


Bei einer großen Kühlkomponente aus Werkzeugstahl musste Lohnfertiger Lehner mehr als 700 Millimeter lange Durchgangsbohrungen einbringen – und zwar 30 Stück pro Bauteil. Die Lösung: ISCARs Wechselkopf-Tieflochbohrer SUMOGUN und eine gewagte Strategie sorgen für einen sicheren und wirtschaftlichen Prozess, hohe Produktivität und kurze Bearbeitungszeiten.
Die 1968 gegründete Ludwig Lehner GmbH in Zweibrücken ist ein Lohnfertiger mit rund 50 Mitarbeitern. Die Kunden kommen aus fast allen Industriesparten und schätzen die Qualität, Flexibilität und Zuverlässigkeit des Familienunternehmens. „Wir zerspanen alles, was unsere Geschäftspartner brauchen und haben auch keine Berührungsängste mit neuen Materialien oder Prozessen“, sagt Nicolas Heinrich, Assistent der Betriebsleitung bei der Ludwig Lehner GmbH.
Das Unternehmen bearbeitet Aluminium, Guss, alle Arten von Stahl, Inconel und Titan. Die typische Losgröße liegt bei einem bis maximal 50 Stück. „Das Spektrum reicht dabei von Teilen in Schuhschachtelgröße bis zu 40-Tonnen-Bauteilen“, führt Heinrich aus. „Unsere Spezialität ist die Zerspanung von Bauteilen mit komplexer Aufgabenstellung – hochpräzise und meist sehr kurzfristig.“

Diese Eigenschaften treffen auch auf eine Kühlkomponente für einen Kunden aus dem allgemeinen Maschinenbau zu. In 600 x 700 x 800 Millimeter große und rund 800 Kilogramm schwere Bauteile aus Werkzeugstahl mussten im Lauf der Bearbeitung 30 Kühlmittelkanäle eingebracht werden – jeder 720 Millimeter lang und mit 15 Millimetern Durchmesser. „In der Form war das jetzt erst mal ein einmaliges Projekt mit 25 zu bearbeitenden Werkstücken“, führt Heinrich aus. „Solche Bauteiltypen haben wir aber mit schöner Regelmäßigkeit auf der Maschine.“ Deshalb machte er sich auf die Suche nach einem flexiblen Konzept, das einen sicheren und wirtschaftlichen Prozess ermöglicht und sich problemlos auf ähnliche Projekte übertragen lässt. Lehner hatte zuvor schon bei kürzeren Bohrungen erfolgreich mit einem SUMOGUN Wechselkopf-Bohrer von ISCAR gearbeitet. Heinrich wusste, dass es das Werkzeug für größere Bohrtiefen gibt. Er rief kurzerhand bei Thomas Baumann, Beratung und Verkauf bei ISCAR, an, mit dem er schon seit vielen Jahren vertrauensvoll zusammenarbeitet, und schilderte die Aufgabe.
Modulares Bohrsystem mit 400 Millimetern Länge
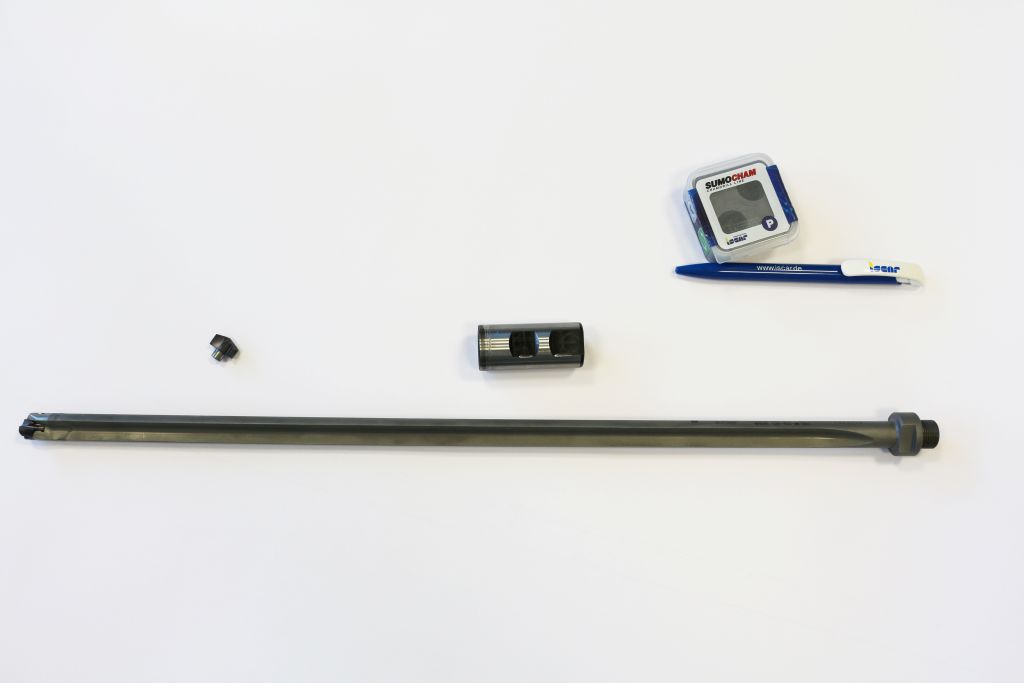
Zusammen mit Anwendungstechniker Erik Eckes und Patrick Muller, Product Manager Drilling, prüfte Baumann den Fall und präsentierte ein passendes Werkzeug: ISCARs SUMOGUN mit 15 Millimetern Durchmesser und 400 Millimetern Länge. „Der SUMOGUN ist ein modularer Tieflochbohrer mit Durchmessern von zehn bis 25 Millimetern für Tiefbohrungen bis 400 Millimeter in Vollmaterialausführung mit auswechselbaren Bohrköpfen und Spannhülsen“, erklärt Patrick Muller. Bei diesem Werkzeug kommt ein solider Stahlbohrkörper zum Einsatz. Dank seiner soliden Ausführung bringt das Werkzeug auch bei Werkstoffen mit einer Zugfestigkeit von mehr als 1.000 Newton pro Quadratmillimeter sehr gute Leistungen und kann selbst bei hohen Schnittwerten große Torsionskräfte übertragen.

Der Bohrkörper verfügt über zwei gerade Spannuten für eine ideale Spanabfuhr sowie über eine innere Kühlmittelzufuhr, die direkt in der Schnittzone wirkt. Anwender profitieren von der breiten Palette an Bohrköpfen und -körpern und der daraus resultierenden Flexibilität. Die Tieflochbohrer lassen sich mit unterschiedlichen Standard-SUMOCHAM-Bohrköpfen bestücken. Der Anwender kann die Werkzeuge so genau auf seine Anforderungen abstimmen und verschiedene, werkstoffoptimierte Bohrkopfgeometrien nutzen. Der Bohrkopfwechsel erfolgt bei eingespanntem Bohrkörper.
Damit fallen praktisch keine Rüstzeiten an. Ebenfalls modular gestaltet ist die Aufnahme der Einspannhülsen: Über eine Gewindeschnittstelle können Nutzer diese schnell und einfach austauschen. Das spezielle Feingewinde und die axiale Plananlage in der Schnittstelle sorgen für optimale Rundlaufwerte.
Die Aufgabe von zwei Seiten angehen
Gemeinsam mit Nicolas Heinrich tüftelte das ISCAR-Trio einen passenden Prozess aus. „Wir entschieden uns dafür, das Problem sozusagen von zwei Seiten anzugehen“, sagt Eckes. Um auf die angepeilte Bohrtiefe zu kommen, sollten von beiden Seiten jeweils 30 Löcher mit 360 Millimetern tiefgebohrt werden, die sich in der Mitte des Bauteils treffen. „Wie beim Tunnelbau“, scherzt der Anwendungstechniker. „Ganz wichtig ist hier Präzision und möglichst wenig Verlauf, damit sich die Bohrungen auch sauber treffen.“ Das stellte das Team über eine Pilotbohrung mit einem SUMOGUN in 3xD sicher. Die notwendige Maschinenpower, den entsprechenden Fahrweg und den für die tiefe Vertikalbohrung erforderlichen Kühlmitteldruck lieferte die Hermle C62. „Mit einer 800-Millimeter-Sonder-Version des SUMOGUN hätten wir die Gesamttiefe zwar von einer Seite erreicht. Der dafür benötigte Fahrweg und die bei einer solchen Tiefe schwierige Spanevakuierung sprachen jedoch dagegen“, sagt Muller.

Ein Probelauf bei Lehner sollte zeigen, ob die Idee praxistauglich ist. „Das lief von Anfang an prima. Wir haben nur noch ein bisschen an den Schnittwerten gedreht – und bingo“, freut sich Heinrich. „Die Bohrungen sind top, und der Verlauf mit nicht einmal einem Millimeter auf die 360 Millimeter lange Bohrung passt für den Kühlmitteltransport. Der Prozess läuft absolut zuverlässig – nicht mal der sonst oft problematische Durchbruch in die Gegenbohrung macht dem SUMOGUN Probleme.“
Kurze Bearbeitungszeit trifft Nachhaltigkeit
Dank einer Schnittgeschwindigkeit von 65 Metern pro Minute und einem Vorschub von 0,16 Millimetern pro Umdrehung benötigt Lehner nur 103 Minuten pro Bauteil. „Wir können zwei komplette Komponenten bearbeiten, bevor wir den Bohrkopf aus Sicherheitsgründen nach 120 Bohrungen wechseln“, sagt Baumann. „Hierbei ist der schnelle und einfache Bohrkopfwechsel ein sehr großer Vorteil. Der Werker dreht nur den alten Bohrkopf heraus und setzt den neuen ein.“ Da der Bohrkörper währenddessen in der Maschine bleibt, kann er anschließend ohne erneutes Einmessen sofort weiterarbeiten. „Damit reduziert sich die Rüstzeit fast auf null, nur den relativ kleinen Kopf zu wechseln, spart zudem Rohstoffe und ist auch noch günstiger“, zählt Muller auf. „Lehner setzt in Sachen Nachhaltigkeit sogar noch eins drauf und nutzt die ausgewechselten Köpfe weiter – etwa für Pilotbohrungen.“
Nicolas Heinrich ist sehr zufrieden mit der Lösung im Speziellen und mit der Zusammenarbeit mit ISCAR im Allgemeinen. „ISCAR ist immer da, wenn wir Unterstützung brauchen, etwa wenn bekannte Lösungen an ihre Grenzen stoßen oder, wenn wir neue Wege beschreiten.“
Kontakt:


