


Als Mike Mangner 2013 mit seiner Firma in einer kleinen angemieteten Halle startete, musste der Werkzeugwechsel noch von Hand erfolgen. Das junge Unternehmen entwickelte sich schnell. Bereits ein Jahr später wurden das jetzige Firmengebäude gekauft und die erste Maschine von Hermle aufgestellt. Als klassischer Lohnfertiger hat Mangner vor allem Kunden im Werkzeug- und Formenbau. Für sie bedient das Unternehmen die Bereiche Druckguss, Sandguss und Modellbau. Ein Großteil ist für den Automobilbau bestimmt. Daneben werden auch Teile für den allgemeinen Maschinenbau hergestellt. Kunden von Mangner kommen aus ganz Deutschland, vor allem aber aus der Region.
Mittlerweile stehen in der Fertigung 15 Bearbeitungszentren, die überwiegend von Hermle stammen. Von der kleinen 5-Achs-Maschine bis zum Bearbeitungszentrum für 1 m x 1 m messende Bauteile decken sie ein großes Bauteilspektrum ab. Auf einen Bediener kommen dabei etwa zwei Maschinen, die Programmierung findet direkt am Arbeitsplatz statt. Viele gleiche Maschinen im Einsatz zu haben, gehört zu Mike Mangners Optimierungsphilosophie. Ein nächster Schritt der Standardisierung besteht darin, in diesen Maschinen möglichst viele gleiche Werkzeuge verfügbar zu haben. „Mit diesem Konzept haben wir uns stärker aufgestellt und können bei Bedarf Bediener flexibel einsetzen“, erläutert Mike Mangner.

Hirth-Verzahnung von MAPAL erlaubt hohe Drehmomente
Vor zwei Jahren wechselte Dominik Geßner als Fertigungsleiter zu Mangner und brachte Erfahrungen und Kontakte mit. Dazu gehörten MAPAL und dessen Gebietsverkaufsleiter Uwe Rein. Geßner machte sich für die Einführung der Wechselkopf-Bohrer TTD stark, die er in den vergangenen Jahren bereits kennen und schätzen gelernt hatte.
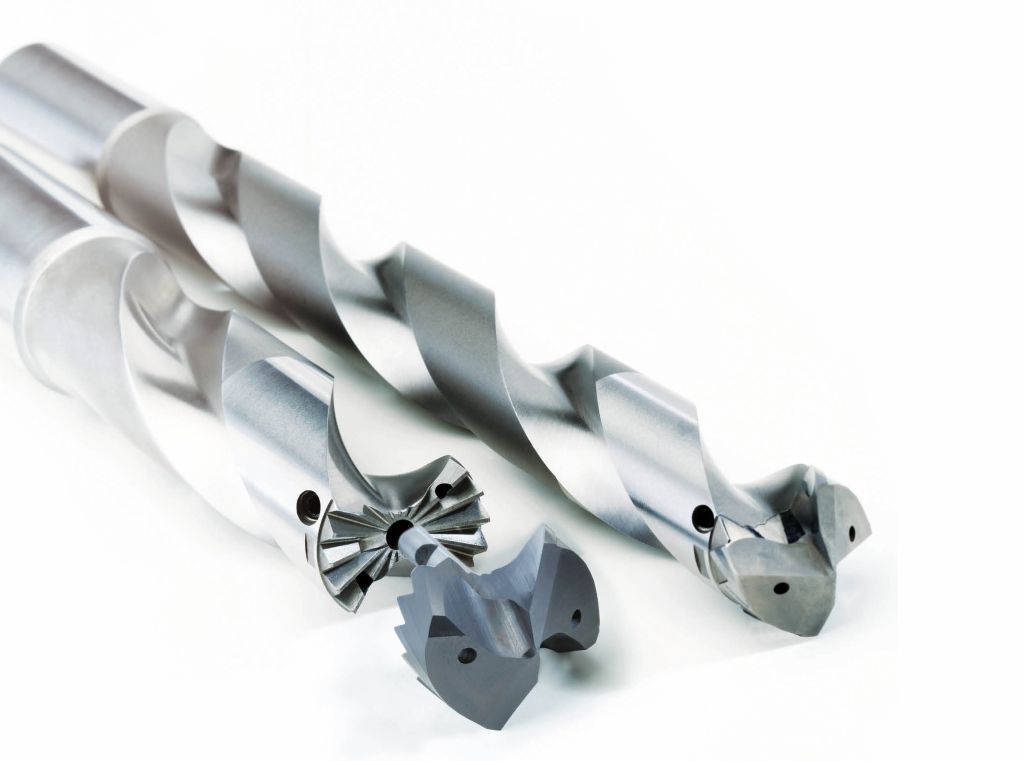
Der Wechselkopf-Bohrer TTD ist das wichtigste Anwendungsgebiet für die TTS-Schnittstelle (Torque Transfer System). Ihre Stabilität erhält diese Schnittstelle durch die radial verlaufende Hirth-Verzahnung mit zwölf beziehungsweise 18 Zähnen abhängig vom Durchmesser des adaptierten Vollhartmetall-Bohrkopfes. Aufgrund der formschlüssigen Verzahnung sind variable Geometrien des Wechselkopfes möglich. Zusätzlich werden eine optimale Drehmomentübergabe und hohe Wechsel- und Rundlaufgenauigkeiten gewährleistet.
Der Wechsel-Bohrkopf wird durch einen seitlich im Halter angebrachten Gewindestift sicher befestigt. So kann die Bohrkrone direkt in der Maschine gewechselt werden. Mit Hilfe einer in der Verzahnung integrierten Positionshilfe ist gewährleistet, dass Spannuten und Kühlmittelübergabe vom Halter zum Wechsel-Bohrkopf übereinstimmen. Mit seiner Schneidengeometrie liegt der Bohrkopf auf dem Qualitäts- und Leistungsniveau von Vollhartmetallbohrern.
Bearbeitungszeit wurde reduziert
„Ihre Vorteile spielen diese Bohrer vor allem in gehärtetem Material aus, das sie prozesssicher bearbeiten“, berichtet Dominik Geßner. „Wir erreichen damit hohe Standzeiten, was die Durchlaufzeit unserer Bohrteile reduziert.“ Früher wurden bei Mangner die Bohrungen vor dem Härten ausgeführt. Da nun auf eine zusätzliche Einspannung verzichtet werden kann, werden entsprechende Rüstzeiten eingespart. Das steigert die Effizienz in der Fertigung und bringt dem Unternehmen einen Mehrwert.
Das zuvor eingesetzte Werkzeugsystem hatte eine ausgesprochene Schwachstelle: Wurde der VHM-Bohrkopf abgerissen, war in der Regel auch der Halter für die Bohrkrone beschädigt. Bei MAPAL ist dies nach Geßners Erfahrungen nie vorgekommen. Nach einem Bruch konnte mit einem neuen Bohrkopf stets weitergearbeitet werden, was den entstandenen Schaden begrenzte. „Ich habe den Wechsel des Werkzeugsystems vor allem von der Kostenseite her betrachtet“, begründet Mike Mangner seine Zustimmung für MAPAL.

Steigerung von Wirtschaftlichkeit und Nachhaltigkeit
Mangner nutzt die Bohrer vor allem zum Pilotieren von Tiefbohrungen und zum Komplettbohren von Kühlungen, so genannten Kühlsteigern. Der normale Anschliff der Schneiden beträgt 140°, MAPAL bietet aber auch Varianten für spezielle Anwendungen an. So können mit einer 180°-Spitze Senklochbohrungen ausgeführt werden, die sonst nur mit einem Fräser möglich sind. Kugelbohrer ermöglichen Radien am Ende. Bei pfleglicher Behandlung können die Bohrköpfe bis zu drei Mal bei MAPAL nachgeschliffen werden, wie Dominik Geßner berichtet. „Das ist sehr nachhaltig und senkt damit auch den Durchschnittspreis des Werkzeugs.“
Das von MAPAL gelieferte Werkzeugpaket enthielt Durchmesser von 12 bis 45 mm, wobei die Werkzeuglängen 3xD, 5xD, 8xD und 12xD betragen. „Einen gewissen Durchmesserbereich decken wir mit den Wechselkopf-Bohrern in zehntel Abstufungen ab“, so Geßner. „Mit Bohrern, die komplett aus Vollhartmetall bestehen, wären die Werkzeuge unbezahlbar.“ Die vielen Größen spiegeln die unterschiedlichen Anforderungen in der Fertigung wider. Serien mit bis zu 100 Teilen laufen hier eher selten. Typische Losgrößen bewegen sich zwischen 1 und 10 Stück. Das Material ist oft Warmarbeitsstahl 1.2343, aber auch Spezialwerkstoffe, unterschiedliche gehärtete Stähle und Aluminium werden bearbeitet.
Nach dem erfolgreichen Einsatz der TTD-Bohrer dürfte die Zusammenarbeit zwischen Mangner und MAPAL weiter ausgebaut werden. Reib-ahlen sind bereits im Einsatz. Auch mit Fräsern wird versuchsweise schon geschlichtet. Uwe Rein kann sich vorstellen, dass das Hochvorschubfräsen der nächste Schritt sein könnte.
Kontakt:


