


Per un grande componente di raffreddamento in acciaio per utensili, il produttore a pagamento Lehner ha dovuto realizzare fori passanti lunghi più di 700 millimetri – e precisamente 30 pezzi per componente. La soluzione: il trapano a profondità intercambiabile SUMOGUN di ISCAR e una strategia audace garantiscono un processo sicuro ed economico, alta produttività e tempi di lavorazione brevi.
La Ludwig Lehner GmbH, fondata nel 1968 a Zweibrücken, è un produttore a pagamento con circa 50 dipendenti. I clienti provengono da quasi tutti i settori industriali e apprezzano la qualità, la flessibilità e l'affidabilità dell'azienda familiare. "Lavoriamo su tutto ciò di cui hanno bisogno i nostri partner commerciali e non abbiamo paura di nuovi materiali o processi", afferma Nicolas Heinrich, assistente alla direzione della Ludwig Lehner GmbH.
L'azienda lavora alluminio, ghisa, tutti i tipi di acciaio, Inconel e titanio. La dimensione tipica del lotto è da uno a un massimo di 50 pezzi. "La gamma varia da pezzi delle dimensioni di una scatola di scarpe a componenti da 40 tonnellate", spiega Heinrich. "La nostra specialità è la lavorazione di componenti con compiti complessi – ad alta precisione e spesso con tempi molto brevi."
Queste caratteristiche si applicano anche a un componente di raffreddamento per un cliente del settore della costruzione di macchine generali. In componenti in acciaio per utensili di dimensioni 600 x 700 x 800 millimetri e pesanti circa 800 chilogrammi, durante la lavorazione sono stati realizzati 30 canali di raffreddamento – ognuno lungo 720 millimetri e con un diametro di 15 millimetri. "In questa forma era un progetto unico con 25 pezzi da lavorare", spiega Heinrich. "Tali tipi di componenti li abbiamo però con una certa regolarità sulla macchina." Pertanto, ha iniziato a cercare un concetto flessibile che consentisse un processo sicuro ed economico e potesse essere facilmente trasferito a progetti simili. Lehner aveva già lavorato con successo a fori più brevi utilizzando un trapano a testa intercambiabile SUMOGUN di ISCAR. Heinrich sapeva che esisteva uno strumento per profondità di foratura maggiori. Ha quindi contattato Thomas Baumann, consulente e venditore di ISCAR, con cui collabora da molti anni, e ha descritto il compito.
Sistema di foratura modulare con lunghezza di 400 millimetri
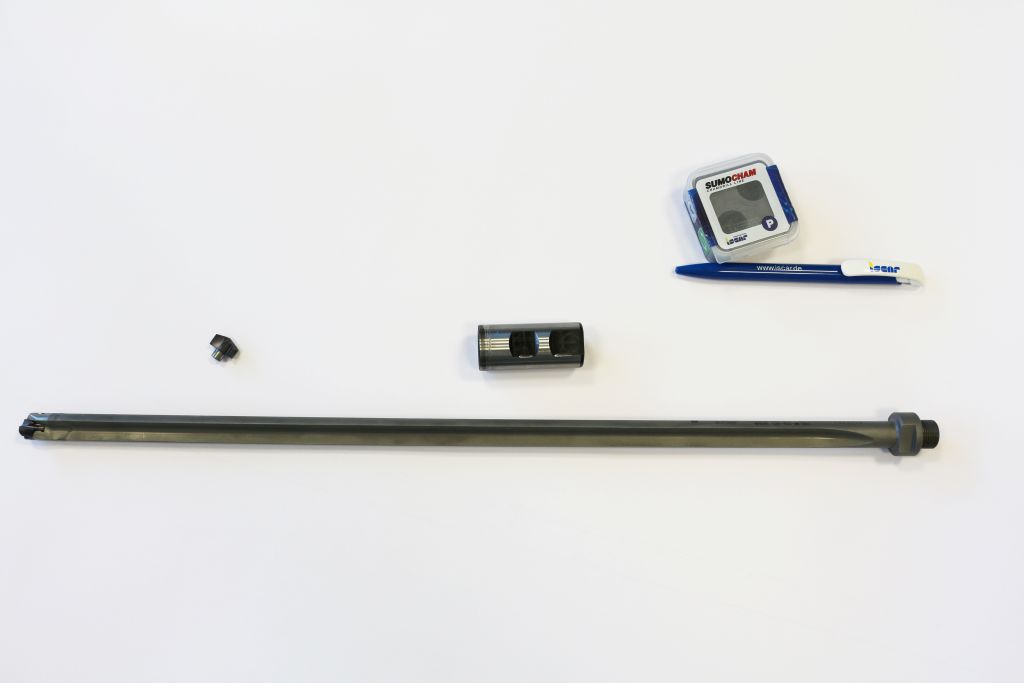
Insieme al tecnico applicativo Erik Eckes e a Patrick Muller, Product Manager Drilling, Baumann ha esaminato il caso e presentato uno strumento adatto: il SUMOGUN di ISCAR con un diametro di 15 millimetri e una lunghezza di 400 millimetri. "Il SUMOGUN è un trapano a profondità modulare con diametri da dieci a 25 millimetri per forature profonde fino a 400 millimetri in esecuzione piena con teste di foratura intercambiabili e manicotti di serraggio", spiega Patrick Muller. In questo strumento viene utilizzato un corpo di trapano in acciaio solido. Grazie alla sua solida costruzione, lo strumento offre ottime prestazioni anche con materiali con una resistenza alla trazione superiore a 1.000 Newton per millimetro quadrato e può trasmettere grandi forze torsionali anche a valori di taglio elevati.
Il corpo del trapano dispone di due scanalature di serraggio diritte per un'ideale evacuazione dei trucioli e di un'apporto di refrigerante interno che agisce direttamente nella zona di taglio. Gli utenti beneficiano della vasta gamma di teste e corpi di trapano e della flessibilità risultante. I trapani a profondità possono essere equipaggiati con diverse teste di foratura standard SUMOCHAM. L'utente può quindi adattare gli strumenti esattamente alle proprie esigenze e utilizzare diverse geometrie di testa di foratura ottimizzate per il materiale. Il cambio della testa di foratura avviene con il corpo del trapano bloccato.
In questo modo non ci sono praticamente tempi di attrezzaggio. Anche il supporto delle manicotti di serraggio è progettato in modo modulare: attraverso un'interfaccia filettata, gli utenti possono sostituirli rapidamente e facilmente. Il particolare filetto fine e il piano assiale nell'interfaccia garantiscono valori di rotondità ottimali.
Affrontare il compito da entrambi i lati
Insieme a Nicolas Heinrich, il trio di ISCAR ha elaborato un processo adatto. "Abbiamo deciso di affrontare il problema, per così dire, da due lati", afferma Eckes. Per raggiungere la profondità di foratura desiderata, dovevano essere forati da entrambe le parti 30 fori a una profondità di 360 millimetri, che si incontrano al centro del componente. "Come nella costruzione di tunnel", scherza il tecnico applicativo. "È molto importante qui la precisione e il minor sviluppo possibile, affinché i fori si incontrino in modo pulito." Il team ha garantito ciò attraverso una foratura pilota con un SUMOGUN in 3xD. La potenza necessaria della macchina, il percorso corrispondente e la pressione del refrigerante necessaria per la profonda foratura verticale sono stati forniti dalla Hermle C62. "Con una versione speciale del SUMOGUN da 800 millimetri avremmo potuto raggiungere la profondità totale da un lato. Tuttavia, il percorso necessario e l'evacuazione dei trucioli difficile a tale profondità hanno parlato contro", afferma Muller.
Un test presso Lehner doveva dimostrare se l'idea fosse praticabile. "È andato tutto bene fin dall'inizio. Abbiamo solo dovuto regolare un po' i valori di taglio – e bingo", si rallegrano Heinrich. "I fori sono ottimi e lo sviluppo con meno di un millimetro sulla foratura lunga 360 millimetri è adatto per il trasporto del refrigerante. Il processo funziona assolutamente in modo affidabile – nemmeno la rottura spesso problematica nella controforatura crea problemi al SUMOGUN."
Tempi di lavorazione brevi incontrano la sostenibilità
Grazie a una velocità di taglio di 65 metri al minuto e a un avanzamento di 0,16 millimetri per giro, Lehner ha bisogno di solo 103 minuti per componente. "Possiamo lavorare su due componenti completi prima di dover cambiare la testa di foratura per motivi di sicurezza dopo 120 forature", afferma Baumann. "In questo caso, il rapido e semplice cambio della testa di foratura è un grande vantaggio. L'operatore svita semplicemente la vecchia testa di foratura e inserisce quella nuova." Poiché il corpo del trapano rimane nella macchina, può poi continuare a lavorare immediatamente senza dover essere nuovamente allineato. "In questo modo, il tempo di attrezzaggio si riduce quasi a zero, e cambiare solo la testa relativamente piccola fa risparmiare anche materie prime ed è più conveniente", sottolinea Muller. "Lehner va ancora oltre in termini di sostenibilità e utilizza le teste sostituite per ulteriori applicazioni, ad esempio per forature pilota."
Nicolas Heinrich è molto soddisfatto della soluzione in particolare e della collaborazione con ISCAR in generale. "ISCAR è sempre presente quando abbiamo bisogno di supporto, ad esempio quando soluzioni consolidate raggiungono i loro limiti o quando intraprendiamo nuove strade."
Contatto:


 Freude statt Frust")