


Schrick Performance Components manufactures components for hypercars – that is, top-class super sports cars. In the production of camshafts for dreams on four wheels, the supplier can turn internally much more economically with the new PICCO-3-CUT from ISCAR than before – while maintaining the same high quality.
Schrick Performance Components is deeply rooted in motorsport. Since its founding in the late 1960s, the company has made a name for itself as a manufacturer of high-performance engine components for rally sports, formula and touring car series, as well as hypercars, such as those from Bugatti. Schrick operates three locations in Germany with more than 300 employees. The headquarters in Remscheid also houses the Schrick Technology Center with development, engine testing, and modern production, the AVL Schrick Performance Components.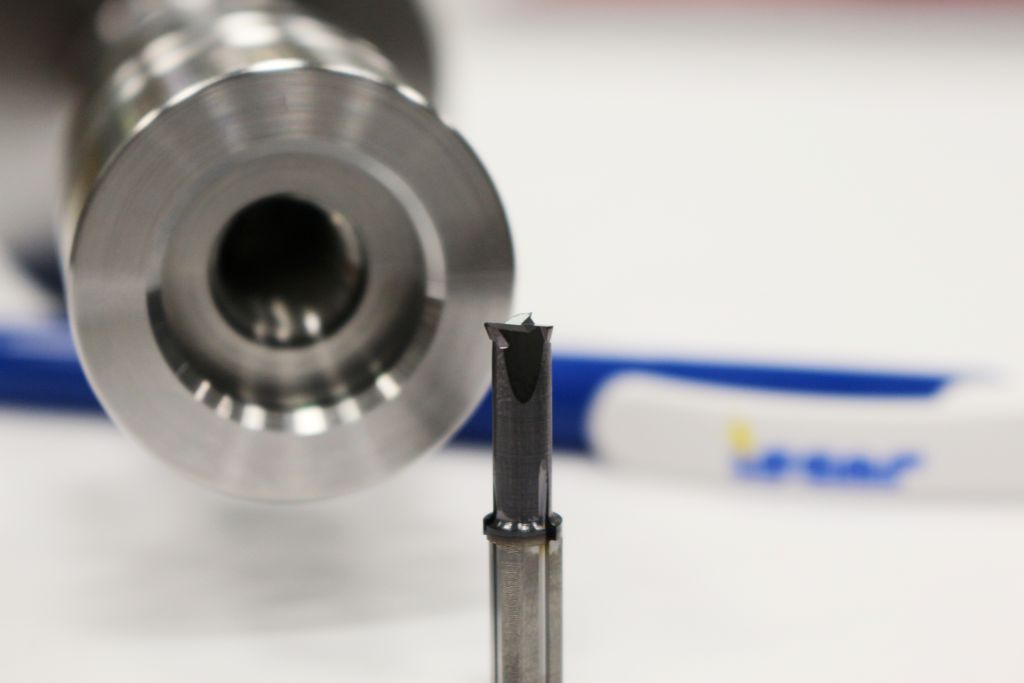
The 90 employees here manufacture crankshafts and camshafts, cylinder heads and blocks, e-housings, and chassis parts for the automotive industry, as well as crankshafts for industrial applications for customers around the world. Since 2002, Schrick has been part of the Austrian AVL Group, which specializes in development, simulation, and testing in the automotive industry as well as in other sectors such as rail, shipping, and energy.
"Typically, we produce prototypes and small series between five and 200 pieces, but we also have larger series in the pipeline," explains Operations Manager Marc Ditinger.
"These are, for example, components for the W16 engine from Bugatti or around 20,000 camshafts for other hypercars annually." In the case of the components, the focus is less on price and more on high quality and delivery performance. Besides small tolerances, roundness and concentricity of the camshafts are particularly important.
"As is customary in motorsport, we therefore provide our customers with complete documentation for each part," says the operations manager.
"Whenever there is an opportunity to improve processes or save tool costs while maintaining consistently high quality, we naturally become very interested." A corresponding opportunity arose when ISCAR rolled out its new LOGIQUICK tool campaign.
Three cutting edges are better than one

As part of the LOGIQUICK campaign, ISCAR launched a whole series of innovative cutting tools for turning, grooving, drilling, and milling and presented them live to around 700 ISCAR employees, guests, and partners from Central, Northern, and Eastern Europe in Hanau. Igor Smilski, technical consulting and sales at ISCAR, was also present. "I know the products, processes, and machines at AVL Schrick very well. There were several new tools that could be of interest to the Schrick team," says Igor Smilski. "For example, the new PICCO-3-CUT."
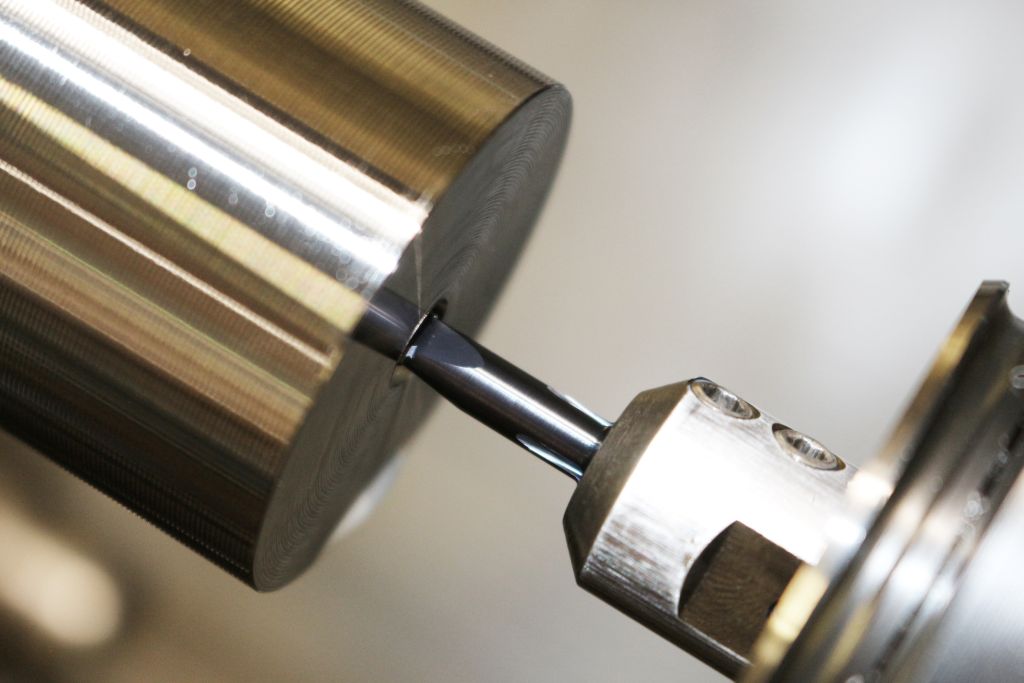
The three-edged PICCO-3-CUT has been developed by ISCAR for the highly precise and efficient internal turning and chamfering of small components. It is available in diameters between three and seven millimeters. Its targeted cooling at all three cutting edges minimizes wear, allows for long tool life, and provides very good surface qualities while facilitating chip removal. Thanks to its modular design, a quick and easy change of cutting edges is possible.
"I already had the right project for the new tool in mind – the hypercar camshafts made from hardened nitrided steel," says Igor Smilski. In production, Schrick previously used a single-edged PICCO-CUT to create a protective recess in an end-side bore with a diameter of 6.8 millimeters. "We cannot do this with a simple internal turning tool or a center drill, as the subsequent processes require very precise machining," says Eugen Bernhardt, Team Leader of Rotary Manufacturing at Schrick. "The single-edged PICCO-CUT was already ideal for this. But if the three-edged tool works just as well and also offers price advantages per edge, it would be a big mistake not to switch." Whether the machining quality is right should be demonstrated by tests on site.
Lower tool costs

"With the same cutting values as before, we achieve the same good results with the three-edged PICCO-3-CUT, benefit from better chip evacuation thanks to the three coolant jets – and save a third of the tool costs," says Marc Ditinger. "Additionally, we also have to reorder less frequently because we now have three cutting edges per tool instead of just one."
The operations manager is not only enthusiastic about the new solution but also about the collaboration with ISCAR. "It just fits," says Marc Ditinger. "We have had a trusting relationship for about 25 years and know that we can rely on the expertise and support from Ettlingen."
Contact:

 Freude statt Frust")
