


Mike Mangner, 2013 yılında küçük bir kiralık atölyede şirketine başladığında, alet değişimi hala elle yapılmak zorundaydı. Genç şirket hızla gelişti. Bir yıl sonra mevcut şirket binası satın alındı ve ilk Hermle makinesi kuruldu. Mangner, özellikle alet ve kalıp imalatında müşterilere hizmet veren klasik bir dış kaynak üreticisidir. Şirket, döküm, kum döküm ve model yapımı alanlarını hizmet vermektedir. Büyük bir kısmı otomotiv endüstrisine yöneliktir. Ayrıca genel makine imalatı için parçalar da üretilmektedir. Mangner'in müşterileri Almanya'nın dört bir yanından gelmektedir, özellikle de bölgeden.
Artık üretimde, çoğunlukla Hermle'den gelen 15 işleme merkezi bulunmaktadır. Küçük 5 eksenli makinelerden 1 m x 1 m boyutundaki parçalar için işleme merkezlerine kadar geniş bir parça yelpazesini kapsamaktadırlar. Her bir operatöre yaklaşık iki makine düşmektedir ve programlama doğrudan çalışma alanında yapılmaktadır. Aynı makinelerin çok sayıda kullanılmasının Mike Mangner'in optimizasyon felsefesinin bir parçası olduğu belirtilmektedir. Standartlaştırmanın bir sonraki adımı, bu makinelerde mümkün olduğunca çok sayıda aynı aletin mevcut olmasını sağlamaktır. 'Bu konseptle daha güçlü bir konum elde ettik ve gerektiğinde operatörleri esnek bir şekilde kullanabiliyoruz' diye açıklıyor Mike Mangner.
MAPAL'ın Hirth dişlisi yüksek torkları mümkün kılar
İki yıl önce Dominik Geßner, üretim müdürü olarak Mangner'e katıldı ve deneyim ve bağlantılar getirdi. Bunlar arasında MAPAL ve bölge satış müdürü Uwe Rein de bulunmaktadır. Geßner, son yıllarda tanıyıp değerini bildiği değiştirilebilir uçlu matkap TTD'nin tanıtımını üstlendi.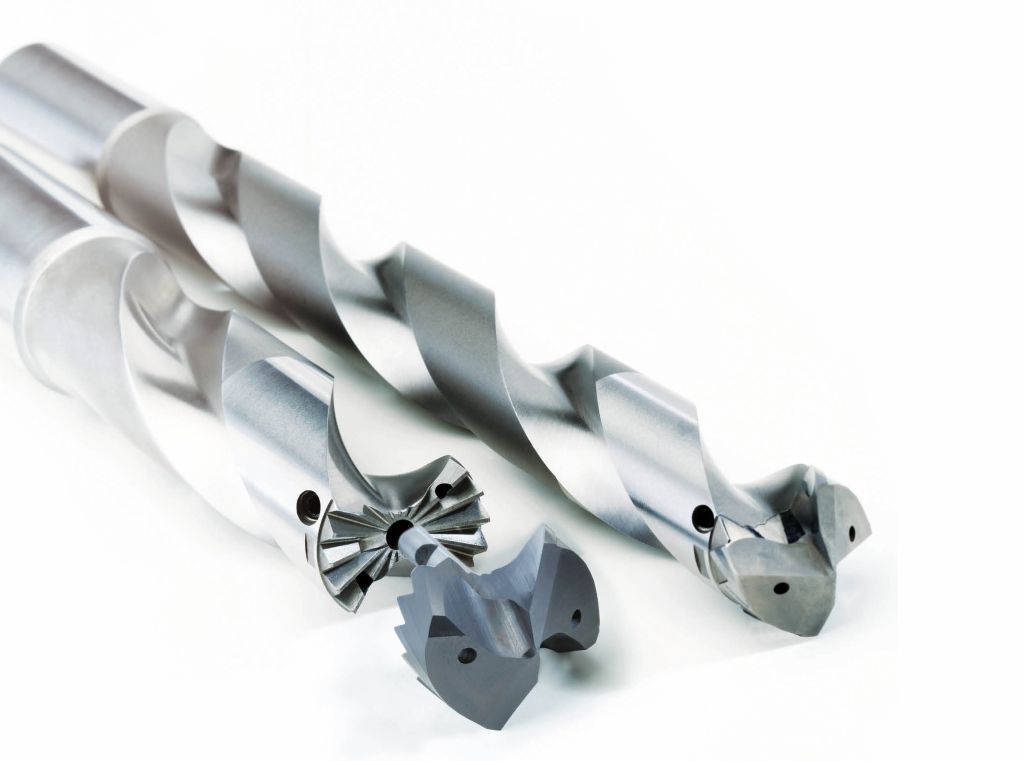
Değiştirilebilir uçlu matkap TTD, TTS arayüzü (Tork Transfer Sistemi) için en önemli uygulama alanıdır. Bu arayüz, adaptörlü tam sert metal matkap başlığının çapına bağlı olarak on iki veya on sekiz dişli radial Hirth dişlisi ile stabilite kazanır. Şekil kilitli dişli sayesinde değiştirilebilir uçların değişken geometrileri mümkündür. Ayrıca, optimal tork aktarımı ve yüksek değişim ve yuvarlaklık hassasiyetleri sağlanmaktadır.
Değiştirilebilir matkap başlığı, tutucuda yan tarafta yer alan bir vida ile güvenli bir şekilde sabitlenir. Böylece matkap ucu doğrudan makinede değiştirilebilir. Dişli içinde entegre bir konum yardımı ile, sıkıştırma oluklarının ve soğutma sıvısının tutucudan değiştirilebilir matkap başlığına aktarımının uyumlu olması sağlanmaktadır. Kesme geometrisi ile matkap başlığı, tam sert metal matkapların kalite ve performans seviyesindedir.
İşleme süresi azaltıldı
'Bu matkaplar, özellikle sert malzemelerde işlem yaparken avantajlarını gösteriyor' diyor Dominik Geßner. 'Böylece yüksek ömür süreleri elde ediyoruz, bu da matkap parçalarımızın döngü süresini azaltıyor.' Daha önce Mangner'de delikler sertleştirmeden önce açılıyordu. Artık ek bir sıkıştırma gereksinimi ortadan kalktığı için ilgili hazırlık süreleri tasarruf edilmektedir. Bu, üretimde verimliliği artırmakta ve şirkete bir değer katmaktadır.
Önceki alet sistemi belirgin bir zayıflığa sahipti: VHM matkap başlığı koparsa, genellikle matkap ucu tutucusu da hasar görüyordu. Geßner'in deneyimlerine göre, MAPAL'da bu hiç olmamıştır. Bir kırılmadan sonra yeni bir matkap başlığı ile her zaman devam edilebilmiştir, bu da oluşan zararı sınırlamıştır. 'Alet sistemi değişimini özellikle maliyet açısından değerlendirdim' diyor Mike Mangner, MAPAL'a onay vermesinin nedenini açıklarken.
Ekonomik ve sürdürülebilirlik artışı
Mangner, matkapları özellikle derin deliklerin pilotajı ve soğutma, yani soğutma artırıcılarının tam delik açılması için kullanmaktadır. Kesme kenarlarının normal açısı 140°'dir, ancak MAPAL özel uygulamalar için de varyantlar sunmaktadır. Örneğin, 180° uç ile delik açma işlemleri, aksi takdirde sadece bir freze ile mümkün olan işlemler yapılabilmektedir. Küre matkapları, uçlarda kavisler sağlar. Dikkatli bir kullanım ile matkap uçları, Dominik Geßner'in bildirdiğine göre, MAPAL'da üç kez yeniden bileme yapılabilir. 'Bu çok sürdürülebilir ve böylece aletin ortalama fiyatını da düşürüyor.'
MAPAL tarafından sağlanan alet paketi, 12 ile 45 mm çapında, alet uzunlukları ise 3xD, 5xD, 8xD ve 12xD'dir. 'Belirli bir çap aralığını, değiştirilebilir uçlu matkaplarla ondalık artışlarla kapsıyoruz' diyor Geßner. 'Tamamen sert metalden yapılmış matkaplarla, aletler karşılanamaz fiyatlarda olurdu.' Çok sayıda boyut, üretimdeki farklı gereksinimleri yansıtmaktadır. 100 parçaya kadar olan seriler burada nadiren çalışmaktadır. Tipik parti boyutları 1 ile 10 parça arasında değişmektedir. Malzeme genellikle sıcak iş çeliği 1.2343'tür, ancak ayrıca özel malzemeler, farklı sertleştirilmiş çelikler ve alüminyum da işlenmektedir.
TTD matkaplarının başarılı kullanımı sonrasında, Mangner ve MAPAL arasındaki işbirliğinin daha da genişletilmesi beklenmektedir. Kayar matkaplar zaten kullanılmaktadır. Frezelerle de deneysel olarak işleme yapılmaktadır. Uwe Rein, yüksek besleme frezelerinin bir sonraki adım olabileceğini düşünmektedir.
İletişim:


