


En un gran componente de refrigeración de acero para herramientas, el fabricante por contrato Lehner tuvo que realizar agujeros pasantes de más de 700 milímetros de longitud - y 30 piezas por componente. La solución: la broca de fondo SUMOGUN de ISCAR y una estrategia audaz aseguran un proceso seguro y económico, alta productividad y tiempos de procesamiento cortos.
La Ludwig Lehner GmbH, fundada en 1968 en Zweibrücken, es un fabricante por contrato con alrededor de 50 empleados. Los clientes provienen de casi todos los sectores industriales y valoran la calidad, flexibilidad y fiabilidad de la empresa familiar. 'Manejamos todo lo que necesitan nuestros socios comerciales y no tenemos miedo de trabajar con nuevos materiales o procesos', dice Nicolas Heinrich, asistente de la dirección de operaciones en Ludwig Lehner GmbH.
La empresa trabaja con aluminio, fundición, todo tipo de acero, Inconel y titanio. El tamaño típico del lote es de uno a un máximo de 50 piezas. 'El espectro varía desde piezas del tamaño de una caja de zapatos hasta componentes de 40 toneladas', explica Heinrich. 'Nuestra especialidad es el mecanizado de componentes con tareas complejas - de alta precisión y generalmente a muy corto plazo.'
Estas características también se aplican a un componente de refrigeración para un cliente de la ingeniería general. En componentes de 600 x 700 x 800 milímetros y alrededor de 800 kilogramos de peso de acero para herramientas, se debían introducir 30 canales de refrigerante durante el procesamiento - cada uno de 720 milímetros de longitud y con un diámetro de 15 milímetros. 'En su forma, este fue un proyecto único con 25 piezas a procesar', explica Heinrich. 'Sin embargo, este tipo de componentes los tenemos con agradable regularidad en la máquina.' Por eso, buscó un concepto flexible que permita un proceso seguro y económico y que se pueda transferir fácilmente a proyectos similares. Lehner ya había trabajado con éxito en perforaciones más cortas con una broca de cabezal intercambiable SUMOGUN de ISCAR. Heinrich sabía que existía la herramienta para profundidades de perforación mayores. Llamó rápidamente a Thomas Baumann, asesoría y ventas en ISCAR, con quien ha trabajado de manera confiable durante muchos años, y describió la tarea.
Sistema de perforación modular con 400 milímetros de longitud
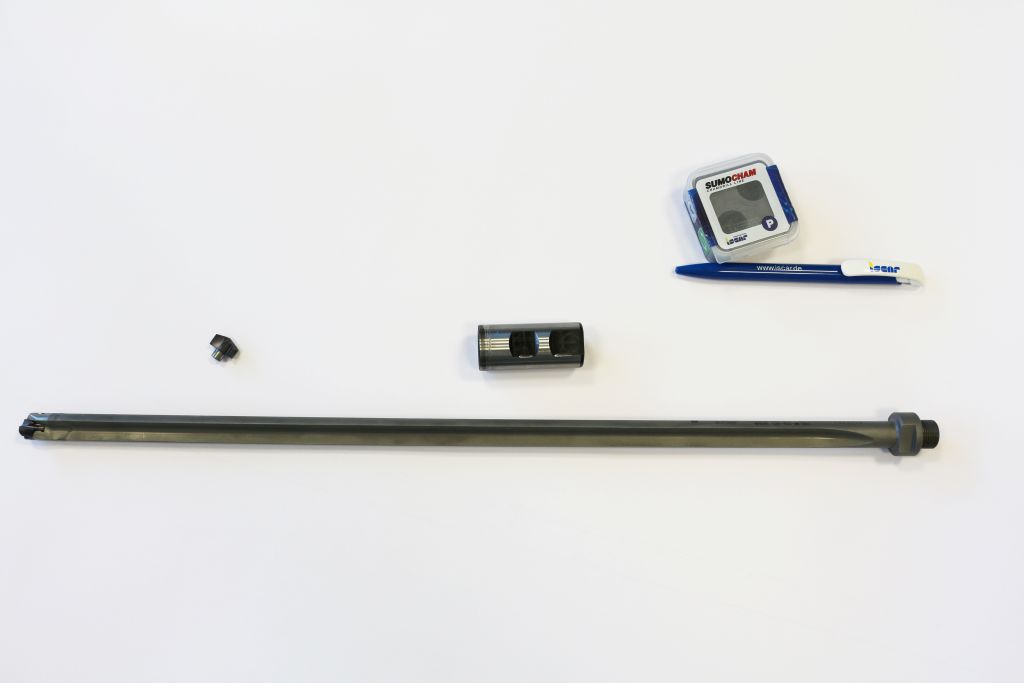
Junto con el técnico de aplicaciones Erik Eckes y Patrick Muller, gerente de producto de perforación, Baumann examinó el caso y presentó una herramienta adecuada: el SUMOGUN de ISCAR con un diámetro de 15 milímetros y 400 milímetros de longitud. 'El SUMOGUN es una broca de fondo modular con diámetros de diez a 25 milímetros para perforaciones profundas de hasta 400 milímetros en ejecución de material sólido con cabezales de perforación intercambiables y casquillos de sujeción', explica Patrick Muller. En esta herramienta se utiliza un cuerpo de broca de acero sólido. Gracias a su construcción robusta, la herramienta también ofrece un excelente rendimiento en materiales con una resistencia a la tracción de más de 1,000 Newton por milímetro cuadrado y puede transmitir grandes fuerzas de torsión incluso a altas velocidades de corte.
El cuerpo de la broca cuenta con dos ranuras de sujeción rectas para una evacuación ideal de virutas, así como con un suministro de refrigerante interno que actúa directamente en la zona de corte. Los usuarios se benefician de la amplia gama de cabezales y cuerpos de perforación y de la flexibilidad resultante. Las brocas de fondo se pueden equipar con diferentes cabezales de perforación estándar SUMOCHAM. De este modo, el usuario puede ajustar las herramientas exactamente a sus requisitos y utilizar diferentes geometrías de cabezales de perforación optimizadas para el material. El cambio de cabezal de perforación se realiza con el cuerpo de perforación en sujeción.
Por lo tanto, prácticamente no hay tiempos de preparación. También está diseñada de manera modular la sujeción de los casquillos de sujeción: a través de una interfaz roscada, los usuarios pueden intercambiarlos rápida y fácilmente. La rosca fina especial y el contacto plano axial en la interfaz aseguran valores óptimos de concentricidad.
Abordar la tarea desde ambos lados
Junto con Nicolas Heinrich, el trío de ISCAR desarrolló un proceso adecuado. 'Decidimos abordar el problema, por así decirlo, desde dos lados', dice Eckes. Para alcanzar la profundidad de perforación deseada, se deberían perforar 30 agujeros de 360 milímetros de profundidad desde ambos lados, que se encontrarían en el centro del componente. 'Como en la construcción de túneles', bromea el técnico de aplicaciones. 'Aquí, la precisión y el menor desvío posible son muy importantes, para que los agujeros se encuentren correctamente.' El equipo aseguró esto a través de una perforación piloto con un SUMOGUN en 3xD. La potencia de la máquina necesaria, la distancia de recorrido correspondiente y la presión de refrigerante requerida para la profunda perforación vertical fueron proporcionadas por la Hermle C62. 'Con una versión especial de 800 milímetros del SUMOGUN, habríamos alcanzado la profundidad total desde un lado. Sin embargo, la distancia de recorrido necesaria y la difícil evacuación de virutas a tal profundidad hablaron en contra', dice Muller.
Una prueba en Lehner debería mostrar si la idea es práctica. 'Todo funcionó muy bien desde el principio. Solo ajustamos un poco los valores de corte - y bingo', se alegra Heinrich. 'Los agujeros son excelentes, y el desvío de menos de un milímetro en el agujero de 360 milímetros es adecuado para el transporte de refrigerante. El proceso es absolutamente fiable - ni siquiera el a menudo problemático cruce con el agujero opuesto representa un problema para el SUMOGUN.'
Corto tiempo de procesamiento se encuentra con sostenibilidad
Gracias a una velocidad de corte de 65 metros por minuto y una alimentación de 0,16 milímetros por revolución, Lehner solo necesita 103 minutos por pieza. "Podemos procesar dos componentes completos antes de cambiar la cabeza de perforación por razones de seguridad después de 120 perforaciones", dice Baumann. "Aquí, el rápido y fácil cambio de la cabeza de perforación es una gran ventaja. El operario simplemente desenrosca la cabeza de perforación vieja y coloca la nueva." Dado que el cuerpo de perforación permanece en la máquina, puede continuar trabajando de inmediato sin necesidad de recalibrar. "Esto reduce casi a cero el tiempo de preparación, cambiar solo la cabeza relativamente pequeña también ahorra materias primas y es más económico", señala Muller. "Lehner lleva la sostenibilidad un paso más allá y reutiliza las cabezas cambiadas, por ejemplo, para perforaciones piloto."
Nicolas Heinrich está muy satisfecho con la solución en particular y con la colaboración con ISCAR en general. "ISCAR siempre está ahí cuando necesitamos apoyo, ya sea cuando las soluciones conocidas llegan a sus límites o cuando estamos explorando nuevos caminos."
Contacto:


 Freude statt Frust")