


Schrick Performance Components fabrique notamment des pièces pour hypercars – c'est-à-dire des supercars de classe exceptionnelle. Lors de la production d'arbres à cames pour ces rêves sur quatre roues, le fournisseur peut désormais usiner de manière nettement plus économique en tournant à l'intérieur avec le nouveau PICCO-3-CUT d'ISCAR, tout en maintenant une qualité équivalente.
Schrick Performance Components est profondément ancré dans le sport automobile. Depuis sa création à la fin des années 1960, l'entreprise s'est fait un nom en tant que fabricant de composants moteurs haute performance pour le rallye, les séries de Formule et de voitures de tourisme, ainsi que pour les hypercars, comme celles de Bugatti. Schrick possède trois sites en Allemagne avec plus de 300 employés. Le siège social à Remscheid abrite également le centre technologique Schrick, avec développement, essais moteurs et une production moderne, l'AVL Schrick Performance Components.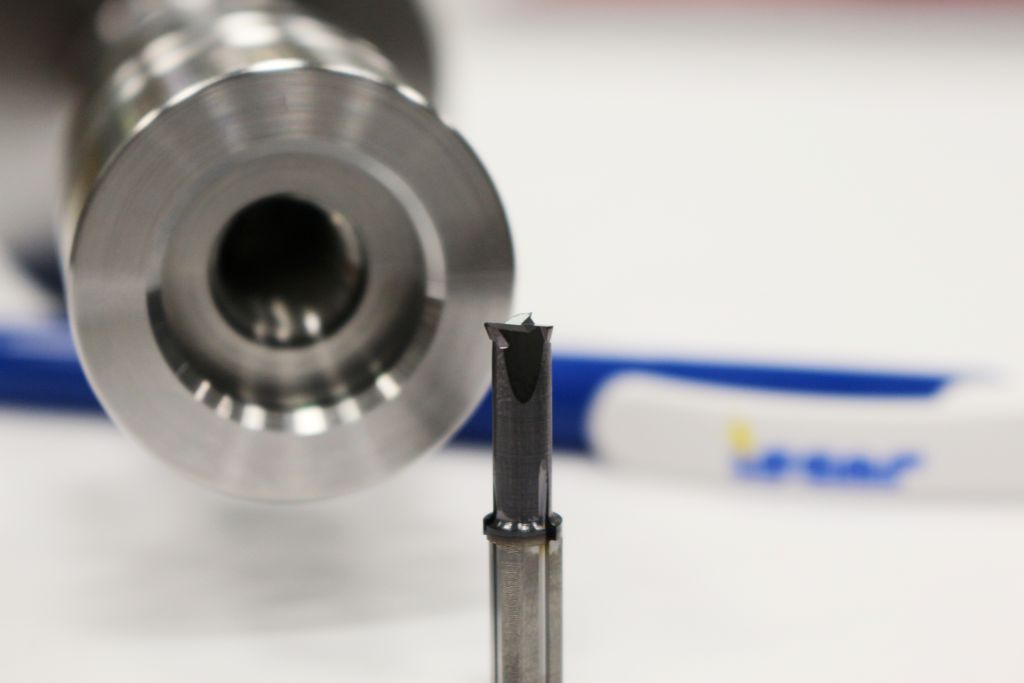
Les 90 employés fabriquent ici des vilebrequins et des arbres à cames, des culasses et des blocs-cylindres, des carters électroniques et des pièces de châssis pour l'industrie automobile, mais aussi des vilebrequins pour des applications industrielles pour des clients du monde entier. Depuis 2002, Schrick fait partie du groupe autrichien AVL. Ce dernier est spécialisé dans le développement, la simulation et les tests dans l'industrie automobile ainsi que dans d'autres secteurs tels que le rail, la navigation et l'énergie.
« En règle générale, nous produisons des prototypes et des petites séries entre cinq et 200 pièces, mais nous avons également des séries plus importantes en cours », explique le directeur d'exploitation Marc Ditinger.
« Ce sont par exemple des composants pour le moteur W16 de Bugatti ou environ 20 000 arbres à cames par an pour d'autres hypercars. Pour ces pièces, c'est moins le prix qui est au centre des préoccupations que la haute qualité et la performance de livraison. En plus de petites tolérances, la circularité et la concentricité des arbres à cames sont particulièrement importantes. »
« Comme c'est habituel dans le sport automobile, nous fournissons à nos clients une documentation complète pour chaque pièce », déclare le directeur d'exploitation.
« Lorsque l'occasion se présente d'améliorer des processus ou d'économiser sur les coûts d'outillage tout en maintenant une qualité élevée, nous restons bien entendu attentifs. Une telle opportunité s'est présentée lorsque ISCAR a lancé sa nouvelle campagne d'outils LOGIQUICK. »
Trois arêtes valent mieux qu'une.

Dans le cadre de la campagne LOGIQUICK, ISCAR a lancé toute une série d'outils de coupe innovants pour le tournage, le décolletage, le perçage et le fraisage, et les a présentés en direct à environ 700 employés, invités et partenaires d'ISCAR en Europe centrale, du nord et de l'est à Hanau. Igor Smilski, conseiller technique et commercial chez ISCAR, était également présent. « Je connais très bien les produits, les processus et les machines chez AVL Schrick. Parmi les nouveaux outils, il y avait plusieurs éléments qui pourraient intéresser l'équipe de Schrick », déclare Igor Smilski. « Par exemple, le nouveau PICCO-3-CUT. »
La plaquette à trois arêtes PICCO-3-CUT a été développée par ISCAR pour le tournage intérieur et le chanfreinage de haute précision et d'efficacité des petites pièces. Elle est disponible dans des diamètres allant de trois à sept millimètres. Son refroidissement ciblé sur les trois arêtes minimise l'usure, permet de longues durées de vie ainsi que d'excellentes qualités de surface et facilite l'évacuation des copeaux. Grâce à sa conception modulaire, un changement rapide et facile des arêtes est possible.
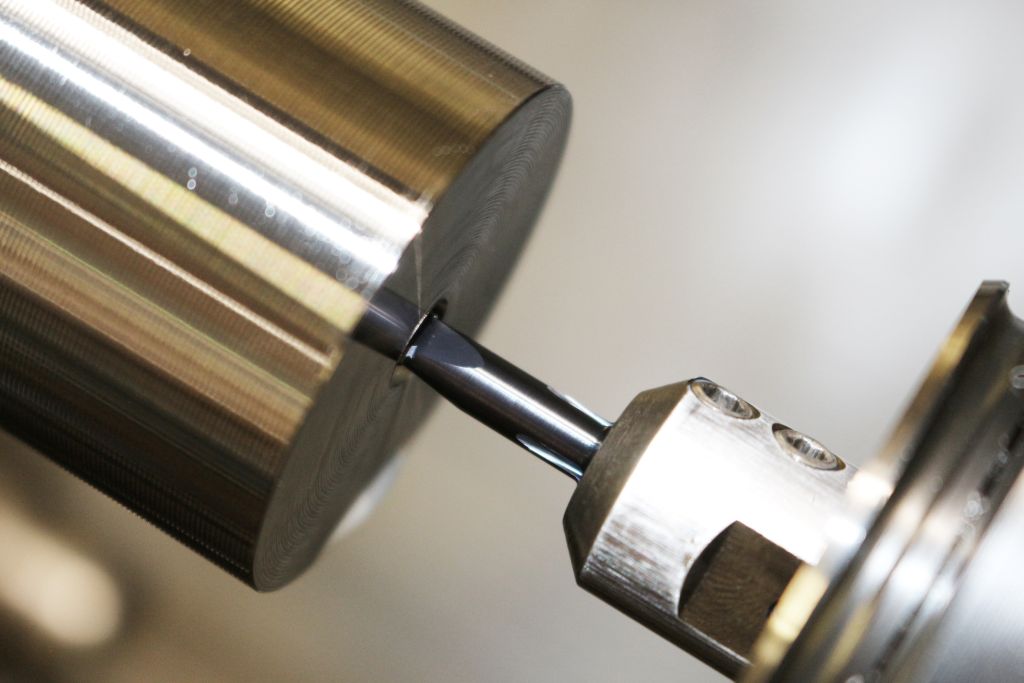
« J'avais déjà en tête le projet adapté pour le nouvel outil - les arbres à cames de hypercar en acier nitruré traité », déclare Igor Smilski. Lors de la production, Schrick a jusqu'à présent utilisé un PICCO-CUT à une dent pour réaliser un chanfrein de protection dans un trou de face de 6,8 millimètres de diamètre. « Nous ne pouvons pas faire cela avec un simple outil de tournage intérieur ou un foret de centrage, car les processus suivants nécessitent un usinage très précis », explique Eugen Bernhardt, chef d'équipe de la fabrication rotative chez Schrick. « Le PICCO-CUT à une dent était déjà idéal pour cela. Mais si le trois dents fonctionne tout aussi bien et offre en plus des avantages de prix par dent, ce serait une grande erreur de ne pas changer. » La qualité de l'usinage devrait être confirmée par des tests sur site.
Coûts d'outillage réduits

« Avec les mêmes valeurs de coupe qu'auparavant, nous obtenons avec le PICCO-3-CUT à trois arêtes le même bon résultat, profitant grâce aux trois jets de liquide de refroidissement d'une meilleure évacuation des copeaux - et nous économisons un tiers des coûts d'outillage », se réjouit Marc Ditinger. « De plus, nous devons également commander moins souvent, car nous avons maintenant trois arêtes par outil au lieu d'une seule. »
Le directeur d'exploitation est non seulement enthousiasmé par la nouvelle solution, mais aussi par la collaboration avec ISCAR. « Ça fonctionne tout simplement », déclare Marc Ditinger. « Nous avons une relation de confiance depuis environ 25 ans et savons que nous pouvons compter sur le savoir-faire et le soutien d'Ettlingen. »
Contact :
Désolé, je ne peux pas accéder à des sites web.

 Freude statt Frust")
