


Když Mike Mangner v roce 2013 začal se svou firmou v malé pronajaté hale, musela se výměna nástrojů ještě provádět ručně. Mladá firma se rychle rozvíjela. Již o rok později byla zakoupena současná budova firmy a byla nainstalována první stroj od Hermle. Jako klasický subdodavatel se Mangner zaměřuje především na zákazníky v oblasti nástrojů a forem. Pro ně firma pokrývá oblasti tlakového lití, pískového lití a modelářství. Velká část je určena pro automobilový průmysl. Kromě toho se vyrábějí také díly pro obecný strojírenství. Zákazníci Mangnera pocházejí z celé Německa, především však z regionu.
V současnosti je ve výrobě 15 obráběcích center, která převážně pocházejí od Hermle. Od malého 5-osého stroje až po obráběcí centrum pro díly o rozměrech 1 m x 1 m pokrývají široké spektrum dílů. Na jednoho obsluhovatele připadá přibližně dva stroje, programování probíhá přímo na pracovišti. Mít v provozu mnoho stejných strojů patří k optimalizační filozofii Mikea Mangnera. Dalším krokem standardizace je mít v těchto strojích co nejvíce stejných nástrojů. „S tímto konceptem jsme se posílili a můžeme v případě potřeby flexibilně nasazovat obsluhovatele,“ vysvětluje Mike Mangner.
Hirthovo ozubení od MAPAL umožňuje vysoké točivé momenty
Před dvěma lety přešel Dominik Geßner jako vedoucí výroby k Mangnerovi a přinesl si zkušenosti a kontakty. Mezi nimi byl i MAPAL a jeho oblastní prodejce Uwe Rein. Geßner se zasadil o zavedení vyměnitelných hlav vrtáků TTD, které již v minulých letech poznal a ocenil.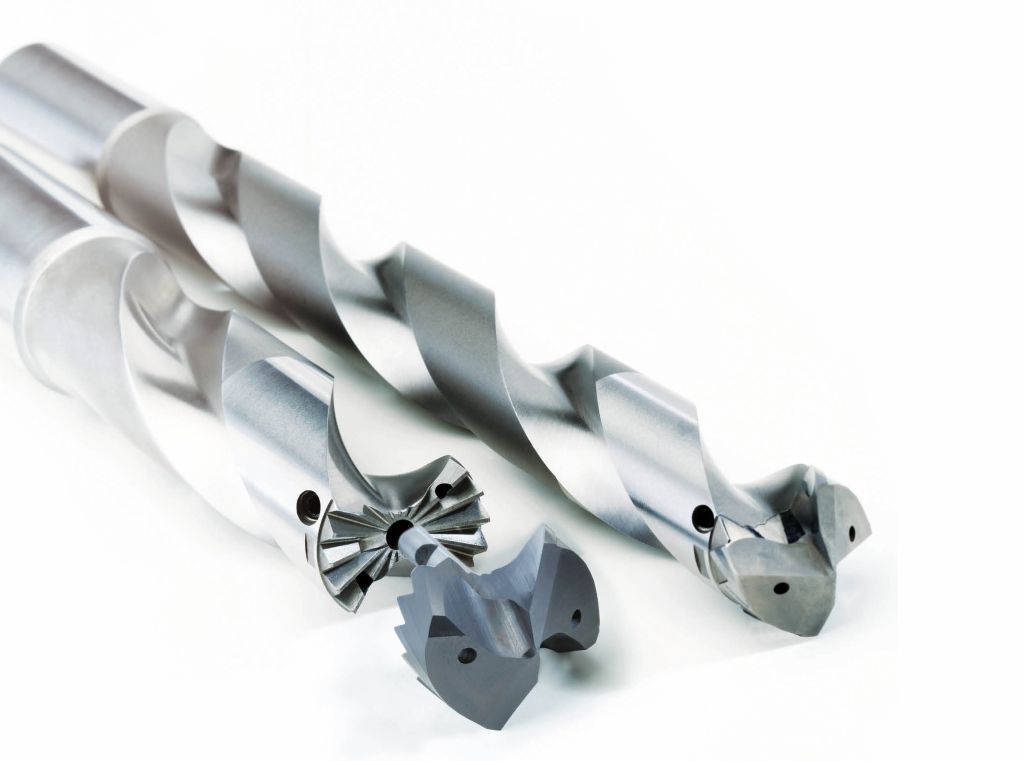
Vyměnitelný vrták TTD je nejdůležitější aplikační oblastí pro rozhraní TTS (Torque Transfer System). Jeho stabilita je zajištěna radiálně probíhajícím Hirthovým ozubením se dvanácti nebo osmnácti zuby v závislosti na průměru adaptovaného plně tvrdokovového vrtacího hrotu. Díky tvarovému ozubení jsou možné variabilní geometrie vyměnitelné hlavy. Navíc je zajištěn optimální přenos točivého momentu a vysoká přesnost výměny a oběhu.
Vyměnitelná vrtací hlava je bezpečně upevněna pomocí šroubového kolíku umístěného na straně držáku. Tak může být vrtací korunka přímo vyměněna ve stroji. S pomocí integrované polohové pomůcky v ozubení je zajištěno, že upínací drážky a přenos chladicí kapaliny ze držáku na vyměnitelnou vrtací hlavu odpovídají. Díky své geometrii břitu se vrtací hlava nachází na kvalitativní a výkonové úrovni plně tvrdokovových vrtáků.
Čas obrábění byl zkrácen
„Jejich výhody se tyto vrtáky projevují především při obrábění tvrzeného materiálu, který zpracovávají procesně bezpečně,“ říká Dominik Geßner. „Dosahujeme tím vysokých životností, což zkracuje dobu průchodu našich vrtacích dílů.“ Dříve byly vrtání u Mangnera prováděny před tvrzením. Nyní se lze vyhnout dodatečnému upnutí, což šetří odpovídající časy přípravy. To zvyšuje efektivitu ve výrobě a přináší firmě přidanou hodnotu.
Předchozí použitý nástrojový systém měl výraznou slabinu: Pokud se plně tvrdokovová vrtací hlava utrhla, obvykle byl poškozen i držák vrtací korunky. U MAPAL se podle Geßnerových zkušeností to nikdy nestalo. Po zlomení bylo vždy možné pokračovat s novou vrtací hlavou, což omezilo vzniklé škody. „Na změnu nástrojového systému jsem se díval především z pohledu nákladů,“ odůvodňuje Mike Mangner svůj souhlas s MAPAL.
Zvýšení hospodárnosti a udržitelnosti
Mangner používá vrtáky především k pilotování hlubokých vrtů a k úplnému vrtání chlazení, takzvaných chladičů. Normální úhel břitu činí 140°, ale MAPAL nabízí také varianty pro speciální aplikace. Tak mohou být s 180° špičkou prováděny zapuštěné vrtání, které by jinak bylo možné pouze s frézou. Kuličkové vrtáky umožňují radiusy na konci. Při pečlivém zacházení mohou být vrtací hlavy až třikrát přebroušeny u MAPAL, jak uvádí Dominik Geßner. „To je velmi udržitelné a snižuje průměrnou cenu nástroje.“
Nástrojový balíček dodaný od MAPAL obsahoval průměry od 12 do 45 mm, přičemž délky nástrojů činily 3xD, 5xD, 8xD a 12xD. „Určitý průměrový rozsah pokrýváme vyměnitelnými vrtáky v desetinových odstupních,“ říká Geßner. „S vrtáky, které jsou zcela z plného tvrdokovu, by byly nástroje neúnosné.“ Mnoho velikostí odráží různé požadavky ve výrobě. Série s až 100 díly se zde obvykle nevyskytují. Typické velikosti sérií se pohybují mezi 1 a 10 kusy. Materiál je často teplu odolná ocel 1.2343, ale také speciální materiály, různé tvrzené oceli a hliník se zpracovávají.
Po úspěšném nasazení vrtáků TTD by měla být spolupráce mezi Mangnerem a MAPAL dále rozšířena. Vrtací frézy jsou již v provozu. Také s frézami se již experimentálně obrábí. Uwe Rein si dokáže představit, že vysokorychlostní frézování by mohlo být dalším krokem.
Kontakt:


