


Pri veliki hladilni komponenti iz orodnega jekla je moral zunanjih obdelovalec Lehner vstaviti več kot 700 milimetrov dolge prehodne luknje – in sicer 30 kosov na komponento. Rešitev: preklopni globokosveder SUMOGUN podjetja ISCAR in drzna strategija zagotavljata varen in ekonomičen proces, visoko produktivnost in kratke obdelovalne čase.
Podjetje Ludwig Lehner GmbH, ustanovljeno leta 1968 v Zweibrücken, je zunanja obdelovalec s približno 50 zaposlenimi. Stranke prihajajo iz skoraj vseh industrijskih panog in cenijo kakovost, prilagodljivost in zanesljivost družinskega podjetja. „Obdelujemo vse, kar potrebujejo naši poslovni partnerji, in nimamo strahu pred novimi materiali ali procesi,“ pravi Nicolas Heinrich, pomočnik vodje podjetja pri Ludwig Lehner GmbH.
Podjetje obdeluje aluminij, litino, vse vrste jekla, Inconel in titan. Tipična serija obsega od enega do največ 50 kosov. „Spekter sega od delov v velikosti škatle za čevlje do komponent težkih 40 ton,“ pojasnjuje Heinrich. „Naša specialiteta je obdelava komponent s kompleksnimi nalogami – visoko natančno in večinoma zelo hitro.“
Te lastnosti veljajo tudi za hladilno komponento za stranko iz splošne strojne industrije. Pri komponentah velikosti 600 x 700 x 800 milimetrov in teže približno 800 kilogramov je bilo med obdelavo potrebno vstaviti 30 kanalov za hladilno sredstvo – vsak 720 milimetrov dolg in s premerom 15 milimetrov. „V tej obliki je to zdaj prvič edinstven projekt z 25 obdelovanimi deli,“ pojasnjuje Heinrich. „Takšne vrste komponent pa imamo na stroju z lepo rednostjo.“ Zato se je odločil poiskati prilagodljiv koncept, ki omogoča varen in ekonomičen proces ter se ga lahko enostavno prenese na podobne projekte. Lehner je že prej uspešno delal s preklopnim svedrom SUMOGUN podjetja ISCAR pri krajših luknjah. Heinrich je vedel, da obstaja orodje za večje globine vrtanja. Tako je takoj poklical Thomasa Baumanna, svetovalca in prodajalca pri ISCAR, s katerim že vrsto let zaupljivo sodeluje, in opisal nalogo.
Modularni sistem za vrtanje z dolžino 400 milimetrov
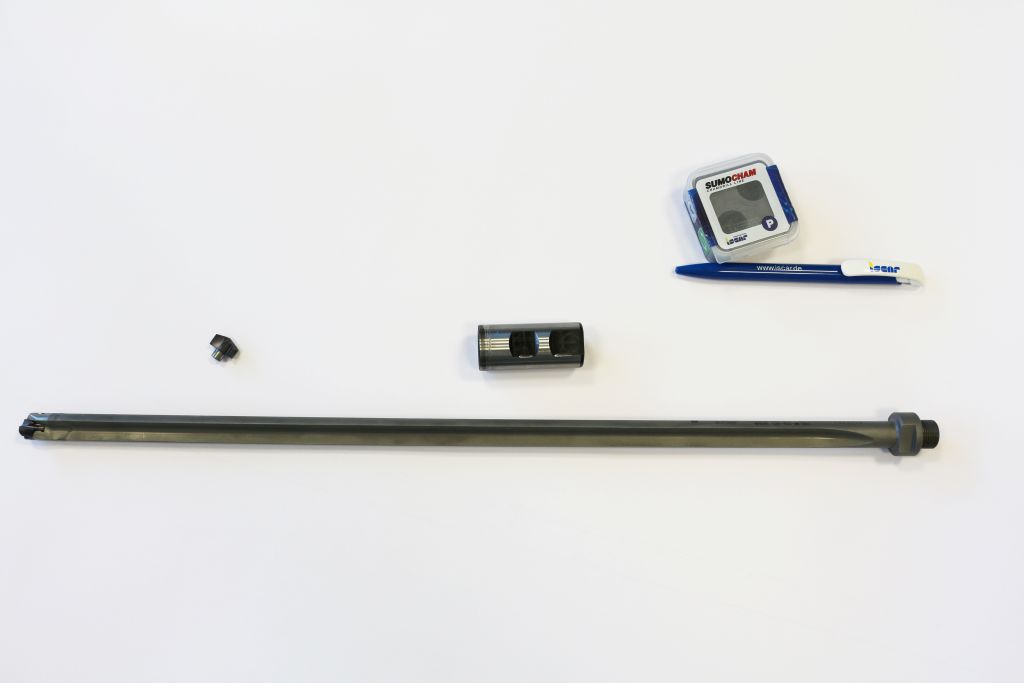
Skupaj z aplikacijskim inženirjem Erikom Eckesom in Patrickom Mullerjem, vodjem produktov za vrtanje, je Baumann preučil primer in predstavil ustrezno orodje: SUMOGUN podjetja ISCAR s premerom 15 milimetrov in dolžino 400 milimetrov. „SUMOGUN je modularni globokosveder s premeri od deset do 25 milimetrov za globoko vrtanje do 400 milimetrov v polnem materialu z zamenljivimi svedri in sponkami,“ pojasnjuje Patrick Muller. Pri tem orodju se uporablja trdna jeklena sveder. Zaradi svoje trdne zasnove orodje dosega zelo dobre rezultate tudi pri materialih z natezno trdnostjo nad 1.000 Newtonov na kvadratni milimeter in lahko prenaša velike torzijske sile tudi pri visokih rezalnih vrednostih.
Sveder ima dve ravni sponi za idealno odvajanje struženja ter notranji dovod hladilnega sredstva, ki deluje neposredno v območju rezanja. Uporabniki imajo koristi od širokega spektra svedrov in teles ter iz tega izhajajoče prilagodljivosti. Globoki svedri se lahko opremijo z različnimi standardnimi svedri SUMOCHAM. Uporabnik lahko orodja natančno prilagodi svojim zahtevam in uporablja različne, materialno optimizirane geometrije svedrov. Menjava svedra poteka pri vpetem svedru.
Tako praktično ni časov za nastavitev. Tudi modularno zasnovan je vpenjalni sistem: prek navoja lahko uporabniki hitro in enostavno zamenjajo sponke. Poseben fino navoj in aksialno ravnanje v vmesniku zagotavljata optimalne vrednosti vrtenja.
Nalogo obravnavati z obeh strani
Skupaj z Nicolasom Heinrichom je ISCAR ekipa razvila ustrezen proces. „Odločili smo se, da problem obravnavamo tako rekoč z obeh strani,“ pravi Eckes. Da bi dosegli želeno globino vrtanja, bi morali iz obeh strani izvrtati po 30 lukenj do globine 360 milimetrov, ki bi se srečale na sredini komponente. „Kot pri gradnji predorov,“ se pošali aplikacijski inženir. „Zelo pomembna sta natančnost in čim manj odstopanja, da se luknje lahko čisto srečajo.“ Ekipa je to zagotovila z pilotnim vrtanjem s SUMOGUN pri 3xD. Potrebno moč stroja, ustrezno pot in tlak hladilnega sredstva, potreben za globoko vertikalno vrtanje, je zagotovila Hermle C62. „S posebnim 800-milimetrskim SUMOGUN-om bi sicer dosegli skupno globino z ene strani. Vendar pa sta potrebna pot in težave pri odsesavanju struženja pri takšni globini nasprotovali temu,“ pravi Muller.
Preizkusni tek pri Lehnerju naj bi pokazal, ali je ideja praktična. „Od začetka je šlo odlično. Le malo smo prilagodili rezalne vrednosti – in bingo,“ se veseli Heinrich. „Luknje so odlične, in odstopanje z manj kot milimetrom na 360 milimetrov dolgi luknji ustreza za transport hladilnega sredstva. Proces poteka popolnoma zanesljivo – niti preboj v nasprotno luknjo, ki je običajno problematičen, ne povzroča težav SUMOGUN-u.“
Kratki obdelovalni časi ustrezajo trajnosti
Zahvaljujoč hitrosti rezanja 65 metrov na minuto in pomiku 0,16 milimetra na obrat, Lehner potrebuje le 103 minut na del. „Obdelamo lahko dve popolni komponenti, preden iz varnostnih razlogov zamenjamo vrtalno glavo po 120 vrtanjih,“ pravi Baumann. „Hitro in enostavno menjavanje vrtalnih glav je velika prednost. Delavec samo odvije staro vrtalno glavo in vgradi novo.“ Ker vrtalno telo ostane v stroju, lahko takoj nadaljuje z delom brez ponovnega merjenja. „S tem se čas nastavitve skoraj zmanjša na nič, zamenjava relativno majhne glave pa prihrani tudi surovine in je cenejša,“ dodaja Muller. „Lehner še dodatno skrbi za trajnost in uporablja zamenjane glave naprej – na primer za pilotne luknje.“
Nicolas Heinrich je zelo zadovoljen z rešitvijo v posebnem in s sodelovanjem z ISCAR na splošno. „ISCAR je vedno tam, ko potrebujemo podporo, na primer, ko znane rešitve naletijo na svoje meje ali ko stopamo na nove poti.“
Kontakt:


 Freude statt Frust")