


Precyzja, bezpieczeństwo procesów i jakość w przypadku przemysłowych armatur bezpieczeństwa nie są opcją - są obowiązkiem. VETEC Ventiltechnik GmbH od dziesięcioleci opracowuje i produkuje wysokiej jakości zawory stożkowe i armatury specjalne do zastosowań przemysłowych. Jako dostawca komponentów high-end każdy krok produkcji musi spełniać najwyższe wymagania - tak samo jak usuwanie zadziorów.

Cechą szczególną VETEC jest to, że zamiast produkcji seryjnej firma konsekwentnie stawia na dostosowane do potrzeb rozwiązania indywidualne, precyzyjnie dopasowane do wymagań klientów - często z trudnych do obróbki materiałów, takich jak stopy na bazie kobaltu, tytan czy cyrkon. Różne elementy są produkowane na nowoczesnej flocie maszyn NC z centrami obróbczych Heller, DMG, Index i innych.
Dzięki konsekwentnie zdigitalizowanemu shopfloorowi - m.in. z integracją COSCOM i terminalami informacyjnymi - procesy przebiegają efektywnie i przejrzyście. Niemniej jednak jedno zagadnienie wielokrotnie powodowało opóźnienia: usuwanie zadziorów z otworów przelotowych w obudowach ze stali nierdzewnej, które są stosowane jako flansze.
W centrum problemu znajdowały się flansze z odlewu piaskowego, w przypadku których szczególnie widoczne były zadziorów na krawędziach otworów flanszowych spowodowane przez odlew. Skutek: wysoki nakład pracy ręcznej lub z użyciem sztywno zamocowanych frezów fazowych. W ten sposób na nieokreślonych surowych powierzchniach powstawały nieczyste, nierównomierne fazy i krawędzie. Czas procesów również się różnił, a powtarzalność nie była zapewniona. „Zadzior był mały, ale zakłócał cały proces”, opisuje Marcus Schneider, techniczny przedstawiciel handlowy firmy KEMPF.
„Szczególnie krytyczne: W przypadku elementów związanych z bezpieczeństwem zdefiniowany przebieg krawędzi jest często niezbędny - ręczna obróbka oznacza więc nie tylko stratę czasu, ale także niepewność w kontroli jakości.”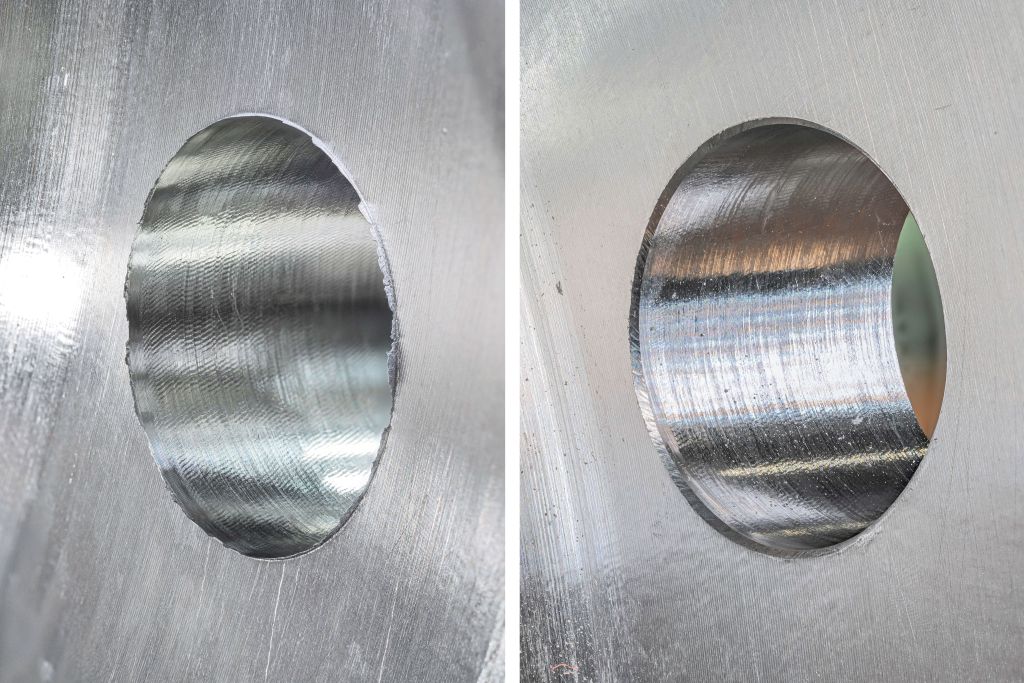
Rozwiązanie problemu z zadziorami przyszło z zastosowaniem systemu usuwania zadziorów ibex od specjalisty w tej dziedzinie KEMPF z Reichenbach an der Fils. Opracowany do zautomatyzowanej obróbki konturów nieokreślonych elementów na centrach obróbczych CNC, system usuwania zadziorów - składający się z uchwytu wyrównawczego i specjalnych frezów CrossCut - łączy zalety zdefiniowanego usuwania zadziorów z maksymalnym bezpieczeństwem procesu, nawet przy wymagających geometriach elementów.
Uchwyt wyrównawczy ibex, który jest oferowany w trzech różnych, wstępnie zdefiniowanych stopniach twardości (Soft, Medium i Hard), nadaje się dzięki wyrównaniu ciśnienia i ciągu do 10 mm do obróbki zarówno przedniej, jak i tylnej otworów. Gdy frez napotyka krawędź elementu, dzięki liniowemu wyrównaniu uchwytu ibex może przeprowadzać ruch osiowy zarówno do przodu, jak i do tyłu. W połączeniu z (podczas obróbki) wstępnie napiętymi stożkowymi frezami ibex do usuwania zadziorów, można również wyrównać promieniowe odchylenia wymiarowe elementu. Dzięki temu frez do usuwania zadziorów ma zawsze równomierną głębokość wejścia w elemencie, nawet przy większych odchyleniach konturu, i wytwarza w ten sposób równomierną fazę na krawędzi elementu - bez ręcznego wkładu pracownika. Ponadto system usuwania zadziorów ibex - jak w przypadku VETEC - można również doskonale zintegrować z produkcją elementów pojedynczych, w której geometrie regularnie się zmieniają. Zamiast skomplikowanych ręcznych dostosowań kontur jest usuwany bezpośrednio w maszynie - dokładnie, zdefiniowane i bezpiecznie. Ponieważ system usuwania zadziorów ibex jest bezpośrednio zintegrowany z programem NC, proces usuwania zadziorów odbywa się jako stały element procesu obróbczej: inline, zautomatyzowany i niezależny od personelu obsługującego.
Dzięki zastosowaniu narzędzia ibex od KEMPF, SAMSON VETEC mógł nie tylko zoptymalizować proces obróbczy w przypadku specyficznych elementów, ale także poprawić poziom jakości i wrażenie wizualne - prawdziwy postęp w wysoko wyspecjalizowanym świecie produkcji elementów pojedynczych. Od tego czasu cały proces obróbczy, w tym proces usuwania zadziorów, może odbywać się bezpośrednio na maszynie („z wrzeciona do skrzynki!”) - nawet przy zmieniających się geometriach elementów, które często występują w VETEC z powodu wysokiej indywidualizacji.
„Ręczna obróbka została całkowicie wyeliminowana”, podkreśla Marcus Schneider. „Narzędzie to stało się zatem stałym elementem w kilku procesach obróbczych i ma być w przyszłości rozszerzone na inne elementy.” Tak VETEC pozostaje wierne swojemu własnemu wymaganiu: technika zaworowa na najwyższym poziomie - aż do ostatniego szczegółu.
Kontakt:


