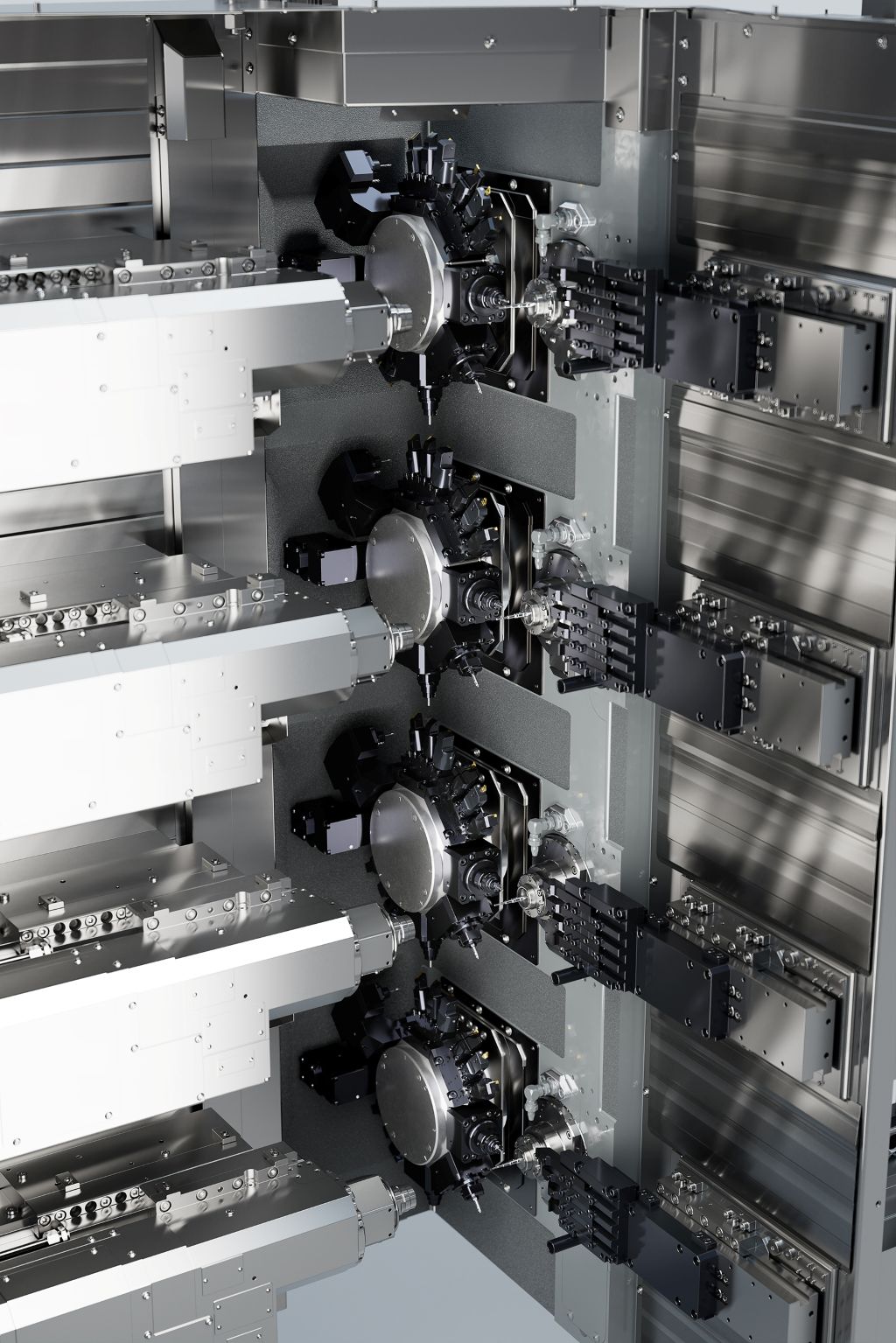
Elastyczna konfiguracja
To, co czyni TRAUB MS12-4 szczególnie interesującą, to jej modułowa budowa. Oprócz pełnej wersji z wszystkimi wymienionymi komponentami maszyn i osiami, istnieją również inne warianty wyposażenia, dzięki czemu wielowrzecionowa tokarka do długich i krótkich detali może być kosztowo efektywnie dostosowana do wymagań obrabianych elementów.
Dla typowych długich detali, w których znaczna część obróbki przypada na stronę wrzeciona głównego, wyposażenie w cztery wrzeciona główne i tylko dwa wrzeciona przeciwne jest szczególnie opłacalne – zwłaszcza gdy obróbka tylnych stron zajmuje od 30 do 60 procent czasu obróbki strony głównej.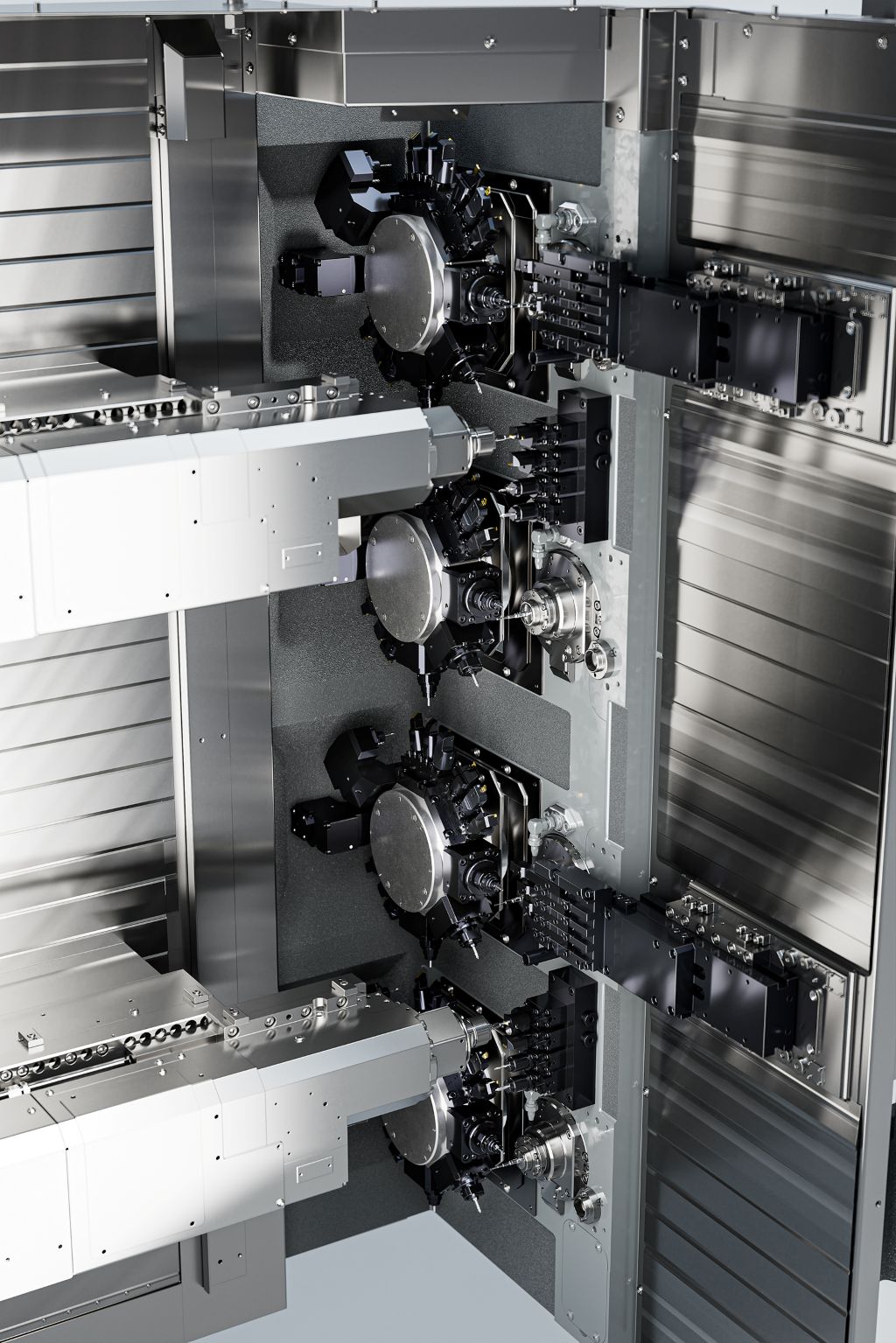
W tym przypadku wrzeciona główne pracują w odstępach czasowych, a wrzeciona przeciwne przejmują obróbkę tylnych stron dwóch wrzecion głównych. Maszyna osiąga wtedy, mimo zredukowanego wyposażenia i niższych kosztów zakupu, czterokrotną wydajność pojedynczego tokarki długiej.
Elastyczne nośniki narzędzi (Flex-WTs) są zawsze potrzebne, gdy proces technologiczny wymaga tego od detalu. Ma to miejsce, gdy długie detale muszą być w całości wstępnie i ostatecznie toczenie lub gdy potrzebne są specjalne operacje, takie jak wirówka, toczenie wielokątne lub frezowanie. Liczba tych nośników narzędzi również może być konfigurowana.
Wiele detali w zakresie średnicy do 13 mm ma jedynie niewielkie wymagania dotyczące tylnej strony i nie wymaga specjalnych operacji. Dla takich detali maszyna może być szczególnie korzystnie skonfigurowana, instalując zamiast elastycznych nośników narzędzi stacjonarne jednostki tylne dla stałych lub napędzanych narzędzi. Konfiguracja maszyny może być w ten sposób idealnie dostosowana do wymagań detali, co pozwala na absolutną optymalizację kosztów dla klienta.
Uchwyty narzędziowe
Aby móc obrabiać wymagające detale, rewolwer narzędziowy posiada osiem napędzanych stacji, które można również wyposażyć w uchwyty wielokrotne. Nowy interfejs kompaktowy KPS36 z zębem W łączy w sobie wysoką gęstość mocy, sztywność i precyzyjne ustawienie. Do szybkiej wymiany narzędzi dostępne są systemy szybkiej wymiany na wszystkich uchwytach narzędziowych.
Elastyczny nośnik narzędziowy może być różnorodnie wyposażony dzięki swojej płycie suwakowej z zębami w kształcie W. Możliwe są narzędziowe chwytaki do standardowych lub szybkowymiennych wkładek, a także wrzeciona wysokiej częstotliwości, jednostki do wiercenia głębokich otworów lub jednostki specjalne, takie jak np. do wirujących śrub.
Na wszystkich nośnikach narzędzi (revolver, Flex-WT, jednostka tylnia) dostępny jest chłodziwo-smar z wysokim ciśnieniem do 120 bar. Zasilanie KSS odbywa się w sposób niezwykle energooszczędny dzięki pompom z regulacją częstotliwości.
Zalety w porównaniu do czterech wiertarek jednoosiowych
Maszyna oferuje czterokrotną wydajność przy znacznie mniejszej powierzchni zajmowanej, dzięki mniejszej liczbie komponentów maszynowych niż w przypadku czterech wrzecion. Sterowanie oraz wszystkie komponenty peryferyjne, takie jak podajnik prętów, transporter wiórów, oczyszczanie chłodziwa, system odciągowy itp., są potrzebne tylko raz. Ponadto maszyna wraz z szafą sterowniczą i magazynem załadunkowym tworzy jedną całość. Nie jest potrzebny ani mechaniczny, ani sterowniczy interfejs, a doskonała współpraca jest zapewniona przez INDEX jako producenta maszyn.
Zalety w porównaniu do konwencjonalnych wielowrzecionowych maszyn.
W porównaniu do klasycznego automatu tokarskiego z wieloma wrzecionami, z bębnem wrzecionowym i odpowiednio sekwencyjnym przetwarzaniem, nowa maszyna TRAUB MS12-4 ma kilka mocnych stron. Benjamin Klotz argumentuje: „Ponieważ każda pozycja wrzeciona działa jak jedno wrzeciono, wystarczy zaprogramować jedną pozycję. Resztę wykonuje sterowanie.” Ponadto to samo narzędzie może być wielokrotnie wykorzystywane w procesie – to ważna cecha przy produkcji małych detali, której klasyczne maszyny wielowrzecionowe nie mogą zrealizować.
Również w odniesieniu do czasu cyklu mogą pojawić się korzyści. Konwencjonalna maszyna wielowrzecionowa wykorzystuje swoje mocne strony, gdy wszystkie procesy jednostkowe mają podobne zapotrzebowanie czasowe. Jeśli to nie jest możliwe – na przykład w przypadku procesu wiercenia głębokich otworów – wszystkie inne operacje muszą czekać. W przypadku obróbki na TRAUB MS12-4 nie ma to znaczenia. Obrabia swój cykl jedno wrzecionowo – bez czasu oczekiwania.
Automatyzacja na całej linii
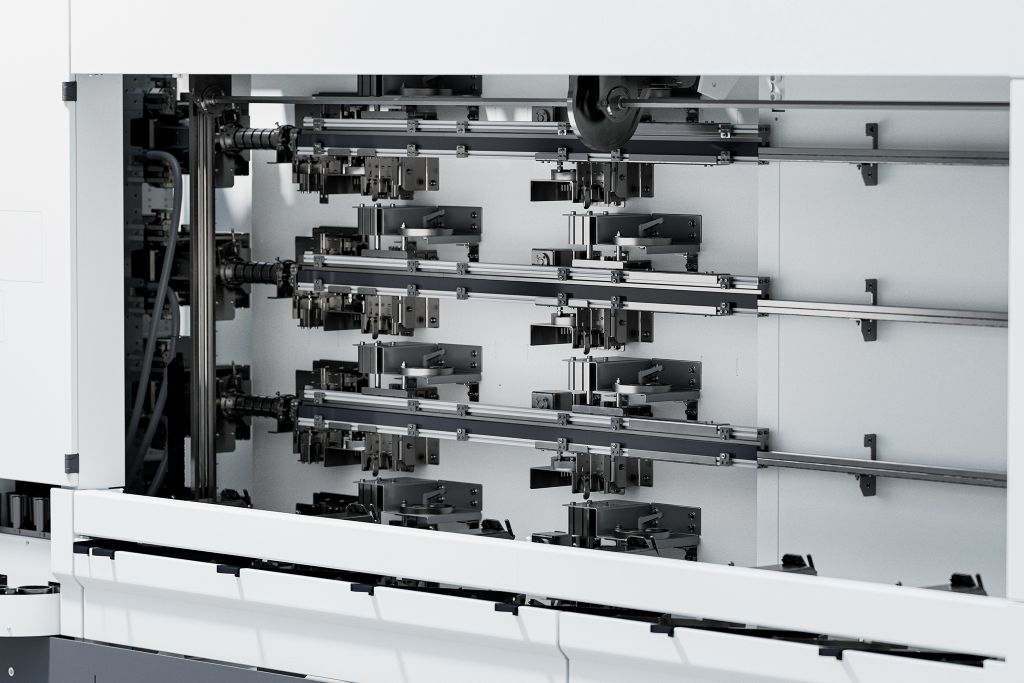
Oczywiście, w TRAUB MS12-4 zapewniono również automatyzację. INDEX opracował dla maszyny w pełni zintegrowany magazyn załadunkowy z czterema patentowanymi prowadnicami materiału, umieszczonymi jedna na drugiej. Niezależne od średnicy kanały prowadzące zapewniają zawsze wąskie i ciągłe prowadzenie materiału, nawet bez wymiany części. Zapas prętów jest obszerny i można go uzupełniać bez zatrzymywania maszyny. Resztki można odprowadzać przez obudowę wrzeciona przeciwnego.
Gotowe elementy mogą być wypłukiwane lub przekazywane do komórki robota za pomocą jednostki liniowej. Wióry są automatycznie usuwane i mogą być następnie sprasowane.
Kontakt:


