


Precisión, seguridad en el proceso y calidad no son una opción en válvulas industriales relevantes para la seguridad, son una obligación. VETEC Ventiltechnik GmbH ha estado desarrollando y fabricando válvulas de cono giratorio y válvulas especiales de alta calidad para aplicaciones industriales durante décadas. Como proveedor de componentes de alta gama, cada paso de producción debe cumplir con los más altos estándares, incluida la desbarbado.

La particularidad de VETEC: en lugar de producción en serie, la empresa se enfoca de manera consistente en soluciones individuales a medida, que se ajustan con precisión a los requisitos de los clientes, a menudo de materiales difíciles de mecanizar como aleaciones a base de cobalto, titanio o zirconio. Las diferentes piezas se fabrican en una moderna flota de máquinas CNC con centros de mecanizado de Heller, DMG, Index y otros.
Gracias a un taller digitalizado de manera consistente, con integración de COSCOM y terminales de información, los procesos son eficientes y transparentes. Sin embargo, un tema causó retrasos repetidamente: el desbarbado de orificios pasantes en carcasas de acero inoxidable que se utilizan como brida.
En el centro del problema estaban las bridas de fundición de arena, donde particularmente los bordes de salida indefinidos de los orificios de la brida, causados por la fundición, mostraban rebabas claramente visibles. La consecuencia: alto esfuerzo de retrabajo a mano o con fresadoras de bisel rígidamente fijadas. Esto resultó en biseles y bordes sucios y desiguales en las superficies en bruto indefinidas. También variaron los tiempos de proceso y no había precisión de repetición. 'La rebaba era pequeña, pero interrumpió todo el proceso', describe Marcus Schneider, servicio técnico externo de la empresa KEMPF.
'Particularmente crítico: en componentes relevantes para la seguridad, un contorno de borde definido a menudo es obligatorio; el retrabajo manual significa no solo pérdida de tiempo, sino también incertidumbre en la inspección de calidad.'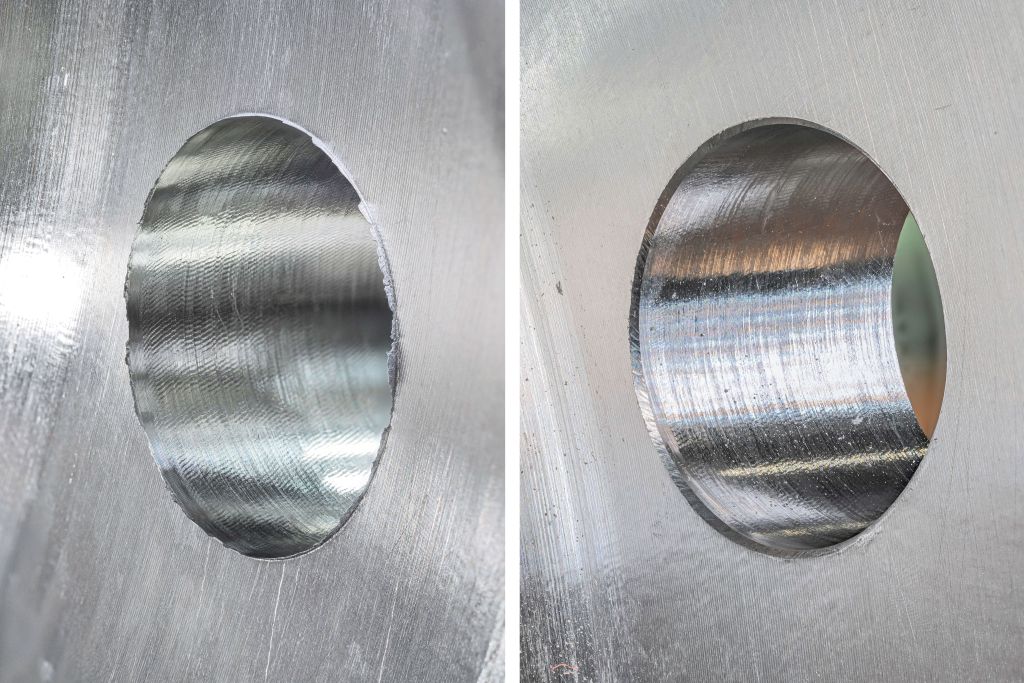
La solución al problema de las rebabas llegó con la implementación del sistema de desbarbado ibex del especialista en desbarbado KEMPF de Reichenbach an der Fils. Desarrollado para el mecanizado automatizado de contornos de piezas indefinidas en centros de mecanizado CNC, el sistema de desbarbado, compuesto por un soporte de compensación y fresadoras CrossCut especiales, combina las ventajas del desbarbado definido con la máxima seguridad en el proceso, incluso en geometrías de piezas desafiantes.
El soporte de compensación ibex, que se ofrece en tres niveles de dureza predefinidos (Suave, Medio y Duro), es adecuado para el mecanizado frontal y trasero de orificios gracias a la compensación de presión y tracción de hasta 10 mm. Una vez que la fresadora toca el borde de la pieza de trabajo, puede realizar el movimiento axial tanto hacia adelante como hacia atrás gracias a la compensación lineal del soporte de compensación ibex. En combinación con las fresadoras de desbarbado en forma de cono ibex (pre-tensadas durante el mecanizado), también se pueden compensar las desviaciones radiales de la pieza. Así, la fresadora de desbarbado siempre tiene una profundidad de corte uniforme en la pieza, incluso con mayores desviaciones de contorno, y produce un bisel uniforme en el borde de la pieza, sin intervención manual del operador. Además, el sistema de desbarbado ibex se puede integrar perfectamente en la fabricación de piezas individuales, donde las geometrías cambian regularmente, como en VETEC. En lugar de costosas adaptaciones manuales, el contorno se desbarba directamente en la máquina: de manera exacta, definida y segura. Dado que el sistema de desbarbado ibex se integra directamente en el programa CNC, el proceso de desbarbado se lleva a cabo como una parte integral del proceso de mecanizado: en línea, automatizado e independiente del personal operativo.
Con el uso de la herramienta ibex de KEMPF, SAMSON VETEC no solo pudo optimizar el proceso de mecanizado en piezas específicas, sino también mejorar el nivel de calidad y la impresión visual: un verdadero avance en el mundo altamente especializado de la fabricación de piezas individuales. Desde entonces, todo el proceso de mecanizado, incluido el desbarbado, se puede realizar directamente en la máquina ('¡de la husillo a la caja!') - incluso con geometrías de piezas variables, como a menudo ocurre en VETEC debido a la alta personalización.
'El retrabajo manual se elimina por completo', subraya Marcus Schneider. 'La herramienta se ha convertido en parte integral de varios procesos de mecanizado y se planea expandir a otras piezas en el futuro.' Así, VETEC se mantiene fiel a su propio estándar: tecnología de válvulas de la más alta calidad, hasta el último detalle.
Contacto:


