


When Mike Mangner started his company in 2013 in a small rented hall, tool changes still had to be done manually. The young company quickly developed. Just a year later, the current company building was purchased and the first machine from Hermle was set up. As a classic contract manufacturer, Mangner primarily serves customers in tool and mold making. For them, the company operates in the areas of die casting, sand casting, and model making. A large part is intended for the automotive industry. Additionally, parts for general machine engineering are also produced. Mangner's customers come from all over Germany, especially from the region.
Currently, there are 15 machining centers in production, mostly from Hermle. Ranging from a small 5-axis machine to a machining center for components measuring 1 m x 1 m, they cover a large range of components. On average, there are about two machines per operator, and programming takes place directly at the workstation. Having many identical machines in operation is part of Mike Mangner's optimization philosophy. A next step in standardization involves having as many identical tools available in these machines as possible. 'With this concept, we have positioned ourselves stronger and can deploy operators flexibly when needed,' explains Mike Mangner.
Hirth gearing from MAPAL allows for high torque
Two years ago, Dominik Geßner joined Mangner as production manager and brought experience and contacts with him. This included MAPAL and its regional sales manager Uwe Rein. Geßner advocated for the introduction of the exchangeable head drills TTD, which he had already come to know and appreciate in recent years.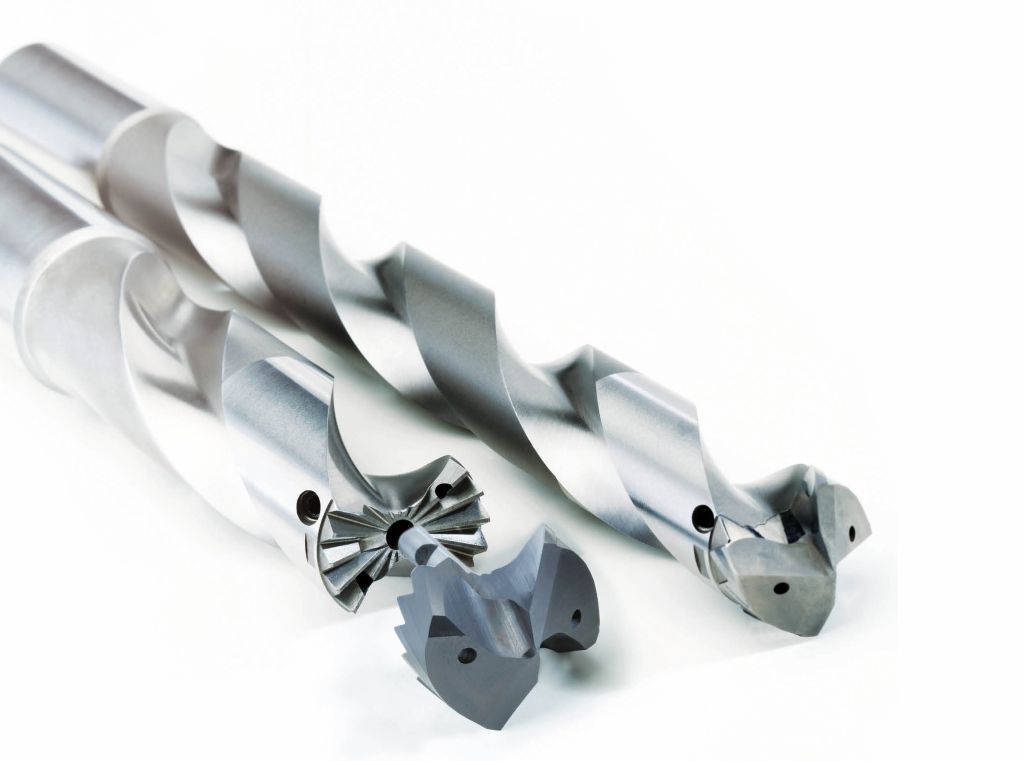
The exchangeable head drill TTD is the most important application area for the TTS interface (Torque Transfer System). Its stability is provided by the radially oriented Hirth gearing with twelve or eighteen teeth depending on the diameter of the adapted solid carbide drill head. Due to the form-locking gearing, variable geometries of the exchangeable head are possible. Additionally, optimal torque transfer and high change and run-out accuracies are ensured.
The exchangeable drill head is securely fastened by a threaded pin attached laterally in the holder. This allows the drill crown to be changed directly in the machine. With the help of a position aid integrated into the gearing, it is ensured that clamping grooves and coolant transfer from the holder to the exchangeable drill head match. With its cutting geometry, the drill head is on the quality and performance level of solid carbide drills.
Processing time has been reduced
'These drills show their advantages especially when machining hardened material, which they process reliably,' reports Dominik Geßner. 'We achieve high tool life, which reduces the lead time of our drilled parts.' Previously, drilling at Mangner was done before hardening. Since an additional clamping can now be omitted, corresponding setup times are saved. This increases efficiency in production and brings added value to the company.
The previously used tool system had a pronounced weak point: If the solid carbide drill head broke, the holder for the drill crown was usually damaged as well. According to Geßner's experience, this has never happened with MAPAL. After a break, work could always continue with a new drill head, which limited the damage incurred. 'I viewed the change of the tool system primarily from a cost perspective,' justifies Mike Mangner his approval for MAPAL.
Increase in efficiency and sustainability
Mangner primarily uses the drills for pilot drilling of deep holes and for complete drilling of cooling channels, so-called cooling boosters. The standard sharpening of the cutting edges is 140°, but MAPAL also offers variants for special applications. For example, a 180° tip can be used to perform counterbore drilling, which would otherwise only be possible with a milling cutter. Ball drills allow for radii at the end. With careful handling, the drill heads can be resharpened up to three times at MAPAL, as Dominik Geßner reports. 'This is very sustainable and also lowers the average price of the tool.'
The tool package supplied by MAPAL included diameters from 12 to 45 mm, with tool lengths of 3xD, 5xD, 8xD, and 12xD. 'We cover a certain diameter range with the exchangeable head drills in tenths increments,' says Geßner. 'With drills that are completely made of solid carbide, the tools would be unaffordable.' The many sizes reflect the different requirements in production. Series of up to 100 parts are rather rare here. Typical batch sizes range between 1 and 10 pieces. The material is often hot work steel 1.2343, but also special materials, various hardened steels, and aluminum are processed.
After the successful use of the TTD drills, the collaboration between Mangner and MAPAL is expected to be further expanded. Reaming drills are already in use. Milling cutters are also being tested for finishing. Uwe Rein can imagine that high-feed milling could be the next step.
Contact:


