


Cuando Mike Mangner comenzó en 2013 con su empresa en un pequeño taller alquilado, el cambio de herramienta aún tenía que hacerse manualmente. La joven empresa se desarrolló rápidamente. Solo un año después, se compró el edificio actual de la empresa y se instaló la primera máquina de Hermle. Como fabricante por contrato clásico, Mangner tiene principalmente clientes en la construcción de herramientas y moldes. Para ellos, la empresa atiende las áreas de fundición a presión, fundición en arena y modelado. Una gran parte está destinada a la construcción de automóviles. Además, también se fabrican piezas para la ingeniería mecánica general. Los clientes de Mangner provienen de toda Alemania, pero sobre todo de la región.
Actualmente hay 15 centros de mecanizado en producción, que provienen en su mayoría de Hermle. Desde la pequeña máquina de 5 ejes hasta el centro de mecanizado para piezas de 1 m x 1 m, cubren un amplio espectro de piezas. Aproximadamente dos máquinas por operador, la programación se realiza directamente en el lugar de trabajo. Tener muchas máquinas iguales en uso es parte de la filosofía de optimización de Mike Mangner. Un próximo paso en la estandarización consiste en tener disponibles tantos herramientas iguales como sea posible en estas máquinas. "Con este concepto nos hemos posicionado más fuerte y podemos asignar operadores de manera flexible según sea necesario", explica Mike Mangner.
El engranaje Hirth de MAPAL permite altos momentos de torsión
Hace dos años, Dominik Geßner se unió a Mangner como gerente de producción y trajo consigo experiencia y contactos. Entre ellos estaban MAPAL y su gerente de ventas regional Uwe Rein. Geßner abogó por la introducción de las brocas de cabezal intercambiable TTD, que había llegado a conocer y apreciar en los últimos años.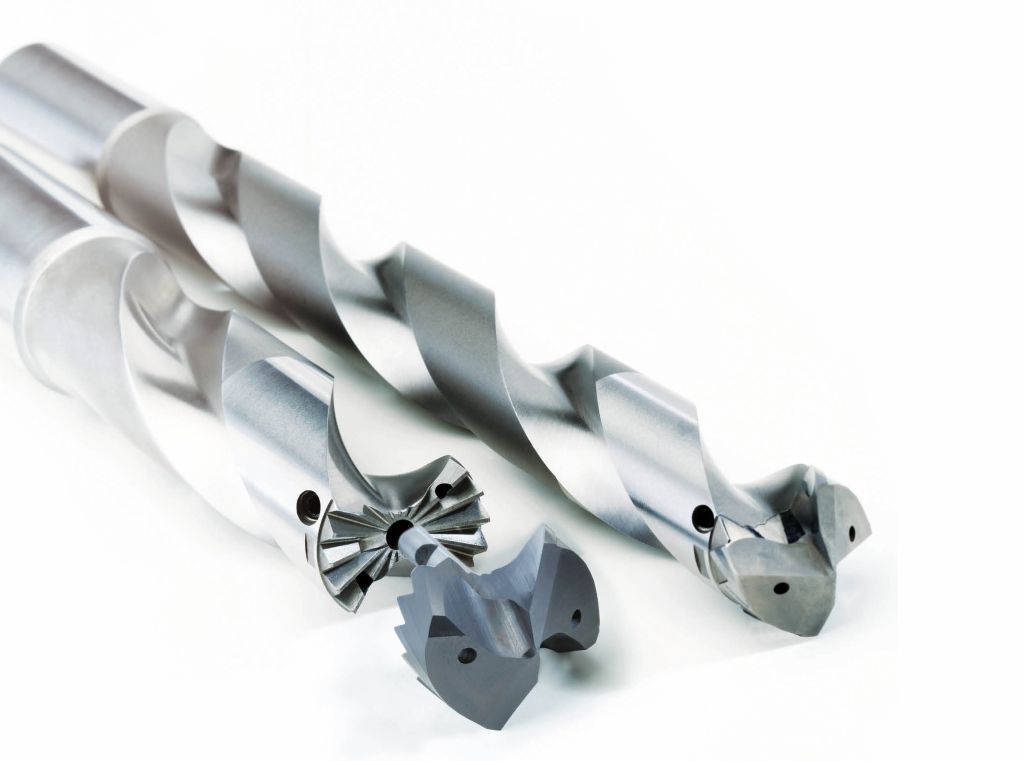
La broca de cabezal intercambiable TTD es el área de aplicación más importante para la interfaz TTS (Torque Transfer System). Su estabilidad se obtiene a través del engranaje Hirth radial con doce o dieciocho dientes, dependiendo del diámetro del cabezal de perforación de carburo sólido adaptado. Debido al engranaje de forma de cierre, son posibles geometrías variables del cabezal intercambiable. Además, se garantiza una transferencia óptima de momento de torsión y altas precisiones de cambio y de redondeo.
El cabezal de perforación intercambiable se fija de manera segura mediante un tornillo roscado colocado lateralmente en el soporte. Así, la corona de perforación puede cambiarse directamente en la máquina. Con la ayuda de una guía de posición integrada en el engranaje, se asegura que las ranuras de sujeción y la transferencia de refrigerante del soporte al cabezal de perforación intercambiable coincidan. Con su geometría de corte, el cabezal de perforación se encuentra en el nivel de calidad y rendimiento de las brocas de carburo sólido.
El tiempo de procesamiento se ha reducido
"Sus ventajas se destacan especialmente en materiales endurecidos, que procesan de manera segura", informa Dominik Geßner. "Logramos tiempos de vida útiles altos, lo que reduce el tiempo de ciclo de nuestras piezas perforadas." Anteriormente, en Mangner, las perforaciones se realizaban antes del endurecimiento. Como ahora se puede prescindir de un montaje adicional, se ahorran tiempos de preparación correspondientes. Esto aumenta la eficiencia en la producción y aporta un valor añadido a la empresa.
El sistema de herramientas utilizado anteriormente tenía una debilidad pronunciada: si se rompía el cabezal de perforación de carburo sólido, generalmente también se dañaba el soporte de la corona de perforación. Según la experiencia de Geßner, esto nunca ha ocurrido con MAPAL. Después de una ruptura, siempre se pudo continuar trabajando con un nuevo cabezal de perforación, lo que limitó el daño causado. "He considerado el cambio del sistema de herramientas principalmente desde el punto de vista de costos", justifica Mike Mangner su aprobación para MAPAL.
Aumento de la rentabilidad y sostenibilidad
Mangner utiliza las brocas principalmente para pilotar perforaciones profundas y para la perforación completa de refrigeraciones, llamados elevadores de refrigerante. El afilado normal de los cortes es de 140°, pero MAPAL también ofrece variantes para aplicaciones especiales. Así, se pueden realizar perforaciones de fondo con una punta de 180°, que de otro modo solo serían posibles con un fresador. Las brocas esféricas permiten radios en el extremo. Con un tratamiento cuidadoso, los cabezales de perforación pueden ser afilados hasta tres veces en MAPAL, como informa Dominik Geßner. "Esto es muy sostenible y también reduce el precio promedio de la herramienta."
El paquete de herramientas suministrado por MAPAL contenía diámetros de 12 a 45 mm, con longitudes de herramienta de 3xD, 5xD, 8xD y 12xD. "Cubrimos un cierto rango de diámetros con las brocas de cabezal intercambiable en incrementos de décima", dice Geßner. "Con brocas que son completamente de carburo sólido, las herramientas serían inasequibles." Los muchos tamaños reflejan los diferentes requisitos en la producción. Las series de hasta 100 piezas son bastante raras aquí. Los tamaños de lote típicos oscilan entre 1 y 10 piezas. El material suele ser acero de trabajo en caliente 1.2343, pero también se procesan materiales especiales, diferentes aceros endurecidos y aluminio.
Después del exitoso uso de las brocas TTD, la colaboración entre Mangner y MAPAL debería ampliarse aún más. Las brocas de fricción ya están en uso. También se están realizando pruebas con fresadores. Uwe Rein puede imaginar que el fresado de alta alimentación podría ser el próximo paso.
Contacto:


