


Precisione, sicurezza del processo e qualità non sono un'opzione per le valvole industriali rilevanti per la sicurezza - sono un obbligo. VETEC Ventiltechnik GmbH sviluppa e produce da decenni valvole a cono rotante di alta qualità e valvole speciali per applicazioni industriali. In qualità di fornitore di componenti di alta gamma, ogni fase di produzione deve soddisfare i requisiti più elevati - così anche la sbavatura.

La particolarità di VETEC: invece della produzione in serie, l'azienda punta costantemente su soluzioni su misura, adattate precisamente alle esigenze dei clienti - spesso realizzate in materiali difficili da lavorare come leghe a base di cobalto, titanio o zirconio. I vari componenti vengono prodotti su una moderna flotta di macchine CNC con centri di lavorazione di Heller, DMG, Index e altri.
Grazie a un shopfloor completamente digitalizzato - ad esempio con integrazione COSCOM e terminali informativi - i processi sono efficienti e trasparenti. Tuttavia, un tema ha sempre causato ritardi: la sbavatura di fori passanti in involucri in acciaio inossidabile, utilizzati come flange.
Al centro del problema c'erano flange in ghisa, dove si formavano bordi visibili a causa dei bordi di uscita indefiniti dei fori della flangia causati dalla fusione. La conseguenza: elevato lavoro di rifinitura a mano o con fresatrici a smusso fissate rigidamente. Questo ha portato a smussi e bordi irregolari sulle superfici grezze indefinite. Inoltre, i tempi di processo variavano e non c'era ripetibilità. "Il bordo era piccolo, ma ha disturbato l'intero processo", descrive Marcus Schneider, assistente tecnico della KEMPF.
"Particolarmente critico: per i componenti rilevanti per la sicurezza, un andamento del bordo definito è spesso obbligatorio - il lavoro di rifinitura manuale significa quindi non solo perdita di tempo, ma anche incertezza nel controllo della qualità."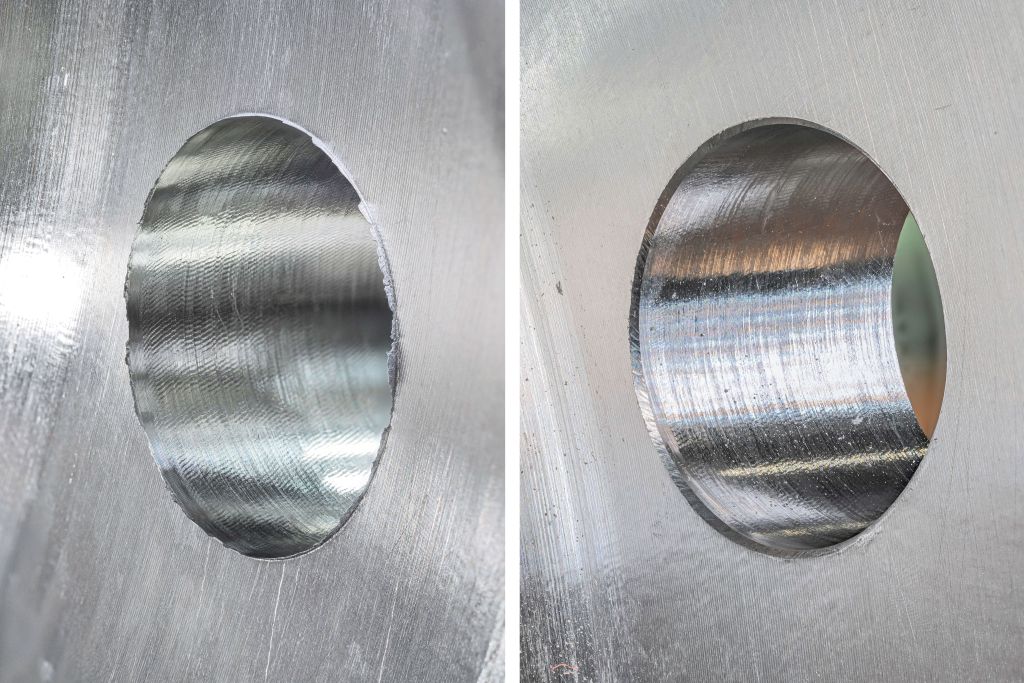
La svolta per il problema dei bordi è arrivata con l'uso del sistema di sbavatura ibex del specialista KEMPF di Reichenbach an der Fils. Sviluppato per la lavorazione automatizzata dei contorni di componenti indefiniti su centri di lavorazione CNC, il sistema di sbavatura - composto da supporto di compensazione e fresatrici CrossCut speciali - combina i vantaggi della sbavatura definita con la massima sicurezza del processo anche per geometrie di componenti complesse.
Il supporto di compensazione ibex, offerto in tre diverse fasi di durezza predefinite (Soft, Medium e Hard), è adatto grazie al bilanciamento di pressione e trazione fino a 10 mm per la lavorazione frontale e posteriore dei fori. Non appena il fresatore incontra il bordo del pezzo, può eseguire il movimento assiale sia in avanti che all'indietro grazie al bilanciamento lineare del supporto di compensazione ibex. In combinazione con i fresatori a sbavatura conici ibex (precaricati durante la lavorazione), possono essere compensati anche gli scostamenti dimensionali radiali del componente. Così, il fresatore a sbavatura ha sempre una profondità di intervento uniforme sul pezzo anche in caso di maggiori deviazioni di contorno, creando così un smusso uniforme sul bordo del pezzo - senza intervento manuale dell'operatore. Inoltre, il sistema di sbavatura ibex - come nel caso di VETEC - può essere perfettamente integrato nella produzione di pezzi singoli, dove le geometrie cambiano regolarmente. Invece di costose regolazioni manuali, il contorno viene sbavato direttamente nella macchina - in modo preciso, definito e sicuro. Poiché il sistema di sbavatura ibex è integrato direttamente nel programma CNC, il processo di sbavatura avviene come parte integrante del processo di lavorazione: inline, automatizzato e indipendente dal personale.
Con l'uso dello strumento ibex di KEMPF, SAMSON VETEC non solo ha potuto ottimizzare il processo di lavorazione per componenti specifici, ma anche migliorare il livello di qualità e l'impressione visiva - un vero progresso nel mondo altamente specializzato della produzione di pezzi singoli. Da allora, l'intero processo di lavorazione, compreso il processo di sbavatura, può avvenire direttamente sulla macchina ("dalla mandrino nella scatola!") - anche con geometrie di componenti variabili, come spesso si verifica in VETEC a causa dell'elevata personalizzazione.
"Il lavoro di rifinitura manuale è completamente eliminato", sottolinea Marcus Schneider. "Lo strumento è quindi diventato parte integrante di diversi processi di lavorazione e si prevede di estenderlo a ulteriori componenti." Così VETEC rimane fedele al proprio obiettivo: tecnologia delle valvole al massimo livello - fino all'ultimo dettaglio.
Contatto:


