


The proper manufacturing and maintenance of die-casting tools is of central importance to the foundry industry: As one of the most expensive operating resources, they significantly determine quality, efficiency, and cost-effectiveness. Complex molds and inserts can easily reach acquisition costs in the six-figure euro range, and their unrestricted functionality for production over the years is essential. They must withstand extreme loads. In die casting, temperatures of up to 700 °C act on the mold material, while the tools are simultaneously subjected to mechanical forces of several hundred kilonewtons. Additionally, there are abrasive loads on the tool surface and chemical attacks from alloying elements of the casting materials. Thermal stresses and material fatigue lead to crack formation, erosion, and abrasive wear. Even with optimal design and careful manufacturing of the molds, their wear is an unavoidable factor that will eventually necessitate tool replacement. If this occurs unexpectedly, high follow-up costs arise.
The economic significance is considerable: Every tool failure means production downtime, additional setup times, and sometimes the creation of new inserts or even complete tools. There is also increasing pressure to manufacture and operate molds not only economically but also sustainably. 'In an industry where every minute of production time counts, we need processes that extend tool life cycles, reduce downtime, and can ecologically optimize production processes,' says Dr. Thomas Schopphoven, head of the Laser Cladding department at the Fraunhofer Institute for Laser Technology ILT in Aachen.
Classical approaches, such as the use of highly alloyed tool steels, reach physical limits. Higher hardness and wear resistance often mean complex processing, long delivery times, and high raw material costs. In addition to aspects of service life, the demands for flexibility in tool manufacturing are also increasing: Product modifications regularly require changes to mold inserts, gating, and cooling systems, which poses additional challenges for tool construction.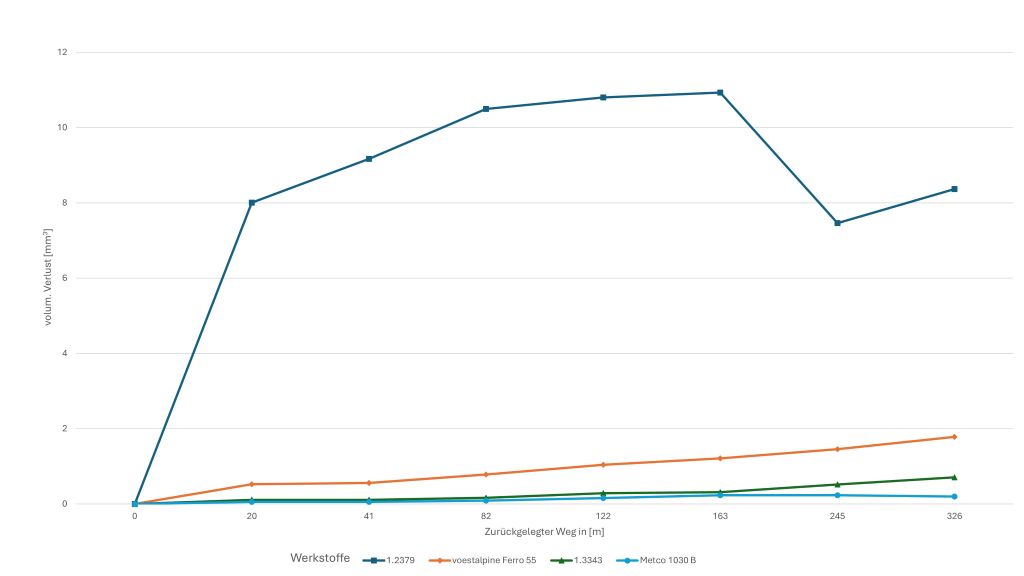
The search for solutions must therefore go beyond previous strategies. Conventionally, tools consist of only one material, which limits their performance and complicates their repair. Innovative manufacturing technologies such as Laser Material Deposition (LMD) not only enable the repair of tools but also the selective coating of particularly stressed areas and the flexible adaptation of geometries through hybrid-additive manufacturing approaches. In this way, molds can be used longer, adapted faster, and operated more resource-efficiently.
In a time when the circular economy is gaining increasing importance in industrial tool construction, this technology has enormous future potential.
Laser Material Deposition and EHLA

Laser Material Deposition, often referred to as laser cladding, is an additive manufacturing process that has become widely used in various industries, such as the repair of turbomachinery components or the coating of rollers and cylinders. The principle is simple, and the possibilities are remarkable. A laser beam creates a melt pool of precisely adjustable size on the surface of a workpiece while simultaneously introducing a metal powder into this melt pool.
By precisely controlling the process paths, material is applied layer by layer locally, allowing not only worn areas to be rebuilt but also new, functional geometries to be created. The uniqueness lies in the high process control: laser parameters, powder feed, and feed rate are precisely coordinated so that the heat input remains minimal and thermal stresses are reduced.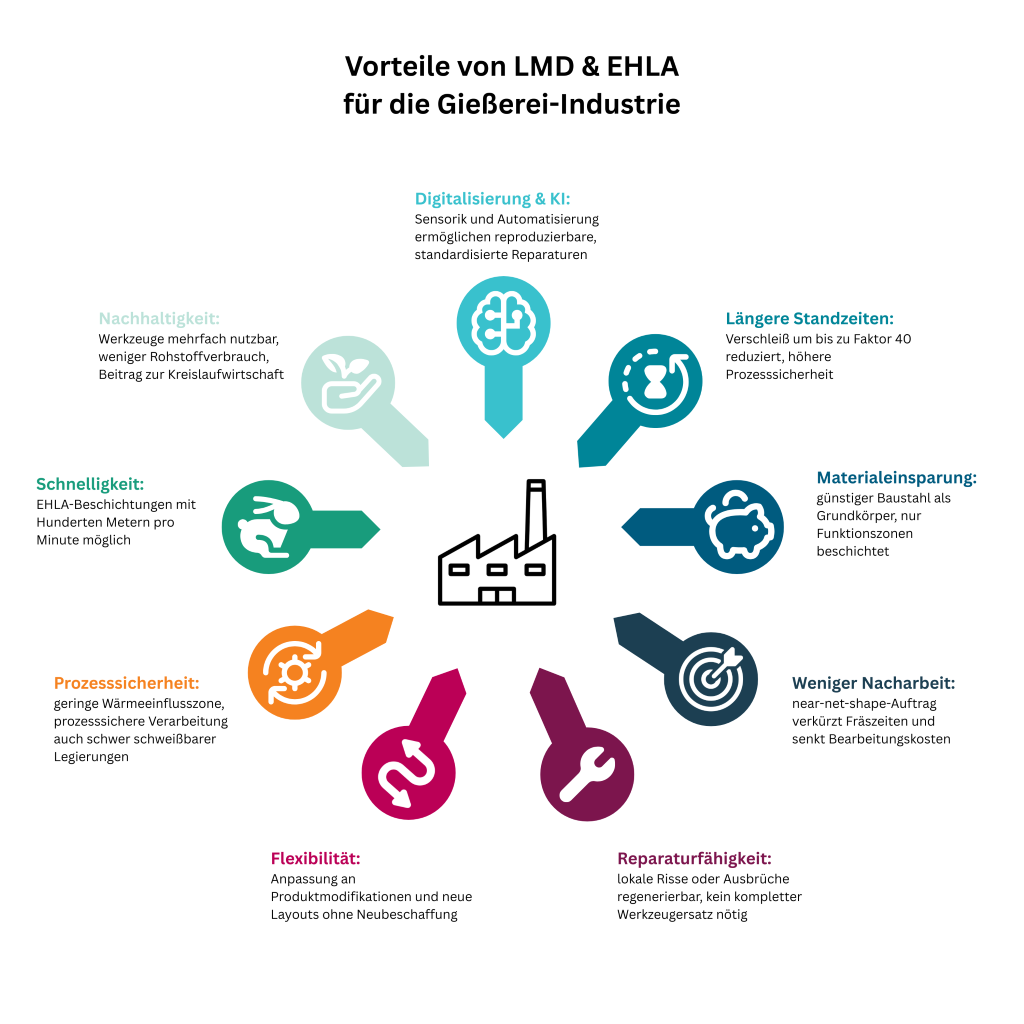
An advancement of this process is the multiple award-winning Extreme High-Speed Laser Cladding (EHLA), which Dr. Schopphoven developed a few years ago at Fraunhofer ILT: 'While classical LMD is primarily used for thicker layers in the millimeter range, EHLA allows the production of very thin, wear-resistant coatings with layer thicknesses starting from about 30 µm.' This is done at a speed that lives up to the process name: several hundred meters per minute are possible. The technology has now been established in numerous industries; several hundred EHLA systems are already in industrial use worldwide.
The decisive advantage lies in precision and efficiency: EHLA enables even difficult-to-weld material combinations, such as highly alloyed tool steels or hard metals, to be processed reliably while consuming little energy.
With EHLA3D, the process reaches another level. By integrating into 5-axis CNC systems, the technology can be used not only for coatings and smaller repairs but also for additive manufacturing. Complex freeform geometries can thus be built close to final contours on semi-finished products. This technology combines capabilities from the fields of manufacturing, coating, and repair into a single process that can be used for both the production of new tools and their regeneration. Particularly interesting for tool construction is the ability to selectively reinforce functional zones without having to completely remake the tool. The low heat input allows the processing of sensitive geometries without distortion, while the high deposition rate enables economical manufacturing even of large areas.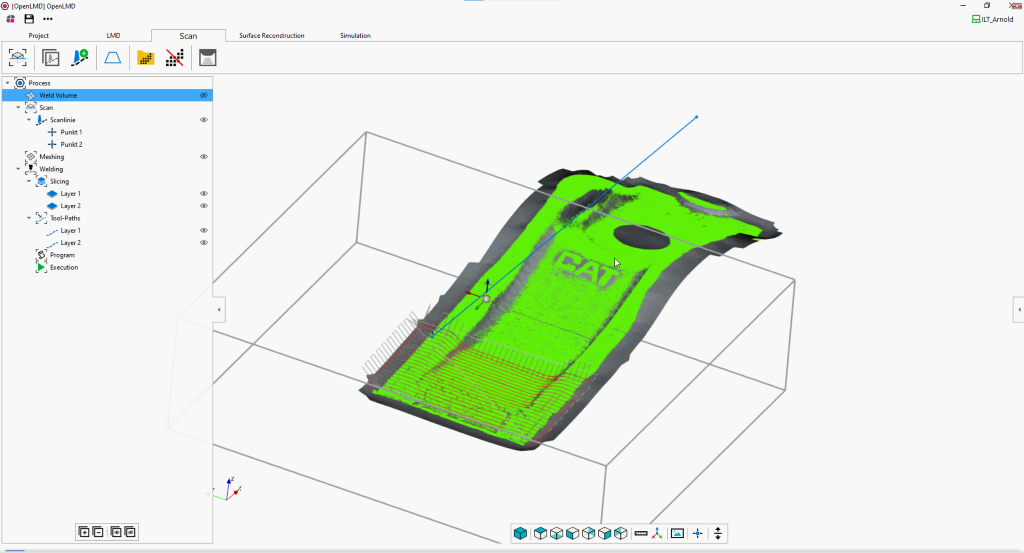
Benefits for the foundry industry
The advantages of LMD and EHLA for the foundry industry are diverse and extend far beyond extending tool life. Especially for die-casting molds that are exposed to extreme temperature fluctuations and abrasive wear, the process offers a clear economic and technical advantage.
Current research shows that the targeted coating of functional zones can significantly reduce wear-related material loss.
In sliding wear tests, improvements of up to a factor of 40 compared to conventional tool steel were observed, depending on the chosen alloy and process management. Materials such as a highly alloyed carbide-forming material achieve hardnesses of up to 930 HV while maintaining a material-bonding connection to the base material. These results impressively demonstrate that tool lifetimes can be significantly increased, which has immediate effects on production safety and cost-effectiveness.
In addition to increasing tool life, LMD enables a more efficient use of materials. While conventional tools are often made entirely of expensive, highly alloyed tool steel, LMD allows for the use of a cost-effective construction steel as a substrate. Only the areas that are actually exposed to high loads are coated with a hard alloy. This 'material-on-demand' principle not only reduces costs but also decreases machining efforts. The near-net-shape deposition eliminates a large part of the complex milling operations, and molds can be put into operation more quickly.
Tools that previously had to be completely replaced after cracks or breakouts can now be regenerated using LMD. Damaged areas are specifically re-welded and then mechanically processed, allowing the tools to regain their original geometry. This possibility not only opens up economic savings but also reduces dependence on long supply chains for new molds. This flexibility is a crucial factor, especially for large and complex die-casting tools that require individual manufacturing processes.
AI-SLAM: Automated Repair with Artificial Intelligence
A crucial step towards the series application of Laser Material Deposition in tool manufacturing is the increasing automation. In the research project AI-SLAM (Artificial Intelligence Enhancement of Process Sensing for Adaptive Laser Additive Manufacturing), experts from Fraunhofer ILT, together with international partners, have shown that coating and repair processes can be automated using sensors and artificial intelligence.
In the AI-SLAM project, a line laser with a camera captures the worn surface of a tool for the mining industry and compares it with the original CAD geometry. From the difference, the software calculates the exact travel paths and the necessary layer thickness to restore the original contour. The path planning is done automatically, and even during the deposition, the AI monitors the process. Deviations in the size or shape of the melt pool or in the geometry are immediately detected and corrected through adjusted process parameters.
A special feature lies in the multitude of monitored parameters. In addition to geometry, pyrometers measure temperature, cameras analyze the shape of the melt pool, and profilometers control the layer buildup. These data streams are combined in real time and evaluated by the AI. The operating personnel no longer need to manually set complex parameters but only need to give the start command; the system takes over the process control. This reduces dependence on highly specialized personnel who have been essential for the successful use of LMD.
This also represents a significant advancement for the foundry industry. Repairs of die-casting molds, which previously had to be planned painstakingly and executed with a lot of experience, can now be implemented reproducibly and standardized. Particularly interesting is the possibility of automatically regenerating large and complex tools. Defects are not only detected but immediately rectified, drastically reducing downtime. Furthermore, the results can be documented and verified, which is essential for series applications in an industrial environment.
With the AI-SLAM project, a perspective is emerging in which tools are no longer viewed as wear parts but as durable investments that can be optimized and improved throughout their entire lifecycle.
Innovative Approach to Manufacturing Forming Tools
Fraunhofer ILT has introduced a novel approach to manufacturing forming tools for bipolar plates in the H2GO project (National Action Plan for Fuel Cell Production). Instead of milling tools from solid material in a time- and material-intensive manner, a wear-resistant functional layer is applied directly onto cost-effective construction steel using EHLA. This way, tools are produced faster, cheaper, and with significantly less material usage.
Coating materials include high-speed steel 1.3343 and Ferro55, which achieve hardness values of up to 865 HV0.5. A typical EHLA deposition generates a layer thickness of about 0.05 mm to 0.15 mm per layer; multiple layers can be built up to achieve the required final contour. The process not only saves milling time, tool, and material costs but also increases the tool life of the produced molds.
A demonstrator illustrated the entire process: from EHLA coating to finishing and structuring the functional surfaces with ultrashort pulse lasers. In cooperation with Fraunhofer IPT, the tools produced in this way are currently being tested under realistic conditions. The goal is to validate the tool life of EHLA-coated tools under industrial load scenarios.
A significant advantage is already evident: the process allows particularly hard, long-term stable alloys to be applied to the tool surface, which are conventionally difficult or nearly impossible to machine. This significantly increases the lifespan of the tools, which directly contributes to lowering production costs. Additionally, EHLA enables location-selective deposition: defective or worn areas can be specifically repaired, allowing tools to be reused multiple times. This possibility of reuse represents another promising lever for cost reduction and opens up perspectives for tool manufacturing in other industries.
'The transfer of these approaches to the foundry industry can revolutionize the existing processes in tool manufacturing,' Thomas Schopphoven is convinced. 'Instead of procuring new molds in fixed cycles, companies can use their existing tools longer and more efficiently.' At the same time, LMD opens up the possibility of continuously adapting tools to new product designs and manufacturing requirements. In times when flexibility and speed, resilience, and independence from supply chains represent crucial competitive advantages, laser cladding welding is becoming a key technology for the future of tool manufacturing.
Contact:


