


A nyomásos öntőformák szakszerű gyártása és karbantartása központi jelentőségű az öntödék iparágában: mint az egyik legdrágább üzemeltetési eszköz, alapvetően befolyásolják a minőséget, hatékonyságot és gazdaságosságot. A bonyolult formák és betétek könnyen elérhetik a hatszámjegyű eurós beszerzési költségeket, és ezek korlátlan működése a termelés során évekig elengedhetetlen. Rendkívüli terheléseknek kell ellenállniuk. A nyomásos öntés során a hőmérsékletek elérhetik a 700 °C-t a formaanyagban, miközben az eszközök több száz kilonewton mechanikai erőnek vannak kitéve. Ezen kívül az eszköz felületén abrazív terhelések és kémiai támadások is fellépnek az öntőanyagok ötvözőelemei által. A hőmérsékleti feszültségek és az anyagfáradás repedések, erózió és abrazív kopás kialakulásához vezetnek. Még a formák optimális tervezése és gondos gyártása mellett is a kopás elkerülhetetlen tényező, amely előbb-utóbb eszközcsere szükségességét vonja maga után. Ha ez a helyzet váratlanul bekövetkezik, magas következményköltségek merülnek fel.
A gazdasági jelentőség jelentős: Minden szerszámhiba termelésleállást, további beállítási időket és esetenként új betétek vagy akár teljes szerszámok elkészítését jelenti. Ehhez jön még a növekvő nyomás, hogy a formákat ne csak gazdaságosan, hanem fenntartható módon is előállítsák és üzemeltessék. »Egy olyan iparágban, ahol minden egyes perc termelési idő számít, olyan eljárásokra van szükségünk, amelyek meghosszabbítják a szerszámok élettartamát, csökkentik a leállási időket és ökologikusan optimalizálják a termelési folyamatokat«, tudja Dr. Thomas Schopphoven, a Fraunhofer Lézertechnikai Intézet ILT lézeres felületkezelési osztályának vezetője Aachenben.
A klasszikus megközelítések, mint például a nagy ötvözetű szerszámacélok alkalmazása, fizikai határokba ütköznek. A magasabb keménység és kopásállóság gyakran bonyolult feldolgozást, hosszú szállítási időt és magas nyersanyagköltségeket jelent. A szerszám élettartamának szempontjai mellett a szerszámgyártás rugalmasságára vonatkozó követelmények is növekednek: a termékmodifikációk rendszeres változtatásokat igényelnek a formabetétekben, a beszívó- és hűtőrendszerekben, ami további kihívásokat jelent a szerszámgyártás számára.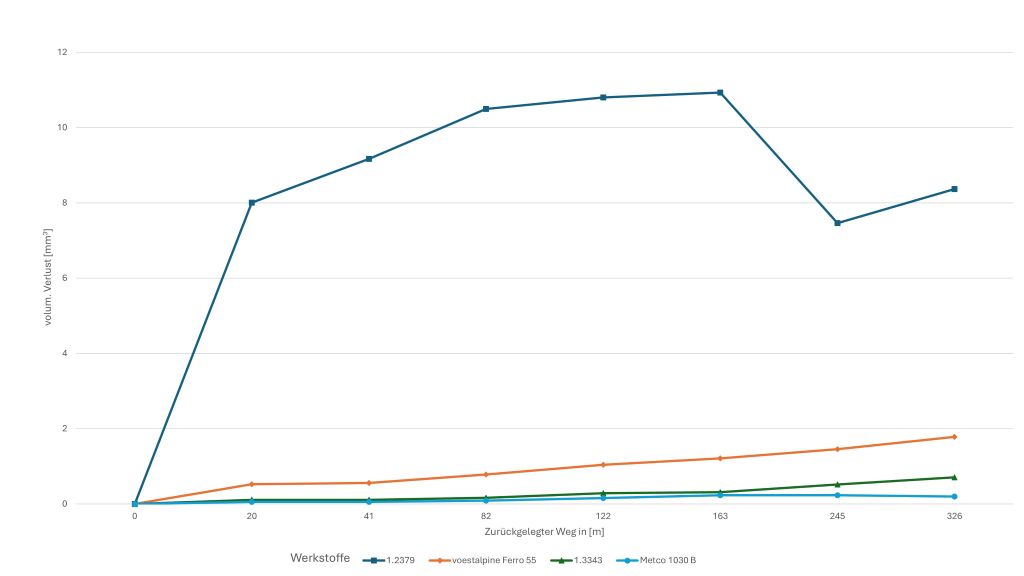
A megoldások keresésének ezért túl kell lépnie a korábbi stratégiákon. A hagyományos eszközök általában csak egy anyagból készülnek, ami korlátozza a teljesítményüket és megnehezíti a javításukat. Az innovatív gyártástechnológiák, mint például a lézeres anyagdepozíció (LMD), nemcsak az eszközök javítását teszik lehetővé, hanem a különösen terhelt területek szelektív bevonását és a geometriai formák rugalmas módosítását is hibrid-additív gyártási megközelítések révén. Ily módon a formák hosszabb ideig használhatók, gyorsabban alkalmazkodhatók és erőforrás-kímélőbben üzemeltethetők.
Egy olyan időszakban, amikor a körforgásos gazdaság egyre nagyobb jelentőséggel bír az ipari szerszámgyártásban, ezzel a technológiával óriási jövőbeli potenciál rejlik.
Lézeres anyagbevonás és EHLA

A lézeres anyagbeépítés, amelyet gyakran lézeres bevonóhegesztésnek is neveznek, egy additív gyártási eljárás, amely azóta számos iparágban elterjedtté vált, például a turbógépek alkatrészeinek helyreállítása vagy hengerek és hengerek bevonása terén. Az elv egyszerű, a lehetőségek figyelemre méltóak. Egy lézersugár pontosan beállítható méretű olvadékfürdőt hoz létre egy munkadarab felületén, miközben egy fémport juttatnak ebbe az olvadékfürdőbe.
A mozgási utak precíz irányításával helyileg rétegről rétegre anyagot visznek fel, így nemcsak a kopott területek építhetők újjá, hanem új, funkcionális geometriai formák is létrehozhatók. A különlegesség a magas folyamatellenőrzésben rejlik: a lézerparaméterek, a porellátás és a haladási sebesség pontosan összehangolt, így a hőbevitel minimális marad, és a hőterhelések csökkenthetők.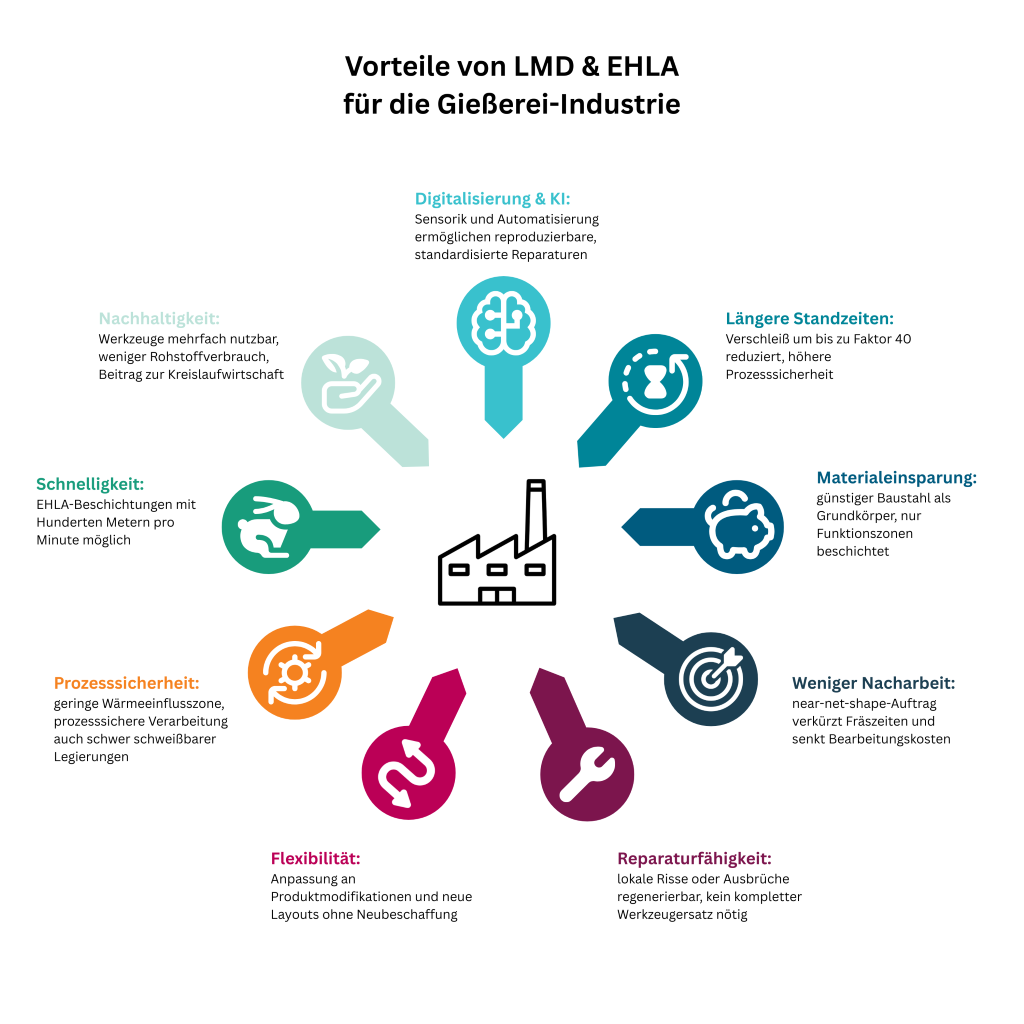
A módszer továbbfejlesztése a többszörösen díjazott Extreme Magas Sebességű Lézeres Felületi Hegesztés (EHLA), amelyet Dr. Schopphoven néhány évvel ezelőtt a Fraunhofer ILT-nél fejlesztett ki: „Míg a klasszikus LMD elsősorban vastagabb, milliméteres rétegekhez használatos, az EHLA lehetővé teszi nagyon vékony, kopásálló bevonatok létrehozását körülbelül 30 µm vastagságtól.” Ez olyan sebességgel történik, amely méltó a folyamat elnevezéséhez: több száz méter percenként lehetséges. A technológia mára számos iparágban elterjedt; világszerte több száz EHLA rendszer van már ipari használatban.
A döntő előny a precizitásban és a hatékonyságban rejlik: az EHLA lehetővé teszi, hogy még a nehezen hegeszthető anyagkombinációkat, mint például a nagyötvözésű szerszámacélokat vagy keményfémeket, folyamatbiztosan dolgozzák fel, miközben alacsony energiafogyasztást biztosít.
Az EHLA3D-vel a folyamat egy újabb szintet ér el. Az 5-tengelyes CNC-berendezések integrálásával a technológia nemcsak bevonatok és kisebb javítások, hanem additív gyártás céljára is felhasználható. Így komplex szabadformájú geometriák építhetők fel közel végső kontúrral a félkész termékeken. Ezzel a technológia egyesíti a gyártás, bevonatolás és javítás területeinek lehetőségeit egyetlen folyamatban, amely mind új szerszámok gyártására, mind azok regenerálására alkalmazható. Különösen érdekes a szerszámgyártás számára a funkcionális zónák célzott megerősítésének lehetősége anélkül, hogy az egész szerszámot újra kellene gyártani. A kis hőbevitel lehetővé teszi érzékeny geometriák megmunkálását torzulás nélkül, míg a magas anyagfelvételi sebesség gazdaságos gyártást tesz lehetővé még nagy felületek esetén is.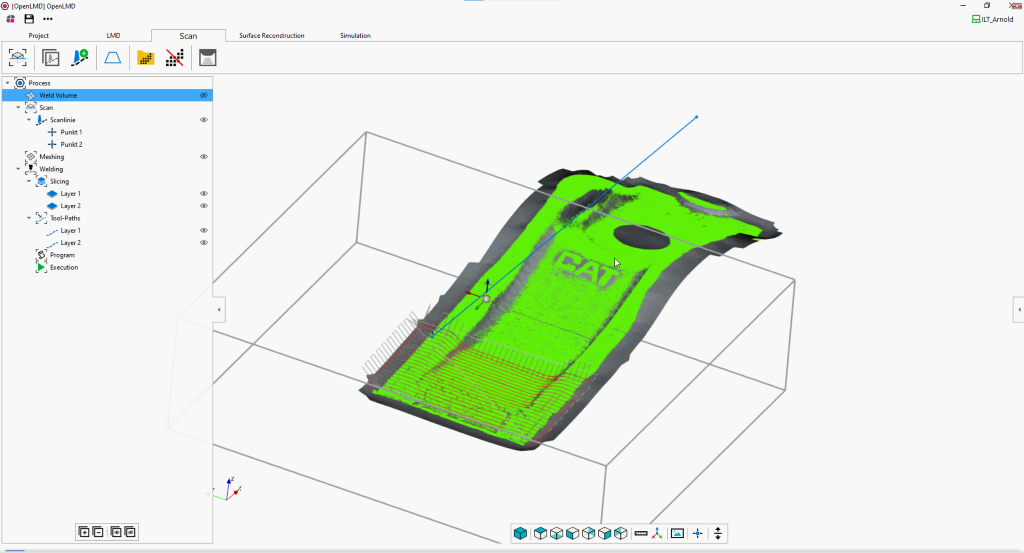
Előnyök a öntödéi ipar számára
Az LMD és EHLA előnyei az öntőipar számára sokrétűek, és messze túlmutatnak a szerszám élettartamának meghosszabbításán. Különösen a nyomásos öntőformák esetében, amelyek szélsőséges hőmérséklet-változásoknak és abrazív kopásnak vannak kitéve, a folyamat egyértelmű gazdasági és műszaki előnyt kínál.
A legfrissebb kutatások azt mutatják, hogy a funkcionális zónák célzott bevonásával jelentősen csökkenthető a kopás miatti anyagveszteség.
A csúszókopás tesztek során akár 40-szeres javulásokat is megfigyeltek a hagyományos szerszámacélhoz képest, a választott ötvözet és a folyamatirányítás függvényében. Olyan anyagok, mint például egy magasan ötvözött karbidképző anyag, akár 930 HV-ig terjedő keménységet érnek el, miközben szoros anyagkapcsolatban állnak az alapanyaggal. Ezek az eredmények lenyűgözően demonstrálják, hogy a szerszámok élettartama jelentősen növelhető, ami közvetlen hatással van a termelési biztonságra és a gazdaságosságra.
A kopásidő növelése mellett az LMD lehetővé teszi az anyagok hatékonyabb felhasználását is. Míg a hagyományos szerszámok gyakran teljesen drága, nagy ötvözetű szerszámacélból készülnek, az LMD alkalmazásával egy költséghatékony építőacél használható alapanyagként. Csak azokat a területeket vonják be kemény ötvözetekkel, amelyek valóban magas terhelésnek vannak kitéve. Ez a „material-on-demand” elv nemcsak a költségeket csökkenti, hanem a megmunkálási igényeket is mérsékli. A near-net-shape bevonat révén a bonyolult marási műveletek nagy része elkerülhető, és a formák gyorsabban üzembe helyezhetők.
Azok az eszközök, amelyeket eddig repedések vagy törések megjelenésekor teljesen ki kellett cserélni, ma már LMD-vel regenerálhatók. A sérült zónákat célzottan újrahegesztik, majd mechanikusan megmunkálják, így az eszközök visszanyerik az eredeti geometriájukat. Ez a lehetőség nemcsak gazdasági megtakarítási potenciálokat nyit meg, hanem csökkenti az új formákhoz szükséges hosszú ellátási láncoktól való függőséget is. Különösen nagy és összetett nyomásos öntőformák esetén, amelyek egyedi gyártási folyamatokat igényelnek, ez a rugalmasság döntő tényező.
AI-SLAM: Automatizált javítás mesterséges intelligenciával
A lézeres anyagdepozíció sorozatgyártásának irányába tett döntő lépés a fokozódó automatizálás. Az AI-SLAM (Mesterséges Intelligencia a Folyamatérzékelés Fejlesztéséért Adaptív Lézeres Additív Gyártásban) kutatási projekt keretében a Fraunhofer ILT szakemberei nemzetközi partnereikkel együtt bemutatták, hogy a bevonási és javítási folyamatok automatizálhatók érzékelők és mesterséges intelligencia segítségével.
Az AI-SLAM projekt keretében egy vonallézer kamerával rögzíti egy bányászati iparban használt szerszám kopott felületét, és összehasonlítja azt az eredeti CAD-geometriával. A különbségből a szoftver kiszámítja a pontos mozgásutakat és a szükséges rétegvastagságot, hogy helyreállítsa az eredeti kontúrt. Az útvonaltervezés automatikusan történik, és még a munka során is a mesterséges intelligencia ellenőrzi a folyamatot. A folyékony fém fürdő méretének vagy alakjának eltéréseit, valamint a geometriai eltéréseket azonnal észlelik, és a folyamatparaméterek módosításával korrigálják.
Egy különlegesség a felügyelt méretek sokféleségében rejlik. A geometria mellett a pyrométerek a hőmérsékletet mérik, a kamerák az olvadékfürdő formáját elemzik, és a profilométerek az rétegek felépítését ellenőrzik. Ezek az adatfolyamok valós időben összevonásra kerülnek, és a mesterséges intelligencia értékeli őket. A kezelőszemélyzetnek már nem kell bonyolult paramétereket manuálisan beállítania, csupán a startparancsot kell kiadnia, a folyamat szabályozását a rendszer végzi. Ezzel csökken a magasan specializált szakemberektől való függőség, akik eddig elengedhetetlenek voltak az LMD sikeres alkalmazásához.
Ez a öntödéi ipar számára is jelentős előrelépést jelent. A nyomásos öntőformák javítása, amely eddig bonyolult tervezést és sok tapasztalatot igényelt, a jövőben reprodukálhatóan és standardizált módon valósítható meg. Különösen érdekes a lehetőség, hogy nagy és összetett szerszámokat automatikusan regeneráljanak. A hibák nemcsak észlelhetők, hanem azonnal orvosolhatók, ami drasztikusan csökkenti a leállási időket. Ezenkívül az eredmények dokumentálhatók és igazolhatók, ami elengedhetetlen a sorozatgyártás során ipari környezetben.
Az AI-SLAM projekt révén egy olyan perspektíva jön létre, amelyben az eszközöket nem kopó alkatrészként, hanem tartós befektetésként kezelik, amelyeket az egész életciklusuk során optimalizálni és fejleszteni lehet.
Innovatív megközelítés az alakító szerszámok gyártásához
A Fraunhofer ILT a H2GO projekt keretében (Nemzeti Akcióterv az üzemanyagcellák gyártására) egy új megközelítést mutatott be a bipoláris lemezekhez szükséges alakító szerszámok gyártására. Ahelyett, hogy az eszközöket idő- és anyagigényesen, tömbből marják ki, egy kopásálló funkciós réteget alkalmaznak EHLA segítségével, közvetlenül költséghatékony építőacélra. Így a szerszámok gyorsabban, olcsóbban és lényegesen kevesebb anyagfelhasználással készülnek.
Bevonatként többek között 1.3343 gyorsacél és Ferro55 használatos, amelyek keménységi értékei akár 865 HV0,5-ig is elérhetők. Egy tipikus EHLA megrendelés körülbelül 0,05 mm-től 0,15 mm-ig terjedő rétegvastagságot hoz létre rétegenként; több réteg révén a szükséges végső kontúr célzottan felépíthető. A folyamat nemcsak a marási időt, a szerszámokat és az anyagköltségeket takarítja meg, hanem egyben növeli a gyártott formák élettartamát is.
Egy demonstrátor szemléltette a teljes folyamatot: az EHLA-bevonattól a végső megmunkáláson át a funkciós felületek ultrarövid impulzusú lézerekkel történő struktúrálásáig. A Fraunhofer IPT-vel együttműködve a így készült szerszámokat jelenleg reális körülmények között tesztelik. A cél az EHLA-bevonatos szerszámok élettartamának érvényesítése ipari terhelési forgatókönyvek alatt.
Egy döntő előny máris megmutatkozik: A folyamat révén különösen kemény, hosszú távon stabil ötvözetek vihetők fel a szerszámfelületre, amelyeket hagyományosan alig vagy csak nagyon nehezen lehet megmunkálni. Ennek következtében a szerszámok élettartama jelentősen megnő, ami közvetlenül hozzájárul a termelési költségek csökkentéséhez. Ezen kívül az EHLA lehetővé teszi a helyspecifikus bevonatot: A hibás vagy elhasználódott területek célzottan javíthatók, így a szerszámok többször is felhasználhatók. Ez a lehetőség a újrahasználatra további ígéretes lehetőséget jelent a költségcsökkentésre, és perspektívákat nyit a szerszámgyártás számára más iparágakban is.
»Ezeknek a megközelítéseknek az öntőiparra való átültetése forradalmasíthatja a szerszámgyártás eddigi folyamatait«, állítja Thomas Schopphoven. »Ahelyett, hogy rögzített ciklusokban új formákat szereznének be, a vállalatok hosszabb ideig és hatékonyabban használhatják meglévő szerszámaikat.« Ugyanakkor az LMD lehetőséget teremt arra, hogy a szerszámokat folyamatosan az új terméktervekhez és gyártási követelményekhez igazítsák. Olyan időkben, amikor a rugalmasság és a sebesség, a reziliencia és a beszállítói láncoktól való függetlenség döntő versenyelőnyöket jelentenek, a lézeres bevonatos hegesztés kulcsfontosságú technológiává válik a szerszámgyártás jövője szempontjából.
Kapcsolat:


