


Präzision, Prozesssicherheit und Qualität sind bei sicherheitsrelevanten Industriearmaturen keine Option – sie sind Pflicht. Die VETEC Ventiltechnik GmbH entwickelt und fertigt seit Jahrzehnten hochwertige Drehkegelventile und Sonderarmaturen für industrielle Anwendungen. Als Zulieferer von High-End-Komponenten muss jeder Produktionsschritt höchsten Anforderungen gerecht werden – so auch die Entgratung.

Die Besonderheit bei VETEC: Statt Serienfertigung setzt das Unternehmen konsequent auf maßgeschneiderte Einzellösungen, die präzise auf die Anforderungen der Kunden abgestimmt werden – häufig aus schwer zerspanbaren Werkstoffen wie Kobaltbasislegierungen, Titan oder Zirkonium. Gefertigt werden die verschiedenen Bauteile auf einer modernen NC-Maschinenflotte mit Bearbeitungszentren von Heller, DMG, Index und anderen.
Dank eines konsequent digitalisierten Shopfloors – u. a. mit COSCOM-Integration und Info-Terminals – laufen Prozesse effizient und transparent. Dennoch sorgte ein Thema immer wieder für Verzögerung: das Entgraten von Durchgangsbohrungen in Edelstahl-Gehäusen, die als Flansch eingesetzt werden.

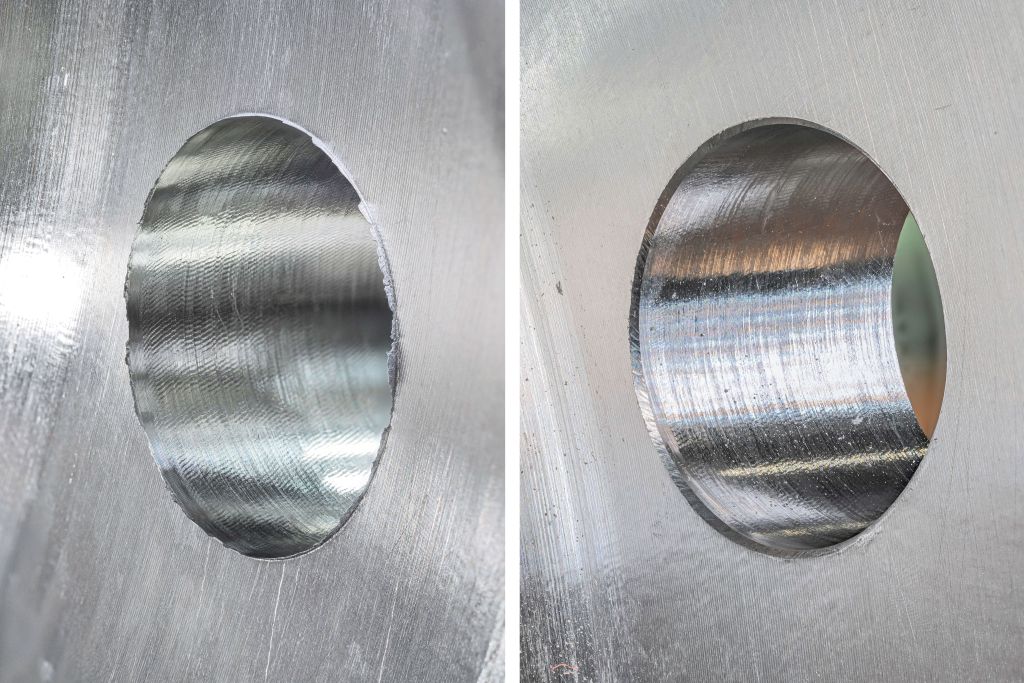
Im Zentrum des Problems standen Flansche aus einem Sandguss, bei denen es insbesondere an den durch den Guss bedingten, undefinierten Austrittskanten der Flanschbohrungen zu deutlich sichtbaren Graten kam. Die Folge: hoher Nachbearbeitungsaufwand per Hand bzw. mit starr eingespannten Fasenfräsern. Dadurch entstanden an den undefinierten Rohflächen unsaubere, ungleichmäßige Fasen und Kanten. Ebenso variierten die Prozesszeiten und eine Wiederholgenauigkeit war nicht gegeben. „Der Grat war klein, aber er hat den ganzen Ablauf gestört“, beschreibt Marcus Schneider, Technischer Außendienst der Firma KEMPF.
„Besonders kritisch: Bei sicherheitsrelevanten Bauteilen ist ein definierter Kantenverlauf oft zwingend – manuelles Nacharbeiten bedeutet also nicht nur Zeitverlust, sondern auch Unsicherheit in der Qualitätsprüfung.“
Die Wendung für das Gratproblem kam mit dem Einsatz des ibex-Entgratsystems des Entgratspezialisten KEMPF aus Reichenbach an der Fils. Entwickelt für die automatisierte Konturbearbeitung von undefinierten Bauteilen auf CNC-Bearbeitungszentren, kombiniert das Entgratsystem – bestehend aus Ausgleichshalter und speziellen CrossCut Fräsern – die Vorteile definierter Entgratung mit maximaler Prozesssicherheit auch bei anspruchsvollen Bauteilgeometrien.
Der ibex-Ausgleichshalter, der in drei verschiedenen, vordefinierten Härtestufen angeboten wird (Soft, Medium und Hard), eignet sich dabei durch Druck- und Zugausgleich von bis zu 10 mm für die vorderseitige sowie für die rückseitige Bearbeitung von Bohrungen. Sobald der Fräser auf die Kante des Werkstückes trifft, kann dieser durch den linear gelagerten Ausgleich des ibex-Ausgleichshalters die axiale Bewegung sowohl vorwärts, als auch rückwärts durchführen. Im Zusammenspiel mit den (bei der Bearbeitung) vorgespannten kegelförmigen ibex-Entgratfräsern können damit auch radial liegende Maßabweichungen des Bauteils ausgeglichen werden. Somit hat der Entgratfräser auch bei größeren Konturabweichungen immer eine gleichmäßige Eingriffstiefe am Werkstück und erzeugt dadurch eine gleichmäßige Fase an der Werkstückkante – ohne manuellen Eingriff des Mitarbeiters. Zudem lässt sich das ibex-Entgratsystem – wie bei VETEC – auch perfekt in die Einzelteilfertigung integrieren, bei der sich Geometrien regelmäßig ändern. Statt aufwendiger manueller Anpassungen wird die Kontur direkt in der Maschine entgratet – exakt, definiert und sicher. Da das ibex-Entgratsystem direkt in das NC-Programm eingebunden wird, erfolgt der Entgratvorgang als fester Bestandteil des Bearbeitungsprozesses: inline, automatisiert und unabhängig vom Bedienpersonal.

Mit dem Einsatz des ibex-Werkzeugs von KEMPF konnte SAMSON VETEC nicht nur den Bearbeitungsprozess bei spezifischen Bauteilen optimieren, sondern auch das Qualitätsniveau und den optischen Eindruck verbessern – ein echter Fortschritt in der hochspezialisierten Welt der Einzelteilfertigung. Seither kann der gesamte Bearbeitungsprozess inklusive Entgratvorgang direkt auf der Maschine erfolgen (‚von der Spindel in die Kiste!‘) – auch bei variierenden Bauteilgeometrien, wie sie bei VETEC durch die hohe Individualisierung häufig auftreten.
„Die manuelle Nachbearbeitung entfällt vollständig“, unterstreicht Marcus Schneider. „Das Werkzeug ist deshalb inzwischen fester Bestandteil in mehreren Bearbeitungsprozessen und soll perspektivisch auf weitere Bauteile ausgeweitet werden.“ So bleibt VETEC dem eigenen Anspruch treu: Ventiltechnik auf höchstem Niveau – bis ins letzte Detail.
Kontakt:


