


W przypadku dużego elementu chłodzącego ze stali narzędziowej zleceniodawca Lehner musiał wykonać przelotowe otwory o długości ponad 700 milimetrów – a dokładnie 30 sztuk na element. Rozwiązanie: wiertło głębinowe z wymiennym ostrzem SUMOGUN firmy ISCAR oraz odważna strategia zapewniają bezpieczny i ekonomiczny proces, wysoką wydajność i krótkie czasy obróbcze.
Założona w 1968 roku firma Ludwig Lehner GmbH w Zweibrücken jest zleceniodawcą z około 50 pracownikami. Klienci pochodzą z prawie wszystkich branż przemysłowych i cenią sobie jakość, elastyczność i niezawodność firmy rodzinnej. „Obrabiamy wszystko, czego potrzebują nasi partnerzy biznesowi i nie boimy się nowych materiałów czy procesów”, mówi Nicolas Heinrich, asystent zarządu w Ludwig Lehner GmbH.
Firma obrabia aluminium, odlewy, wszystkie rodzaje stali, Inconel i tytan. Typowy rozmiar serii wynosi od jednego do maksymalnie 50 sztuk. „Zakres obejmuje części w rozmiarze pudełka na buty do elementów ważących 40 ton”, wyjaśnia Heinrich. „Naszą specjalnością jest obróbka elementów o złożonych wymaganiach – wysoko precyzyjnie i zazwyczaj w krótkim czasie.”
Te cechy dotyczą również elementu chłodzącego dla klienta z ogólnego przemysłu maszynowego. W elementach ze stali narzędziowej o wymiarach 600 x 700 x 800 milimetrów i wadze około 800 kilogramów w trakcie obróbki musiało zostać wykonanych 30 kanałów chłodzących – każdy o długości 720 milimetrów i średnicy 15 milimetrów. „W tej formie był to jednorazowy projekt z 25 elementami do obróbki”, wyjaśnia Heinrich. „Jednak takie typy elementów regularnie pojawiają się na maszynie.” Dlatego poszukiwał elastycznego konceptu, który umożliwiłby bezpieczny i ekonomiczny proces oraz łatwe przeniesienie na podobne projekty. Lehner wcześniej już z powodzeniem pracował z wiertłem z wymiennym ostrzem SUMOGUN od ISCAR przy krótszych otworach. Heinrich wiedział, że istnieje narzędzie do większych głębokości wiercenia. Szybko zadzwonił do Thomasa Baumanna, doradcy i sprzedawcy w ISCAR, z którym współpracuje od wielu lat, i przedstawił zadanie.
Modułowy system wiertniczy o długości 400 milimetrów
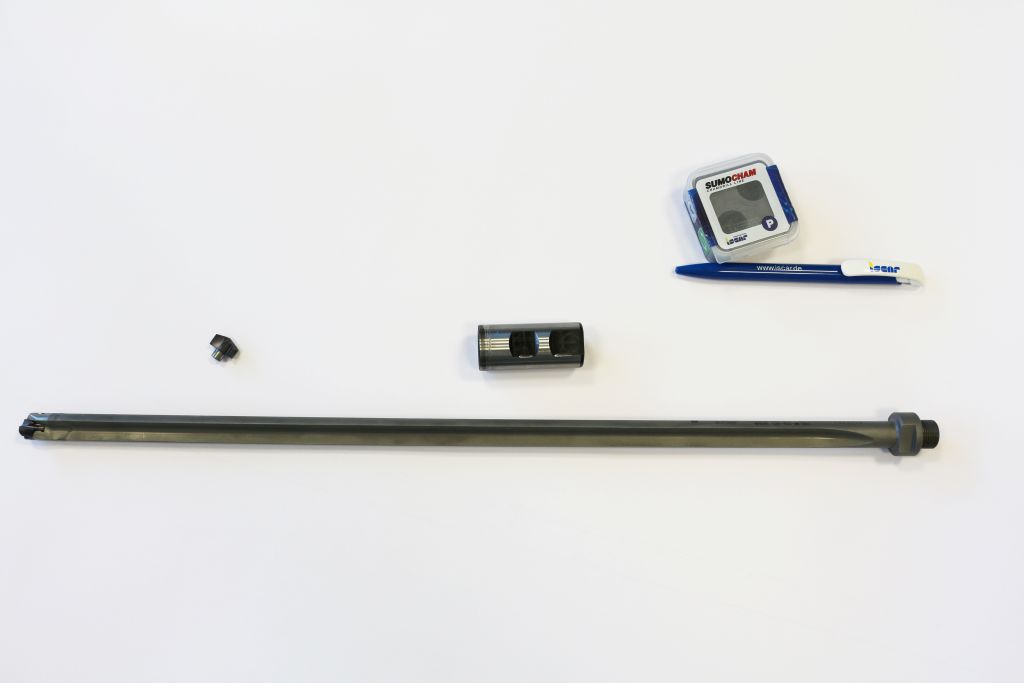
Wraz z technikiem aplikacyjnym Erikem Eckesem i Patrickiem Mullerem, menedżerem produktu ds. wiercenia, Baumann zbadał sprawę i zaprezentował odpowiednie narzędzie: SUMOGUN firmy ISCAR o średnicy 15 milimetrów i długości 400 milimetrów. „SUMOGUN to modułowe wiertło głębinowe o średnicach od dziesięciu do 25 milimetrów do wiercenia głębokiego do 400 milimetrów w wersji pełnomateriałowej z wymiennymi głowicami wiertniczymi i tulejami mocującymi”, wyjaśnia Patrick Muller. W tym narzędziu zastosowano solidny stalowy korpus wiertła. Dzięki solidnej konstrukcji narzędzie osiąga bardzo dobre wyniki nawet przy materiałach o wytrzymałości na rozciąganie przekraczającej 1000 Newtonów na milimetr kwadratowy i może przenosić duże siły skrętne nawet przy wysokich wartościach skrawania.
Korpus wiertła ma dwa proste rowki mocujące dla idealnego odprowadzania wiórów oraz wewnętrzny dopływ chłodziwa, który działa bezpośrednio w strefie skrawania. Użytkownicy korzystają z szerokiej gamy głowic i korpusów wiertniczych oraz wynikającej z tego elastyczności. Wiertła głębinowe można wyposażyć w różne standardowe głowice wiertnicze SUMOCHAM. Użytkownik może dokładnie dostosować narzędzia do swoich wymagań i korzystać z różnych, zoptymalizowanych pod kątem materiału geometrii głowic wiertniczych. Wymiana głowicy wiertniczej odbywa się przy zamocowanym korpusie wiertła.
Dzięki temu praktycznie nie występują czasy przestoju. Również modułowo zaprojektowane jest mocowanie tulei mocujących: za pomocą interfejsu gwintowego użytkownicy mogą szybko i łatwo je wymieniać. Specjalny gwint precyzyjny i osiowe przyleganie w interfejsie zapewniają optymalne wartości obrotowe.
Podejście do zadania z dwóch stron
Wraz z Nicolasem Heinrichiem zespół ISCAR opracował odpowiedni proces. „Zdecydowaliśmy się podejść do problemu z dwóch stron”, mówi Eckes. Aby osiągnąć zamierzoną głębokość wiercenia, z obu stron należy wykonać po 30 otworów o głębokości 360 milimetrów, które spotykają się w środku elementu. „Jak w budownictwie tunelowym”, żartuje technik aplikacyjny. „Bardzo ważna jest tutaj precyzja i jak najmniej odchyleń, aby otwory mogły się dobrze spotkać.” Zespół zapewnił to poprzez wiercenie próbne z SUMOGUN w 3xD. Wymagana moc maszyny, odpowiedni skok oraz ciśnienie chłodziwa potrzebne do głębokiego wiercenia pionowego zapewniła maszyna Hermle C62. „Z 800-milimetrową wersją specjalną SUMOGUN osiągnęlibyśmy całkowitą głębokość z jednej strony. Jednak wymagany skok i trudności z odprowadzaniem wiórów na taką głębokość były przeciwko temu”, mówi Muller.
Próba w Lehner miała pokazać, czy pomysł jest praktyczny. „Od początku szło świetnie. Tylko trochę dostosowaliśmy wartości skrawania – i bingo”, cieszy się Heinrich. „Otwory są doskonałe, a odchylenie nie przekracza jednego milimetra na 360-milimetrowym otworze, co jest idealne do transportu chłodziwa. Proces działa absolutnie niezawodnie – nawet przełom w otworze przeciwnym, który często sprawia problemy, nie stanowił problemu dla SUMOGUN-a.”
Krótki czas obróbczy spotyka się z zrównoważonym rozwojem
Dzięki prędkości skrawania wynoszącej 65 metrów na minutę i posuwowi 0,16 milimetra na obrót, Lehner potrzebuje tylko 103 minut na każdy element. „Możemy obrobić dwa całkowite komponenty, zanim z powodów bezpieczeństwa wymienimy głowicę wiertarską po 120 wierceniach” – mówi Baumann. „Szybka i łatwa wymiana głowicy wiertarskiej jest tutaj ogromną zaletą. Operator po prostu wykręca starą głowicę i wkłada nową.” Ponieważ korpus wiertła pozostaje w maszynie, może od razu kontynuować pracę bez ponownego ustawiania. „W ten sposób czas przezbrojenia praktycznie spada do zera, a wymiana stosunkowo małej głowicy oszczędza również surowce i jest tańsza” – wymienia Muller. „Lehner idzie nawet o krok dalej w zakresie zrównoważonego rozwoju i wykorzystuje wymienione głowice ponownie – na przykład do wierceń pilotażowych.”
Nicolas Heinrich jest bardzo zadowolony z rozwiązania w szczególności i ze współpracy z ISCAR w ogólności. „ISCAR zawsze jest dostępny, gdy potrzebujemy wsparcia, na przykład gdy znane rozwiązania napotykają swoje ograniczenia lub gdy podejmujemy nowe wyzwania.”
Kontakt:


 Freude statt Frust")