


Quando Alexander Caevskij ha assunto la direzione della CNC-Technik Seifer GmbH a Eitorf nel 2025, il meccanico di precisione qualificato e laureato in economia ha realizzato un desiderio a lungo coltivato: gestire una propria azienda. Inizialmente, si è trovato di fronte a una serie di problemi e ha accolto con favore il supporto di INGERSOLL WERKZEUGE GMBH per mettere in ordine la produzione.

Con un unico grande cliente, CNC-Technik Seifer è un fornitore di servizi piuttosto atipico. Dal 1974, il fondatore dell'azienda Gottfried Seifer ha iniziato a produrre pezzi torniti su un tornio convenzionale in una cantina della sua abitazione. Questo cliente è il produttore di ammortizzatori Boge, che si trova anch'esso a Eitorf. Con diversi proprietari, il nome dell'azienda è cambiato più volte, ma il rapporto commerciale con Seifer è rimasto ininterrotto. Nel 1992, le due figlie del fondatore hanno rilevato l'azienda, che è poi passata ad Alexander Caevskij nel maggio 2025.
Circa il 90% dei componenti prodotti da Seifer sono destinati all'azienda Boge, che oggi fa parte del gruppo ZF. Per loro vengono prodotti principalmente componenti per ammortizzatori pesanti, utilizzati ad esempio per veicoli ferroviari e camion. Seifer li produce in piccole e medie serie, principalmente in acciaio per automazione e acciaio da costruzione. Per il motorsport vengono realizzate quantità più piccole. "Poiché consegniamo sempre in modo rapido, puntuale e con la massima qualità, siamo fornitori AAA per il nostro cliente", spiega Caevskij, riferendosi a una percentuale del 98% di puntualità e a un valore ancora più alto per la qualità.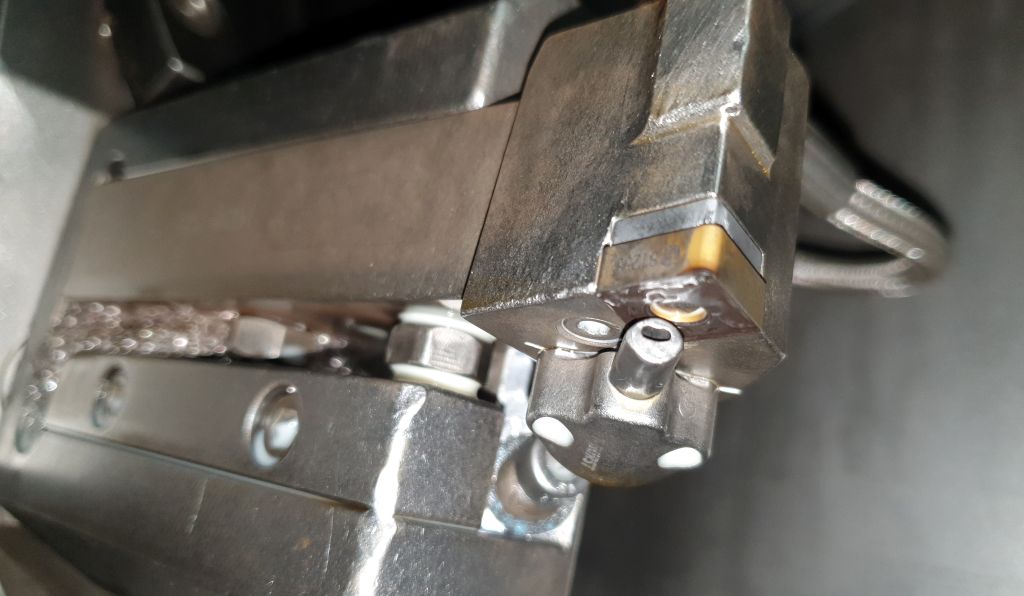
Per raggiungere questi risultati, il fornitore di servizi ha sempre dovuto sostenere un impegno molto elevato. Quando Caevskij ha conosciuto l'azienda, ha constatato che c'erano evidenti debolezze nella produzione. Due macchine automatizzate, che sono in uso da anni, non hanno mai sfruttato il loro potenziale per la produzione senza operatore. Poiché la sicurezza del processo non era garantita, le macchine non potevano essere operate senza supervisione.
Funzionavano solo quando un dipendente le sorvegliava e interveniva in caso di rotture di piastre, accumulo di trucioli o tempi di inattività insufficienti. I dati dimostrano che le macchine automatizzate hanno raggiunto tempi di funzionamento più brevi rispetto a qualsiasi altra delle 24 macchine Mazak presenti nell'azienda.
Il fatto che Seifer sia riuscita a offrire componenti relativamente a buon mercato nelle quantità richieste è dovuto al concetto delle due macchine, che si è affermato nella produzione. Due macchine sono disposte in parallelo. Una è attrezzata per il lato anteriore del pezzo, l'altra per il lato posteriore. Mentre un lato viene lavorato, l'altro può già essere bloccato. Per l'operazione è necessario solo un dipendente, che poi smussa il pezzo e lo imballa direttamente alla macchina. "Tutti si meravigliano del nostro grande turnover di materiali con solo 13 dipendenti", dice Caevskij.
Produzione ripensata
Insieme a suo fratello Paul Caevskij, che era entrato nell'azienda alcuni mesi prima per conoscere la produzione e i prodotti, il nuovo amministratore delegato si è subito messo al lavoro per ristrutturare molte cose. La causa della frequente mancanza di sicurezza del processo nella produzione era, secondo lui, gli utensili utilizzati fino ad allora. Sotto la precedente direzione aziendale, erano stati acquistati esclusivamente utensili economici. L'opinione di Paul Caevskij, che ora funge da direttore di produzione, è chiara: "A lungo termine, non si risparmia affatto, perché si finisce per acquistare gli utensili due o tre volte. Con tempi di inattività più elevati, recuperiamo rapidamente i costi più elevati per utensili migliori. Sia i fermi macchina che il continuo riavvio comportano costi e aumentano contemporaneamente il rischio di ulteriori fonti di errore."
Oltre agli utensili stessi, mancava anche il supporto da parte del produttore, che secondo Alexander Caevskij era praticamente inesistente. "I problemi sorgono di solito nel processo e poi deve essere rapida una soluzione adeguata. Fino a quando il produttore non rispondeva, avevamo già risolto il problema autonomamente." Sapeva già che con INGERSOLL le cose funzionavano in modo completamente diverso, avendo già avuto esperienze in precedenza. Prima di arrivare a Eitorf, aveva lavorato per tre anni come direttore di produzione in un'azienda di Berlino.
Lì si presentava un compito molto simile: le lavorazioni dovevano essere progettate in modo così stabile da poter poi funzionare su un impianto di automazione. INGERSOLL non solo ha garantito la sicurezza del processo, ma ha anche ridotto il tempo di funzionamento del 60%. "Quando si presentava un problema da noi, INGERSOLL era sempre subito presente e si metteva al lavoro", dice Caevskij.
INGERSOLL come risolutore di problemi richiesto
Grazie a queste esperienze positive, Caevskij non ha esitato a utilizzare i suoi contatti esistenti e a scegliere INGERSOLL come nuovo fornitore di utensili per Seifer. In un primo progetto, erano richieste soluzioni che consentissero un funzionamento senza operatore delle macchine automatizzate. A tal fine, Christopher Hees, tecnico applicativo di INGERSOLL, ha esaminato tutti i processi a Eitorf e ha verificato possibili ottimizzazioni. Per la produzione di anelli di avvitamento, ha analizzato i parametri di lavorazione. Qui sono state apportate ottimizzazioni riguardo al materiale truciolo e al materiale da taglio. La piastra da taglio utilizzata finora non era adatta per il processo esistente. Inoltre, il passaggio a utensili refrigerati internamente per migliorare l'evacuazione dei trucioli era molto importante. Christopher Hees ha realizzato questo con portautensili TB dal programma di INGERSOLL. Le placche da taglio adatte hanno portato anche a miglioramenti per il successivo processo di finitura.
Con queste misure è stato possibile raddoppiare i tempi di inattività. Un risparmio di tempo ancora maggiore è stato raggiunto nella lavorazione delle filettature. Con un attrezzo si era riusciti a lavorare appena un pallet con 24 rondelle. Dopo, l'attrezzo era così usurato che le filettature diventavano troppo strette. Per ottimizzare il processo, INGERSOLL ha utilizzato una piastra filettata a doppio tagliente, con la quale gli operatori hanno ottenuto sei volte il tempo di inattività.
Un altro pezzo problematico erano i bulloni filettati con una dura crosta di laminazione sul semilavorato. Paul Caevskij riferisce di frequenti rotture delle piastre durante la lavorazione: “Non sapevamo mai quanti pezzi funzionassero senza problemi prima che la macchina si fermasse di nuovo.” Anche qui Christopher Hees ha completamente ripensato il processo e sviluppato una nuova strategia. Inizialmente, una lama secondaria rimuove la crosta di laminazione e poi entra in gioco l'attrezzo principale con il tagliente principale in taglio liscio.
Attraverso la modifica del flusso di lavoro, è stato possibile ottenere non solo una maggiore sicurezza del processo, ma anche un aumento di cinque volte del tempo di inattività del tagliente principale.
Alta stabilità, tempi di ciclo ridotti

Nel corso dei mesi, è stata resa possibile la produzione automatizzata di un numero sempre maggiore di componenti. “Siamo stati molto spesso qui sul posto per mettere a punto e ottimizzare i processi”, riferisce Christopher Hees. “Abbiamo rapidamente e bene affrontato la sfida.” La sicurezza del processo è stata sempre al primo posto, ma come effetto collaterale si sono generalmente ottenuti anche notevoli risparmi nei tempi di ciclo. INGERSOLL ha fornito per questo molti attrezzi da praticamente tutte le sue linee di prodotto.
La refrigerazione interna si è dimostrata molto utile. “Nel processo non abbiamo mai visto esattamente dove andasse il lubrificante refrigerante”, spiega Paul Caevskij. “Con gli attrezzi di INGERSOLL con refrigerazione interna, ora è garantito che il lubrificante refrigerante arrivi sempre perfettamente al tagliente. Possiamo essere certi che il raffreddamento sia ottimale e che ci sia un'adeguata evacuazione dei trucioli.” Anche le placche di inserimento contribuiscono al successo, adattate alla lavorazione con formatori di trucioli e substrato, producendo trucioli brevi.
Ideale per la produzione automatizzata è il ChipSurfer in combinazione con il collegamento a pinza offerto da INGERSOLL. Questo collegamento previene l'estrazione del fresatore durante la sgrossatura, cosa che accadeva frequentemente da Seifer. Ulteriori vantaggi sono la consegna diretta del refrigerante, meno interfacce e alta precisione di cambio. Anche il sistema di taglio WinCut è stato apprezzato dai produttori di Eitorf. L'attrezzo stampato in 3D produce superfici migliori con un raffreddamento ottimale, oltre a una maggiore durata, risparmiando anche materiale.
Per lotti fino a 1.000 pezzi, la riduzione della larghezza di taglio da 3 a 2 mm porta a un risparmio annuale di circa 20 m di materiale. Per la gestione degli attrezzi, Seifer ha acquisito un armadio a matrice di INGERSOLL. “In questo modo si commettono meno errori e non corriamo il rischio di rimanere senza attrezzi perché non abbiamo ordinato in tempo”, spiega Paul Caevskij il vantaggio.
Due macchine risparmiate
A seconda dell'articolo, i componenti vengono ora lavorati senza operatore su entrambe le macchine automatizzate per 5-6 ore. Ciò libera capacità su altre macchine. Questo ha già portato all'uso di due macchine che ora sono disponibili per altri compiti. Nel frattempo, le ottimizzazioni nella produzione stanno progredendo. Alexander Caevskij desidera automatizzare ulteriori macchine per affrontare anche la carenza di personale qualificato.
Ha idee concrete sul processo: “Il primo passo è sempre raggiungere la sicurezza del processo. Non serve a nulla mettere un robot se non funziona in modo affidabile. Solo quando il componente funziona stabilmente, si può utilizzare un robot. Allora è semplice.” Processi stabili sono per lui anche una condizione per acquisire nuovi clienti e produrre in futuro altri componenti.
Contatto:


