


Schrick Performance Components produkuje między innymi komponenty do hypercarów – czyli supersamochodów najwyższej klasy. W produkcji wałów rozrządu do marzeń na czterech kołach dostawca może znacznie bardziej opłacalnie obrabiać wewnętrznie dzięki nowemu PICCO-3-CUT od ISCAR – przy zachowaniu tej samej wysokiej jakości.
Schrick Performance Components jest głęboko zakorzeniona w sporcie motorowym. Od momentu założenia pod koniec lat 60. firma zyskała renomę jako producent komponentów silnikowych o wysokiej wydajności dla sportów rajdowych, serii Formuły i wyścigów samochodów turystycznych oraz hypercarów, takich jak Bugatti. Schrick prowadzi trzy lokalizacje w Niemczech z ponad 300 pracownikami. W siedzibie głównej w Remscheid znajduje się również centrum technologiczne Schrick z działem rozwoju, prób silników oraz nowoczesną produkcją, AVL Schrick Performance Components.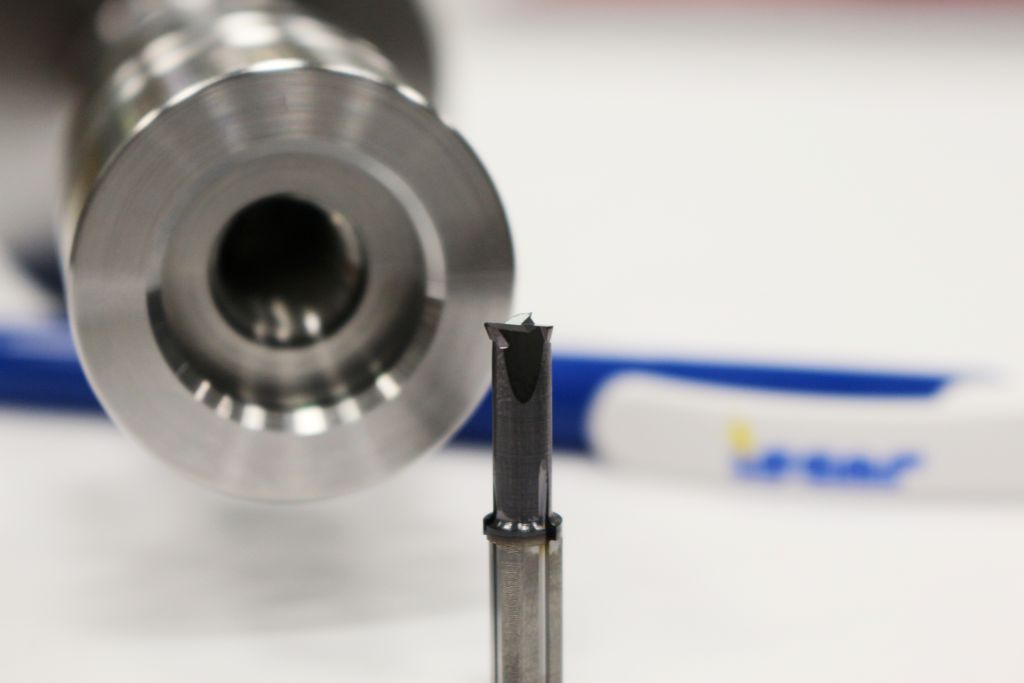
90 pracowników produkuje tutaj wały korbowe i wały rozrządu, głowice cylindrów i bloki cylindrów, obudowy E oraz części zawieszenia dla branży motoryzacyjnej, a także wały korbowe do zastosowań przemysłowych dla klientów na całym świecie. Od 2002 roku Schrick należy do austriackiego koncernu AVL, który specjalizuje się w rozwoju, symulacji i testowaniu w przemyśle motoryzacyjnym oraz w innych branżach, takich jak kolej, żegluga i energetyka.
„Zazwyczaj produkujemy prototypy i małe serie od pięciu do 200 sztuk, ale mamy też większe serie w przygotowaniu“ – wyjaśnia kierownik zakładu Marc Ditinger.
„To na przykład komponenty do silnika W16 Bugatti lub rocznie około 20 000 wałków rozrządu dla innych hypercarów.“ W przypadku tych elementów mniej ważna jest cena, a bardziej wysoka jakość i wydajność dostaw. Szczególnie istotne są oprócz małych tolerancji przede wszystkim okrągłość i bieżność wałków rozrządu.
„Jak to w wyścigach bywa, dostarczamy naszym klientom pełną dokumentację do każdej części“, mówi kierownik zakładu.
„Kiedy pojawia się możliwość poprawy procesów lub oszczędności na kosztach narzędzi przy zachowaniu wysokiej jakości, oczywiście stajemy się czujni.“ Odpowiednia okazja pojawiła się, gdy ISCAR wprowadził swoją nową kampanię narzędziową LOGIQUICK.
Trzy krawędzie są lepsze niż jedna.

W ramach kampanii LOGIQUICK firma ISCAR wprowadziła na rynek szereg innowacyjnych narzędzi skrawarskich do toczenia, wycinania, wiercenia i frezowania, które zaprezentowała na żywo przed około 700 pracownikami ISCAR, gośćmi i partnerami z Europy Środkowej, Północnej i Wschodniej w Hanau. Obecny był również Igor Smilski, doradca techniczny i sprzedaży w ISCAR. „Bardzo dobrze znam produkty, procesy i maszyny w AVL Schrick. Wśród nowych narzędzi było kilka, które mogłyby zainteresować zespół Schricka,” mówi Igor Smilski. „Na przykład nowe narzędzie PICCO-3-CUT.”
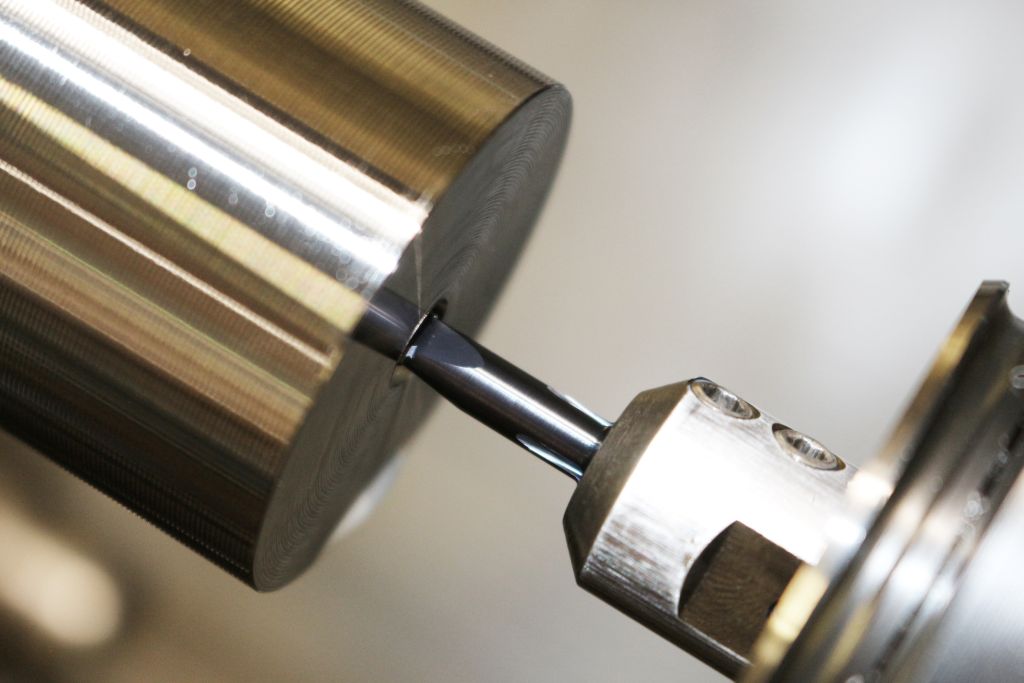
Trójnożowy PICCO-3-CUT został opracowany przez ISCAR do precyzyjnego i efektywnego wewnętrznego toczenia oraz fazowania małych elementów. Jest dostępny w średnicach od trzech do siedmiu milimetrów. Jego ukierunkowane chłodzenie na wszystkich trzech ostrzach minimalizuje zużycie, umożliwia długie czasy pracy oraz bardzo dobrą jakość powierzchni i ułatwia usuwanie wiórów. Dzięki modułowej budowie możliwa jest szybka i łatwa wymiana ostrzy.
„Odpowiedni projekt dla nowego narzędzia miałem już w głowie – wały rozrządu do hypercarów z utwardzonej stali azotowanej“, mówi Igor Smilski. Podczas produkcji Schrick dotychczas używał jednoskrawkowego PICCO-CUT, aby wprowadzić osłonowe zagłębienie w otworze czołowym o średnicy 6,8 milimetra. „Nie możemy tego zrobić za pomocą prostego narzędzia do toczenia wewnętrznego lub wiertła centrowego, ponieważ kolejne procesy wymagają bardzo precyzyjnej obróbki“, mówi Eugen Bernhardt, kierownik zespołu obróbki rotacyjnej w Schrick. „Jednoskrawkowy PICCO-CUT był do tego idealny. Ale jeśli narzędzie trzyskrawkowe działa równie dobrze i oferuje dodatkowe korzyści cenowe na ostrze, byłoby dużym błędem, aby nie przejść na nie.“ Czy jakość obróbki jest odpowiednia, powinny pokazać testy na miejscu.
Niższe koszty narzędzi

„Przy tych samych parametrach skrawania, co wcześniej, osiągamy dzięki trzyskrzydłowemu PICCO-3-CUT ten sam dobry wynik, korzystając z trzech strumieni chłodziwa, co zapewnia lepszą evacuację wiórów – i oszczędzamy jedną trzecią kosztów narzędzi”, cieszy się Marc Ditinger. „Dodatkowo, jako bonus, rzadziej musimy składać zamówienia, ponieważ teraz mamy trzy ostrza zamiast tylko jednego na każde narzędzie.”
Kierownik zakładu jest nie tylko zachwycony nowym rozwiązaniem, ale także współpracą z ISCAR. „To po prostu pasuje”, mówi Marc Ditinger. „Mamy zaufaną relację od około 25 lat i wiemy, że możemy polegać na wiedzy i wsparciu z Ettlingen.”
Kontakt:

 Freude statt Frust")
