


Precision, process reliability, and quality are not an option for safety-relevant industrial valves – they are a requirement. VETEC Ventiltechnik GmbH has been developing and manufacturing high-quality cone valves and special fittings for industrial applications for decades. As a supplier of high-end components, every production step must meet the highest standards – including deburring.

The special feature at VETEC: Instead of mass production, the company consistently focuses on customized individual solutions that are precisely tailored to customer requirements – often from difficult-to-machine materials such as cobalt-based alloys, titanium, or zirconium. The various components are manufactured on a modern fleet of NC machines with machining centers from Heller, DMG, Index, and others.
Thanks to a consistently digitized shop floor – including COSCOM integration and info terminals – processes run efficiently and transparently. However, one issue repeatedly caused delays: the deburring of through holes in stainless steel housings used as flanges.
The problem centered around flanges made from sand cast, where particularly the undefined exit edges of the flange holes caused clearly visible burrs due to the casting. The consequence: high rework effort by hand or with rigidly clamped chamfer cutters. This resulted in rough, uneven chamfers and edges on the undefined raw surfaces. Process times also varied, and repeat accuracy was not given. 'The burr was small, but it disrupted the entire process,' describes Marcus Schneider, Technical Sales of KEMPF.
'Especially critical: For safety-relevant components, a defined edge contour is often mandatory – manual reworking means not only loss of time but also uncertainty in quality inspection.'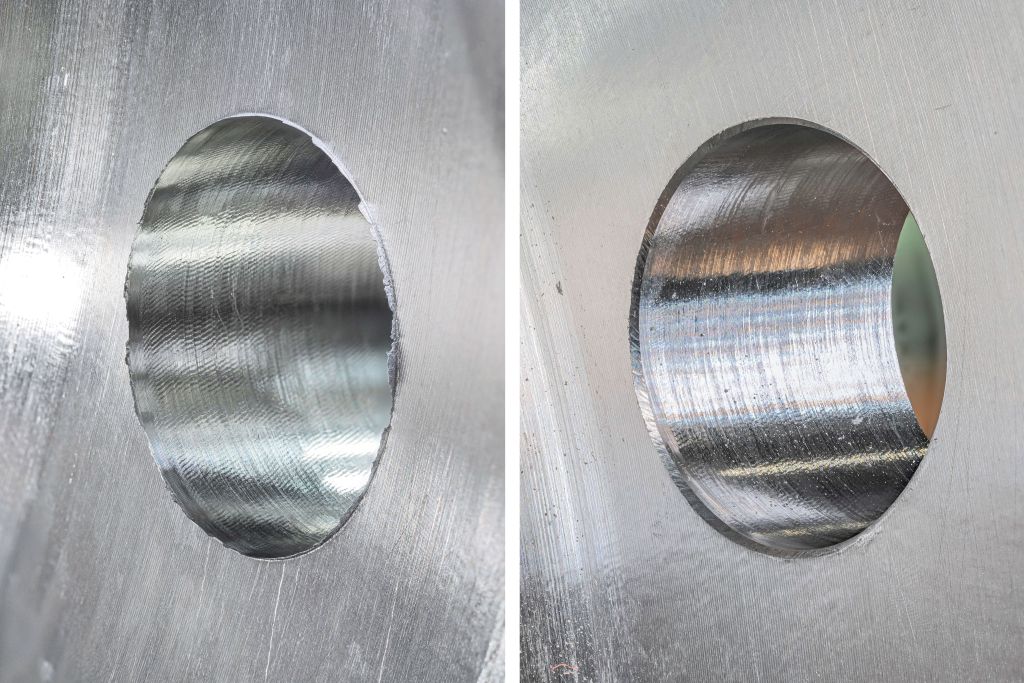
The turning point for the burr problem came with the use of the ibex deburring system from the deburring specialist KEMPF from Reichenbach an der Fils. Developed for the automated contour processing of undefined components on CNC machining centers, the deburring system – consisting of a compensator and special CrossCut milling cutters – combines the advantages of defined deburring with maximum process reliability even with complex component geometries.
The ibex compensator, which is offered in three different predefined hardness levels (Soft, Medium, and Hard), is suitable for both front and rear processing of holes due to pressure and tension compensation of up to 10 mm. As soon as the milling cutter meets the edge of the workpiece, it can perform axial movement both forwards and backwards through the linear support of the ibex compensator. In combination with the (during processing) pre-tensioned conical ibex deburring cutters, radial dimensional deviations of the component can also be compensated. Thus, the deburring cutter always has a uniform engagement depth on the workpiece even with larger contour deviations, creating a uniform chamfer on the workpiece edge – without manual intervention from the operator. In addition, the ibex deburring system – as with VETEC – can also be perfectly integrated into individual part production, where geometries change regularly. Instead of elaborate manual adjustments, the contour is deburred directly in the machine – precisely, defined, and safely. Since the ibex deburring system is directly integrated into the NC program, the deburring process takes place as a fixed part of the machining process: inline, automated, and independent of the operating personnel.
With the use of the ibex tool from KEMPF, SAMSON VETEC was able to not only optimize the machining process for specific components but also improve the quality level and visual impression – a real advancement in the highly specialized world of individual part production. Since then, the entire machining process, including the deburring process, can take place directly on the machine ('from the spindle into the box!') – even with varying component geometries, as frequently occurs at VETEC due to high customization.
'Manual reworking is completely eliminated,' emphasizes Marcus Schneider. 'The tool has therefore become an integral part of several machining processes and is expected to be expanded to other components in the future.' Thus, VETEC remains true to its own claim: valve technology at the highest level – down to the last detail.
Contact:


