


A precizitás, a folyamatbiztonság és a minőség a biztonsági szempontból releváns ipari szelepeknél nem opció – kötelező. A VETEC Ventiltechnik GmbH évtizedek óta fejleszt és gyárt magas minőségű forgókúp szelepeket és különleges szelepeket ipari alkalmazásokhoz. Mint a csúcsminőségű alkatrészek beszállítója, minden gyártási lépésnek a legmagasabb követelményeknek kell megfelelnie – így a lemezek élezése is.

A VETEC különlegessége: A vállalat a sorozatgyártás helyett következetesen a testreszabott egyedi megoldásokra összpontosít, amelyek pontosan a vásárlók igényeihez igazodnak – gyakran nehezen megmunkálható anyagokból, mint például kobaltbázis-ötvözetek, titán vagy cirkónium. A különböző alkatrészeket egy modern NC-gépflottán gyártják, amely Heller, DMG, Index és mások megmunkáló központjaiból áll.
A következetesen digitalizált shopfloor-nak köszönhetően – többek között COSCOM-integrációval és információs terminálokkal – a folyamatok hatékonyan és átláthatóan zajlanak. Ennek ellenére egy téma folyamatosan késedelmet okozott: a rozsdamentes acél házak átbúvó furatainak lecsiszolása, amelyeket flangeszközként használnak.
A probléma középpontjában homoköntött peremek álltak, amelyeknél különösen a öntésből adódó, meghatározatlan kiömlési élek miatt jól látható sorja keletkezett a peremfuratoknál. Ennek következménye: magas utólagos kézi megmunkálási igény, illetve mereven rögzített fazékolókkal végzett munka. Ennek következtében a meghatározatlan nyersfelületeken rendetlen, egyenetlen fazék és élek alakultak ki. A folyamatidők is változóak voltak, és a megismételhetőség nem volt biztosított. „A sorja kicsi volt, de megzavarta az egész folyamatot” - írja le Marcus Schneider, a KEMPF cég műszaki külkereskedelmi munkatársa.
„Különösen kritikus: A biztonsági szempontból releváns alkatrészeknél a meghatározott élvezetés gyakran kötelező – a kézi utómunkálatok nemcsak időveszteséget jelentenek, hanem a minőségellenőrzésben is bizonytalanságot okoznak.“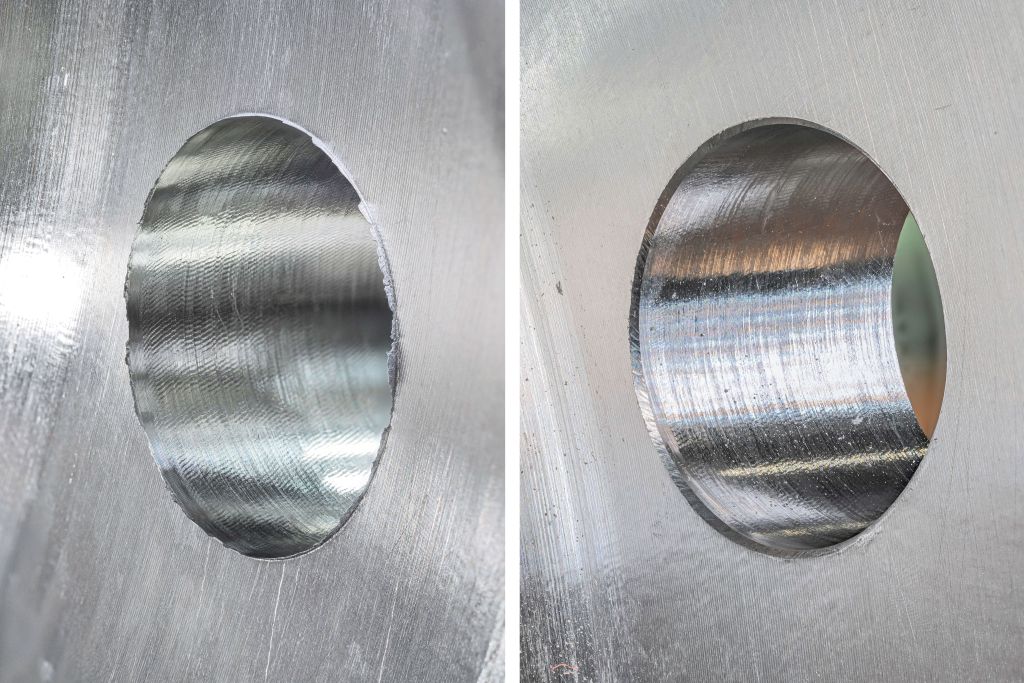
A sorjázási probléma megoldása a KEMPF, a Reichenbach an der Fils-i sorjázási szakértő ibex sorjázó rendszerének alkalmazásával érkezett el. Az automatizált kontúrfeldolgozásra tervezett, definiálatlan alkatrészek CNC megmunkáló központokon történő feldolgozásához az entgrát rendszer – amely kiegyenlítő tartóból és speciális CrossCut marókból áll – a definiált sorjázás előnyeit ötvözi a maximális folyamatbiztonsággal, még a bonyolult alkatrészgeometriák esetén is.
Az ibex kiegyenlítő tartó, amely három különböző, előre definiált keménységi fokozatban érhető el (Lágy, Közepes és Kemény), a nyomás- és húzókiegyenlítés révén akár 10 mm-ig alkalmas a furatok elülső és hátsó megmunkálására. Amint a maró a munkadarab széléhez ér, az ibex kiegyenlítő tartó lineárisan elhelyezett kiegyenlítése lehetővé teszi a tengelyirányú mozgást előre és hátra egyaránt. A (megmunkálás során) előfeszített kúp alakú ibex élletörő marókkal együttműködve a munkadarab radiálisan elhelyezkedő méreteltérései is kiegyenlíthetők. Így az élletörő maró mindig egyenletes behatolási mélységgel dolgozik a munkadarabon, még nagyobb kontúrelkülönbözőségek esetén is, és ezzel egyenletes fazettát hoz létre a munkadarab szélén – anélkül, hogy a munkatárs manuálisan beavatkozna. Ezenkívül az ibex élletörő rendszer – mint a VETEC esetében – tökéletesen integrálható az egyedi alkatrészgyártásba, ahol a geometriák rendszeresen változnak. A bonyolult manuális beállítások helyett a kontúr közvetlenül a gépben kerül élletörésre – pontosan, meghatározott módon és biztonságosan. Mivel az ibex élletörő rendszer közvetlenül be van építve az NC-programba, az élletörési folyamat a megmunkálási folyamat szerves részét képezi: inline, automatizált és független a kezelőszemélyzettől.
A KEMPF ibex szerszámának alkalmazásával a SAMSON VETEC nemcsak a specifikus alkatrészek feldolgozási folyamatát tudta optimalizálni, hanem a minőségi szintet és az optikai benyomást is javítani tudta – igazi előrelépés a rendkívül specializált egyedi alkatrészgyártás világában. Azóta az egész feldolgozási folyamat, beleértve a sorjázást, közvetlenül a gépen végezhető el („a tengelyből a dobozba!”) – még a VETEC-nél a magas fokú testreszabás miatt gyakran előforduló változó alkatrészgeometriák esetén is.
„A manuális utómunka teljesen elmarad“ – hangsúlyozza Marcus Schneider. „A szerszám ezért mára már szilárd részévé vált több megmunkálási folyamatnak, és a jövőben további alkatrészekre is ki szeretnénk terjeszteni.“ Így a VETEC hű marad saját elvárásaihoz: szelektechnika a legmagasabb szinten – a legapróbb részletekig.
Kapcsolat:


