


Přesnost, procesní bezpečnost a kvalita nejsou u bezpečnostně relevantních průmyslových armatur volbou – jsou povinností. Společnost VETEC Ventiltechnik GmbH vyvíjí a vyrábí již desítky let vysoce kvalitní otočné kuželové ventily a speciální armatury pro průmyslové aplikace. Jako dodavatel vysoce kvalitních komponentů musí každý výrobní krok splňovat nejvyšší požadavky – a to platí i pro odhrotování.

Specifikum společnosti VETEC: Místo sériové výroby se firma důsledně zaměřuje na na míru šité jednotlivé řešení, která jsou přesně přizpůsobena požadavkům zákazníků – často z těžko obráběných materiálů, jako jsou slitiny na bázi kobaltu, titan nebo zirkonium. Různé součásti jsou vyráběny na moderním parku NC strojů s obráběcími centry od Heller, DMG, Index a dalších.
Díky důsledně digitalizované výrobní hale – mimo jiné s integrací COSCOM a informačními terminály – probíhají procesy efektivně a transparentně. Přesto jedno téma opakovaně způsobovalo zpoždění: odhrotování průchozích otvorů v nerezových skříních, které jsou používány jako příruby.
V centru problému stály příruby z pískového odlitku, u kterých došlo zejména k výrazně viditelným otřepům na nejasně definovaných výstupních hranách otvorů pro šrouby způsobeným odlitím. Následkem toho byl vysoký dodatečný pracovní úkon ručně nebo s pevně upnutými fazetovými frézami. Tím vznikaly na nejasně definovaných surových plochách nečisté, nerovnoměrné fazety a hrany. Také se lišily procesní časy a nebyla zajištěna opakovací přesnost. „Otřep byl malý, ale narušoval celý proces,“ popisuje Marcus Schneider, technický zástupce firmy KEMPF.
„Zvlášť kritické: U bezpečnostně relevantních komponentů je často nezbytný definovaný průběh hran – ruční dodatečné zpracování tedy znamená nejen ztrátu času, ale také nejistotu v kvalitativním hodnocení.“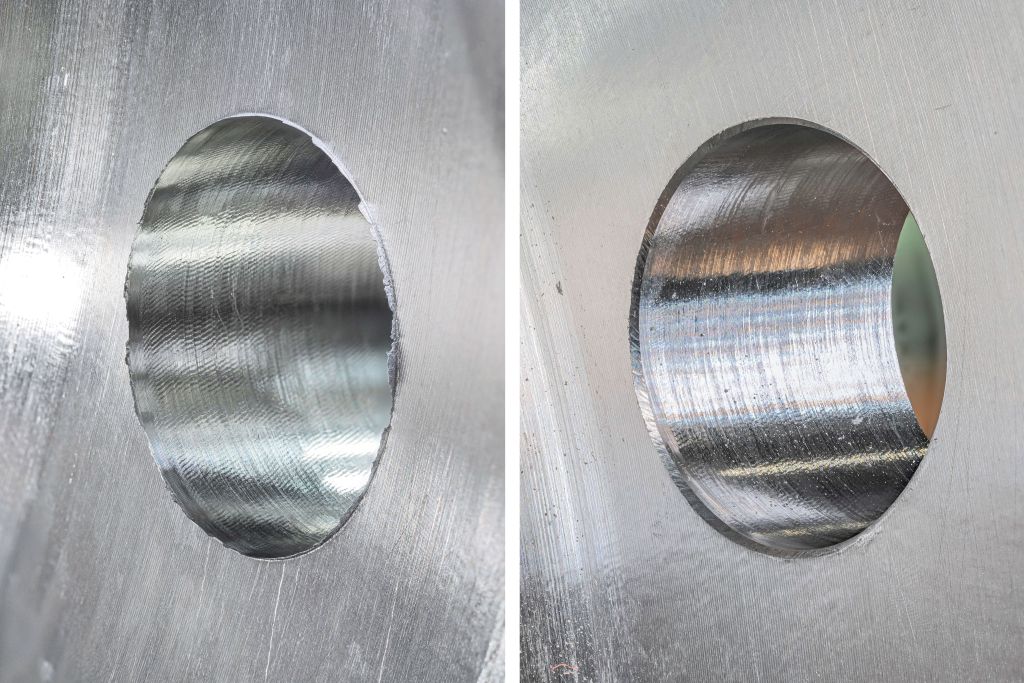
Obrat v otázce odhrotování přišel s nasazením systému odhrotování ibex od specialisty na odhrotování KEMPF z Reichenbachu an der Fils. Vyvinutý pro automatizované tvarové zpracování nedefinovaných dílů na CNC obráběcích centrech, kombinuje tento systém odhrotování – složený z vyrovnávacího držáku a speciálních fréz CrossCut – výhody definovaného odhrotování s maximální procesní bezpečností i při náročných geometrických tvarech dílů.
Ibex vyrovnávací držák, který je nabízen ve třech různých, předdefinovaných tvrdostech (Soft, Medium a Hard), je díky vyrovnání tlaku a tahu až do 10 mm vhodný pro přední i zadní zpracování otvorů. Jakmile fréza narazí na hranu obrobku, může díky lineárně uloženému vyrovnání ibex vyrovnávacího držáku provádět axiální pohyb jak vpřed, tak vzad. V kombinaci s (při zpracování) předpjatými kuželovými ibex odhrotovacími frézami lze tímto způsobem vyrovnat i radiálně ležící odchylky rozměrů dílu. Tím pádem má odhrotovací fréza i při větších odchylkách kontury vždy rovnoměrnou hloubku záběru na obrobku a vytváří tak rovnoměrnou fazetu na hraně obrobku – bez manuálního zásahu pracovníka. Navíc lze ibex odhrotovací systém – stejně jako u VETEC – perfektně integrovat do výroby jednotlivých dílů, kde se geometrie pravidelně mění. Místo složitých manuálních úprav se kontura odhrotovává přímo v stroji – přesně, definovaně a bezpečně. Jelikož je ibex odhrotovací systém přímo integrován do NC programu, probíhá proces odhrotování jako pevná součást zpracovatelského procesu: inline, automatizovaně a nezávisle na obsluhujícím personálu.
Nasazením nástroje ibex od KEMPF mohl SAMSON VETEC nejen optimalizovat zpracovatelský proces u specifických dílů, ale také zlepšit úroveň kvality a optický dojem – skutečný pokrok ve vysoce specializovaném světě výroby jednotlivých dílů. Od té doby může být celý zpracovatelský proces včetně odhrotování prováděn přímo na stroji („od vřetena do krabice!“) – i při variabilních geometriích dílů, které se u VETEC často objevují díky vysoké individualizaci.
„Manuální dodatečné zpracování je zcela zrušeno,“ zdůrazňuje Marcus Schneider. „Nástroj se proto stal pevnou součástí několika zpracovatelských procesů a měl by být perspektivně rozšířen na další součásti.“ Tak VETEC zůstává věrný svému vlastnímu cíli: Ventilová technika na nejvyšší úrovni – do posledního detailu.
Kontakt:


