


U velké chladicí komponenty z nástrojové oceli musel Lohnfertiger Lehner provést více než 700 milimetrů dlouhé průchozí otvory – a to 30 kusů na součást. Řešení: Výměnný hlubokovrták SUMOGUN od ISCAR a odvážná strategie zajišťují bezpečný a ekonomický proces, vysokou produktivitu a krátké doby zpracování.
Společnost Ludwig Lehner GmbH, založená v roce 1968 v Zweibrücken, je Lohnfertiger s přibližně 50 zaměstnanci. Zákazníci pocházejí téměř ze všech průmyslových odvětví a oceňují kvalitu, flexibilitu a spolehlivost rodinné firmy. „Zpracováváme vše, co naši obchodní partneři potřebují, a nebojíme se nových materiálů nebo procesů,“ říká Nicolas Heinrich, asistent vedení společnosti Ludwig Lehner GmbH.
Společnost zpracovává hliník, litinu, všechny druhy oceli, Inconel a titan. Typická velikost zakázky je od jednoho do maximálně 50 kusů. „Spektrum se pohybuje od dílů velikosti krabice na boty až po součásti o hmotnosti 40 tun,“ dodává Heinrich. „Naší specializací je zpracování součástí s komplexními požadavky – vysoce přesně a většinou na krátkou dobu.“
Tyto vlastnosti se vztahují také na chladicí komponentu pro zákazníka z obecného strojírenství. U součástí o rozměrech 600 x 700 x 800 milimetrů a hmotnosti přibližně 800 kilogramů bylo během zpracování nutné provést 30 chladicích kanálů – každý 720 milimetrů dlouhý a s průměrem 15 milimetrů. „V této podobě to byl nyní jednorázový projekt se 25 zpracovávanými kusy,“ dodává Heinrich. „Takové typy součástí však máme na stroji s pěknou pravidelností.“ Proto se pustil do hledání flexibilního konceptu, který umožňuje bezpečný a ekonomický proces a snadno se přenáší na podobné projekty. Lehner již dříve úspěšně pracoval s výměnným vrtákem SUMOGUN od ISCAR na kratších otvorech. Heinrich věděl, že existuje nástroj pro větší hloubky vrtání. Krátce zavolal Thomasu Baumannovi, poradci a prodejci v ISCAR, s nímž spolupracuje již mnoho let, a popsal úkol.
Modulární vrtací systém s délkou 400 milimetrů
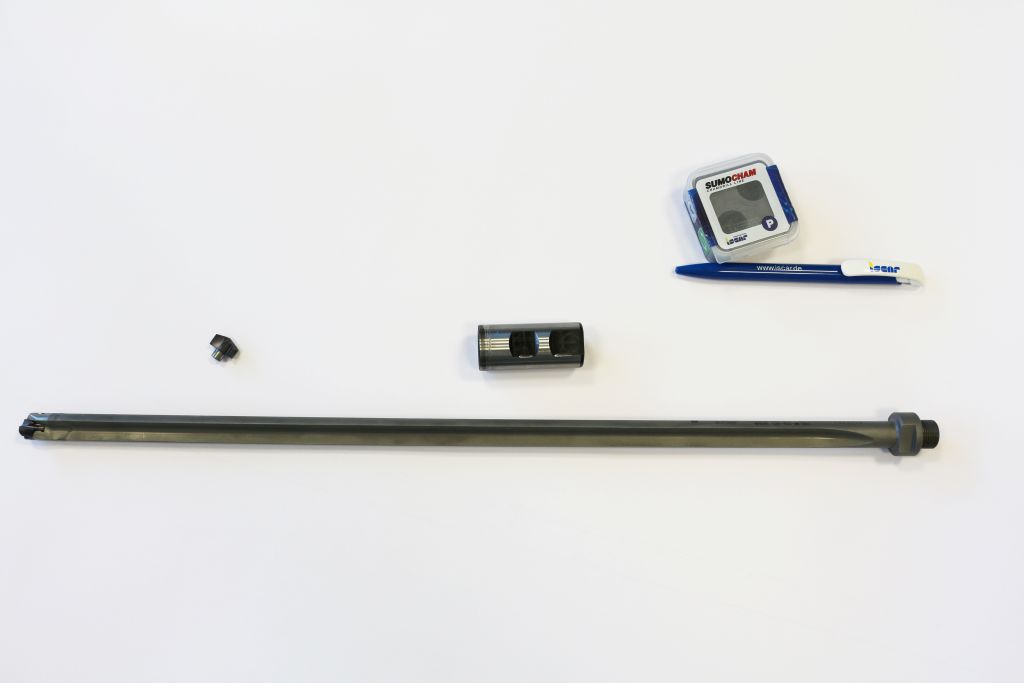
Společně s technikem aplikací Erikem Eckesem a Patrickem Mullerem, produktovým manažerem vrtání, Baumann prozkoumal případ a představil vhodný nástroj: SUMOGUN od ISCAR s průměrem 15 milimetrů a délkou 400 milimetrů. „SUMOGUN je modulární hlubokovrták s průměry od deseti do 25 milimetrů pro hluboké vrtání až do 400 milimetrů v plném materiálu s výměnnými vrtacími hlavami a upínacími pouzdry,“ vysvětluje Patrick Muller. U tohoto nástroje se používá solidní ocelový vrtací těleso. Díky své robustní konstrukci dosahuje nástroj i při materiálech s tažnou pevností přes 1 000 Newtonů na čtvereční milimetr velmi dobrých výkonů a dokáže přenášet velké torzní síly i při vysokých řezných hodnotách.
Vrtací těleso má dvě rovné upínací drážky pro ideální odvod třísek a vnitřní přívod chladicího média, který působí přímo v řezné zóně. Uživatelé profitují z široké škály vrtacích hlav a těles a z toho plynoucí flexibility. Hlubokovrtáky lze osazovat různými standardními vrtacími hlavami SUMOCHAM. Uživatel tak může nástroje přesně přizpůsobit svým požadavkům a využít různé, materiálově optimalizované geometrie vrtacích hlav. Výměna vrtací hlavy probíhá při upnutém vrtacím tělese.
Tím prakticky nevznikají žádné prostoje. Také modulárně navržena je upínací pouzdra: uživatelé mohou tyto rychle a snadno vyměnit pomocí závitového rozhraní. Speciální jemný závit a axiální plošné usazení v rozhraní zajišťují optimální hodnoty běhu.
Přístup k úkolu z obou stran
Společně s Nicolasem Heinrichem vypracoval tým ISCAR vhodný proces. „Rozhodli jsme se přistoupit k problému takříkajíc z obou stran,“ říká Eckes. Aby se dosáhlo požadované hloubky vrtání, mělo být z obou stran vrtáno 30 otvorů do hloubky 360 milimetrů, které se setkávají uprostřed součásti. „Jako při tunelování,“ žertuje technik aplikací. „Velmi důležitá je zde přesnost a co nejmenší odchylka, aby se otvory setkaly čistě.“ Tým to zajistil prostřednictvím pilotního vrtání s vrtákem SUMOGUN v 3xD. Potřebnou strojní sílu, odpovídající dráhu a tlak chladicího média potřebný pro hluboké vertikální vrtání poskytoval stroj Hermle C62. „S 800-milimetrovou speciální verzí SUMOGUN bychom sice dosáhli celkové hloubky z jedné strany. Nicméně potřebná dráha a obtížná evacuace třísek při takové hloubce byly proti,“ říká Muller.
Zkušební běh u Lehnera měl ukázat, zda je myšlenka prakticky realizovatelná. „Od začátku to šlo skvěle. Jen jsme trochu upravili řezné hodnoty – a bingo,“ raduje se Heinrich. „Otvor jsou skvělé a odchylka na 360 milimetrů dlouhém otvoru je méně než jeden milimetr, což je ideální pro transport chladicího média. Proces probíhá naprosto spolehlivě – ani průnik do protilehlého otvoru, který obvykle bývá problematický, nedělá SUMOGUN žádné potíže.“
Krátká doba zpracování se setkává s udržitelností
Díky řezné rychlosti 65 metrů za minutu a posuvu 0,16 milimetru na otáčku potřebuje Lehner pouze 103 minut na jeden díl. „Můžeme zpracovat dvě kompletní komponenty, než z bezpečnostních důvodů vyměníme vrtací hlavu po 120 vrtáních,“ říká Baumann. „Rychlá a snadná výměna vrtací hlavy je velkou výhodou. Pracovník pouze vytočí starou vrtací hlavu a nasadí novou.“ Jelikož vrtací tělo zůstává během toho v stroji, může ihned pokračovat bez opětovného měření. „Tím se doba přípravy téměř snižuje na nulu, výměna relativně malého hlavy navíc šetří suroviny a je také levnější,“ dodává Muller. „Lehner jde v oblasti udržitelnosti ještě dál a dále využívá vyměněné hlavy – například pro pilotní vrtání.“
Nicolas Heinrich je velmi spokojen s řešením konkrétně a se spoluprací s ISCAR obecně. „ISCAR je vždy k dispozici, když potřebujeme podporu, například když známá řešení narazí na své hranice nebo když se vydáváme novými cestami.“
Kontakt:


 Freude statt Frust")