


Точність, процесна безпека та якість у безпечних промислових арматурах - це не опція, а обов'язок. Компанія VETEC Ventiltechnik GmbH розробляє та виготовляє протягом десятиліть високоякісні конічні клапани та спеціальні арматури для промислових застосувань. Як постачальник компонентів високого класу, кожен етап виробництва повинен відповідати найвищим вимогам - так само, як і зняття задирок.

Особливість VETEC: замість серійного виробництва компанія послідовно робить ставку на індивідуальні рішення, які точно відповідають вимогам клієнтів - часто з важко оброблюваних матеріалів, таких як кобальтові сплави, титан або цирконій. Різні деталі виготовляються на сучасному парку NC-верстатів з обробними центрами Heller, DMG, Index та інших.
Завдяки послідовно цифровізованому виробничому майданчику - зокрема, з інтеграцією COSCOM та інформаційними терміналами - процеси проходять ефективно та прозоро. Проте одна тема постійно викликала затримки: зняття задирок з проходних отворів у корпусах з нержавіючої сталі, які використовуються як фланці.
У центрі проблеми були фланці з піскового лиття, де особливо на невизначених вихідних краях фланцевих отворів, викликаних литтям, виникали помітні задири. Наслідок: високі витрати на доопрацювання вручну або з жорстко закріпленими фасонними фрезами. Внаслідок цього на невизначених сирих поверхнях утворювалися неохайні, нерівномірні фаски та краї. Також варіювалися часи процесу, і точність повторення не була забезпечена. "Задир був малим, але він порушив весь процес", - описує Маркус Шнайдер, технічний зовнішній представник компанії KEMPF.
"Особливо критично: для безпечних компонентів визначений контур країв часто є обов'язковим - ручна доопрацювання означає не лише втрату часу, але й невизначеність у перевірці якості."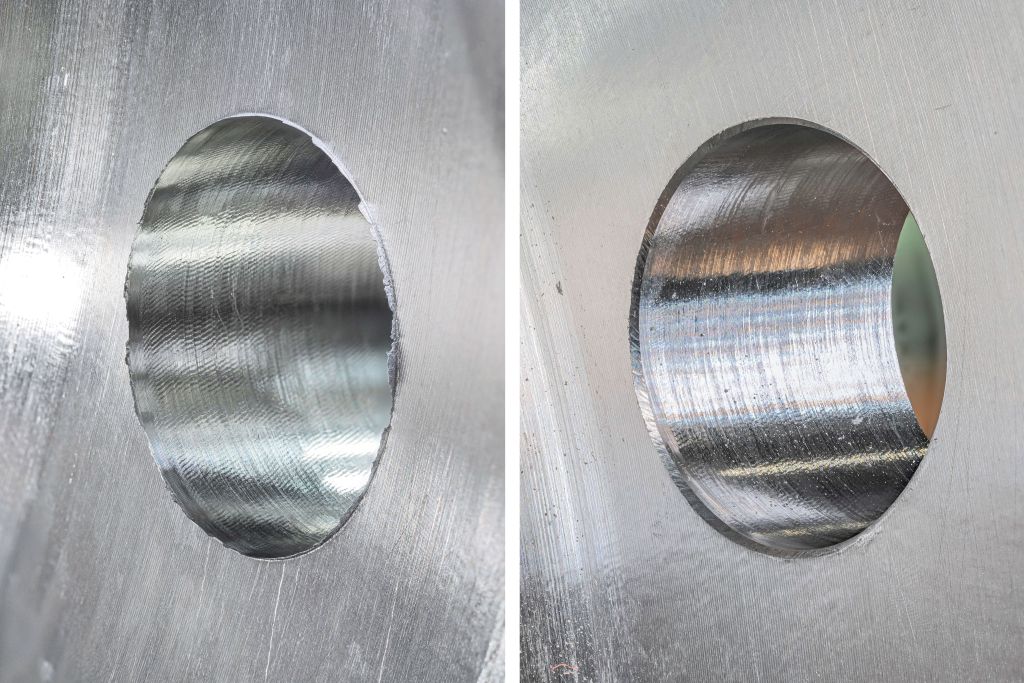
Перелом у вирішенні проблеми задирів стався з використанням системи зняття задирок ibex від спеціаліста з зняття задирок KEMPF з Рейхенбаха на Фільсі. Розроблена для автоматизованої обробки контурів невизначених деталей на CNC-обробних центрах, система зняття задирок - що складається з регулятора та спеціальних фрез CrossCut - поєднує переваги визначеного зняття задирок з максимальною процесною безпекою навіть при складних геометріях деталей.
Регулятор ibex, який пропонується у трьох різних, попередньо визначених ступенях жорсткості (Soft, Medium та Hard), підходить завдяки компенсації тиску та натягу до 10 мм для обробки як передньої, так і зворотної сторін отворів. Як тільки фреза стикається з краєм деталі, вона може завдяки лінійно розташованій компенсації регулятора ibex виконувати осьовий рух як вперед, так і назад. У поєднанні з (під час обробки) попередньо закріпленими конічними фрезами ibex для зняття задирок, також можуть бути компенсовані радіальні відхилення розміру деталі. Таким чином, фреза для зняття задирок навіть при більших відхиленнях контуру завжди має рівномірну глибину входження в деталь і створює таким чином рівномірну фаску на краю деталі - без ручного втручання працівника. Крім того, система зняття задирок ibex - як у VETEC - також ідеально інтегрується в виробництво одиничних деталей, де геометрії регулярно змінюються. Замість складних ручних налаштувань контур безпосередньо знімається на верстаті - точно, визначено та безпечно. Оскільки система зняття задирок ibex безпосередньо інтегрується в NC-програму, процес зняття задирок відбувається як невід'ємна частина обробного процесу: в режимі онлайн, автоматизовано та незалежно від операторів.
З використанням інструменту ibex від KEMPF компанія SAMSON VETEC змогла не лише оптимізувати процес обробки конкретних деталей, але й покращити рівень якості та візуальне враження - справжній прогрес у високоспеціалізованому світі виробництва одиничних деталей. Відтепер весь процес обробки, включаючи зняття задирок, може відбуватися безпосередньо на верстаті ("з шпинделя в ящик!") - навіть при змінних геометріях деталей, які часто виникають у VETEC через високу індивідуалізацію.
"Ручне доопрацювання повністю відпадає", - підкреслює Маркус Шнайдер. "Інструмент тому вже є невід'ємною частиною кількох обробних процесів і має бути перспективно розширений на інші деталі." Таким чином, VETEC залишається вірною своїм вимогам: арматурна техніка найвищого рівня - до останньої деталі.
Контакт:


