


Précision, sécurité des processus et qualité ne sont pas une option pour les vannes industrielles critiques pour la sécurité - elles sont obligatoires. VETEC Ventiltechnik GmbH développe et fabrique depuis des décennies des vannes à cône tournant de haute qualité et des vannes spéciales pour des applications industrielles. En tant que fournisseur de composants haut de gamme, chaque étape de production doit répondre aux exigences les plus élevées - y compris le débourrage.

La particularité de VETEC : au lieu de la production en série, l'entreprise mise systématiquement sur des solutions sur mesure, précisément adaptées aux exigences des clients - souvent à partir de matériaux difficiles à usiner comme les alliages à base de cobalt, le titane ou le zirconium. Les différentes pièces sont fabriquées sur une flotte moderne de machines NC avec des centres d'usinage de Heller, DMG, Index et d'autres.
Grâce à un shopfloor entièrement numérisé - notamment avec intégration COSCOM et terminaux d'information - les processus sont efficaces et transparents. Cependant, un sujet a régulièrement causé des retards : le débourrage des trous traversants dans des boîtiers en acier inoxydable utilisés comme flasques.
Au centre du problème se trouvaient des flasques en fonte, où des bavures clairement visibles se produisaient en raison des bords de sortie indéfinis des trous de flasque causés par la fonte. La conséquence : un important travail de retouche à la main ou avec des fraiseuses à chanfrein rigides. Cela a entraîné des chanfreins et des bords irréguliers sur les surfaces brutes indéfinies. Les temps de processus variaient également et une précision de répétition n'était pas donnée. « La bavure était petite, mais elle a perturbé tout le processus », décrit Marcus Schneider, service technique de l'entreprise KEMPF.
« Particulièrement critique : pour les pièces critiques pour la sécurité, un contour de bord défini est souvent impératif - le travail manuel de retouche signifie donc non seulement une perte de temps, mais aussi une incertitude dans le contrôle de qualité. »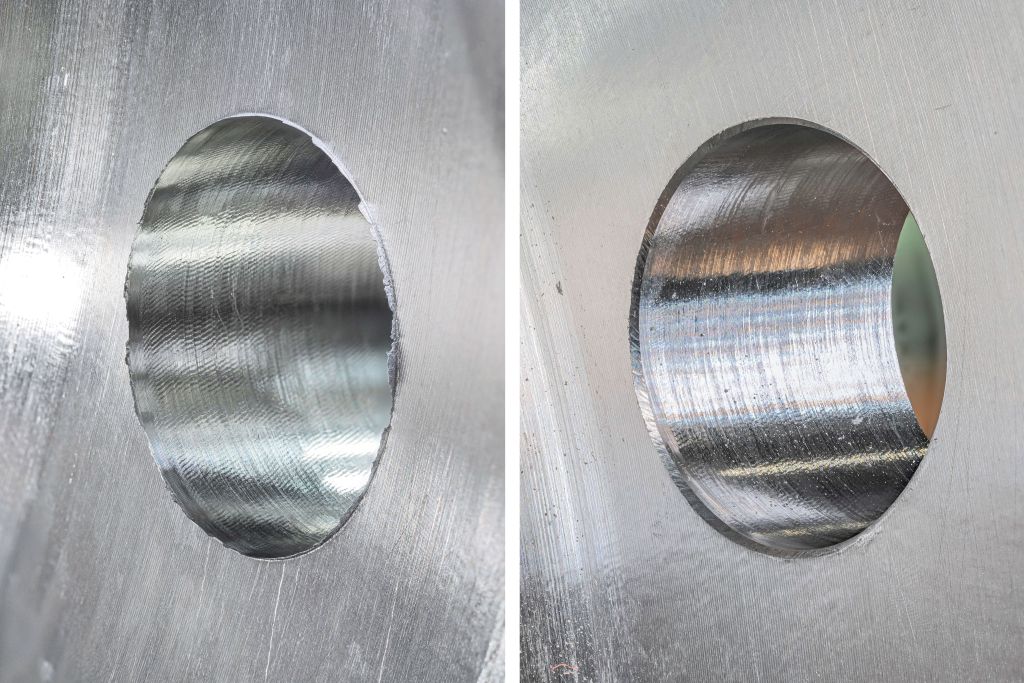
Le tournant pour le problème de bavure est venu avec l'utilisation du système de débourrage ibex du spécialiste du débourrage KEMPF de Reichenbach an der Fils. Développé pour l'usinage automatisé de contours de pièces indéfinies sur des centres d'usinage CNC, le système de débourrage - composé d'un support d'équilibrage et de fraises CrossCut spéciales - combine les avantages d'un débourrage défini avec une sécurité de processus maximale même pour des géométries de pièces exigeantes.
Le support d'équilibrage ibex, proposé en trois niveaux de dureté prédéfinis (Soft, Medium et Hard), convient grâce à l'équilibrage de pression et de traction allant jusqu'à 10 mm pour l'usinage avant et arrière des trous. Dès que la fraise touche le bord de la pièce, elle peut, grâce à l'équilibrage linéaire du support d'équilibrage ibex, effectuer le mouvement axial à la fois vers l'avant et vers l'arrière. En interaction avec les fraises de débourrage coniques ibex (pré-tendues lors de l'usinage), les écarts de mesure radiaux de la pièce peuvent également être compensés. Ainsi, la fraise de débourrage a toujours une profondeur d'engagement uniforme sur la pièce, même en cas de plus grandes déviations de contour, et produit ainsi un chanfrein uniforme au bord de la pièce - sans intervention manuelle de l'opérateur. De plus, le système de débourrage ibex - comme chez VETEC - peut également être parfaitement intégré dans la fabrication de pièces uniques, où les géométries changent régulièrement. Au lieu d'ajustements manuels complexes, le contour est débourré directement dans la machine - de manière précise, définie et sûre. Comme le système de débourrage ibex est directement intégré dans le programme NC, le processus de débourrage se déroule comme une partie intégrante du processus d'usinage : en ligne, automatisé et indépendant du personnel opérant.
Avec l'utilisation de l'outil ibex de KEMPF, SAMSON VETEC a pu non seulement optimiser le processus d'usinage pour des pièces spécifiques, mais aussi améliorer le niveau de qualité et l'impression visuelle - un véritable progrès dans le monde hautement spécialisé de la fabrication de pièces uniques. Depuis, l'ensemble du processus d'usinage, y compris le débourrage, peut être effectué directement sur la machine (« de la broche dans la boîte ! ») - même pour des géométries de pièces variables, comme celles qui se produisent souvent chez VETEC en raison de la forte individualisation.
« La retouche manuelle est complètement supprimée », souligne Marcus Schneider. « L'outil est donc désormais une partie intégrante de plusieurs processus d'usinage et devrait être étendu à d'autres pièces à l'avenir. » Ainsi, VETEC reste fidèle à sa propre exigence : technologie des vannes au plus haut niveau - jusqu'au dernier détail.
Contact :


