


Odborná výroba a údržba tlakových odlévacích nástrojů je pro slévárenský průmysl zásadní: Jako jedno z nejdražších provozních prostředků zásadně ovlivňují kvalitu, efektivitu a hospodárnost. Složitá forma a vložky snadno dosahují pořizovacích nákladů v šestimístném euro rozmezí a jejich bezproblémová funkce pro výrobu po mnoho let je nezbytná. Musí odolávat extrémním zatížením. V tlakových odlitcích působí teploty až 700 °C na formovací materiál, zatímco nástroje jsou současně vystaveny mechanickým silám několika stovek kilonewtonů. K tomu se přidávají abrazivní zatížení na povrchu nástroje a chemické útoky ze slitinových prvků odlévacích materiálů. Tepelné napětí a únavové poškození materiálu vedou k praskání, erozi a abrazivnímu opotřebení. I s optimálním návrhem a pečlivou výrobou forem je jejich opotřebení nevyhnutelným faktorem, který nakonec vyžaduje výměnu nástroje. Pokud k tomu dojde neočekávaně, vznikají vysoké následné náklady.
Ekonomický význam je značný: Každé selhání nástroje znamená zastavení výroby, dodatečné časy na přípravu a někdy i výrobu nových vložek nebo dokonce celých nástrojů. K tomu se přidává rostoucí tlak na výrobu a provoz forem nejen ekonomicky, ale také udržitelně. „V odvětví, kde každá minuta výrobního času má význam, potřebujeme postupy, které prodlužují životní cykly nástrojů, snižují prostoje a ekologicky optimalizují výrobní procesy,“ ví Dr. Thomas Schopphoven, vedoucí oddělení laserového přídavného svařování na Fraunhoferově institutu pro laserovou techniku ILT v Aachenu.
Klasické přístupy, jako je použití vysoce legovaných nástrojových ocelí, narážejí na fyzikální limity. Vyšší tvrdosti a odolnost proti opotřebení často znamenají složitější zpracování, dlouhé dodací lhůty a vysoké náklady na suroviny. Kromě aspektů životnosti se zvyšují také požadavky na flexibilitu ve výrobě nástrojů: Produktové modifikace pravidelně vyžadují změny ve formových vložkách, odlévacích a chladicích systémech, což představuje další výzvy pro výrobu nástrojů.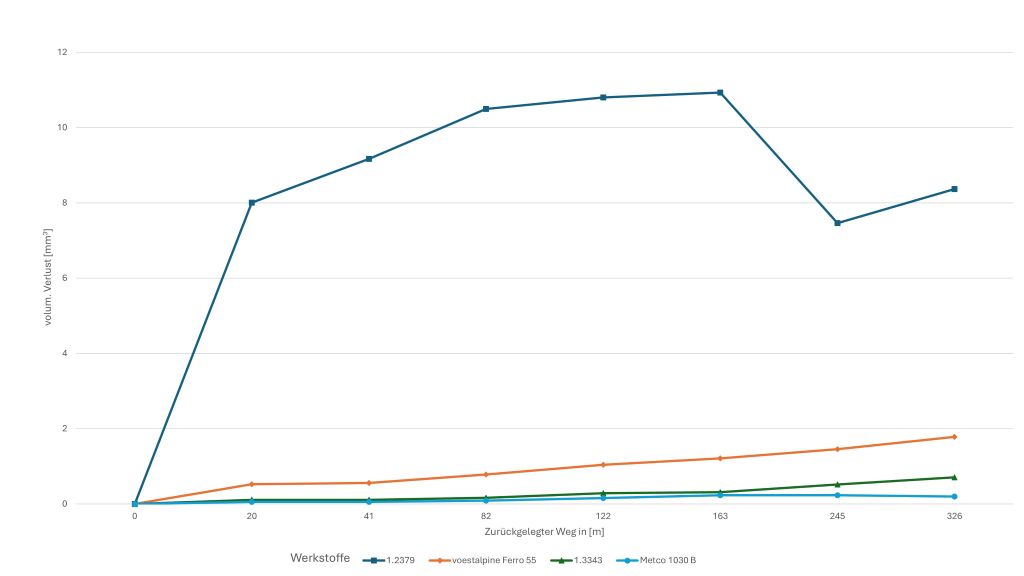
Hledání řešení musí proto překročit dosavadní strategie. Konvenčně nástroje sestávají pouze z jednoho materiálu, což omezuje jejich výkonnost a ztěžuje jejich opravu. Inovativní výrobní technologie, jako je Laser Material Deposition (LMD), umožňují nejen opravu nástrojů, ale také selektivní povlakování zvláště zatížených oblastí a flexibilní přizpůsobení geometrie pomocí hybridně aditivních výrobních přístupů. Tímto způsobem lze formy využívat déle, rychleji přizpůsobovat a šetrněji k zdrojům provozovat.
V době, kdy se oběhové hospodářství v průmyslovém nástrojařství stále více prosazuje, má tato technologie obrovský perspektivní potenciál.
Laserové nanášení materiálu a EHLA

Laserové nanášení materiálu, často také nazývané laserové přídavné svařování, je aditivní výrobní proces, který se mezitím rozšířil v mnoha odvětvích, jako je například oprava komponentů turbomasin nebo povrchová úprava válců a válcových dílů. Princip je jednoduchý, možnosti pozoruhodné. Laserový paprsek vytváří taveninu s přesně nastavitelnou velikostí na povrchu obrobku, zatímco se do této taveniny současně vnáší kovový prášek.
Přesným řízením pohybových drah se lokálně vrstva po vrstvě nanáší materiál, čímž se nejen obnovují opotřebované oblasti, ale také se vytvářejí nové, funkční geometrie. Zvláštností je vysoká kontrola procesu: parametry laseru, přívod prášku a rychlost posuvu jsou přesně sladěny, takže tepelný příkon zůstává minimální a tepelná zatížení jsou redukována.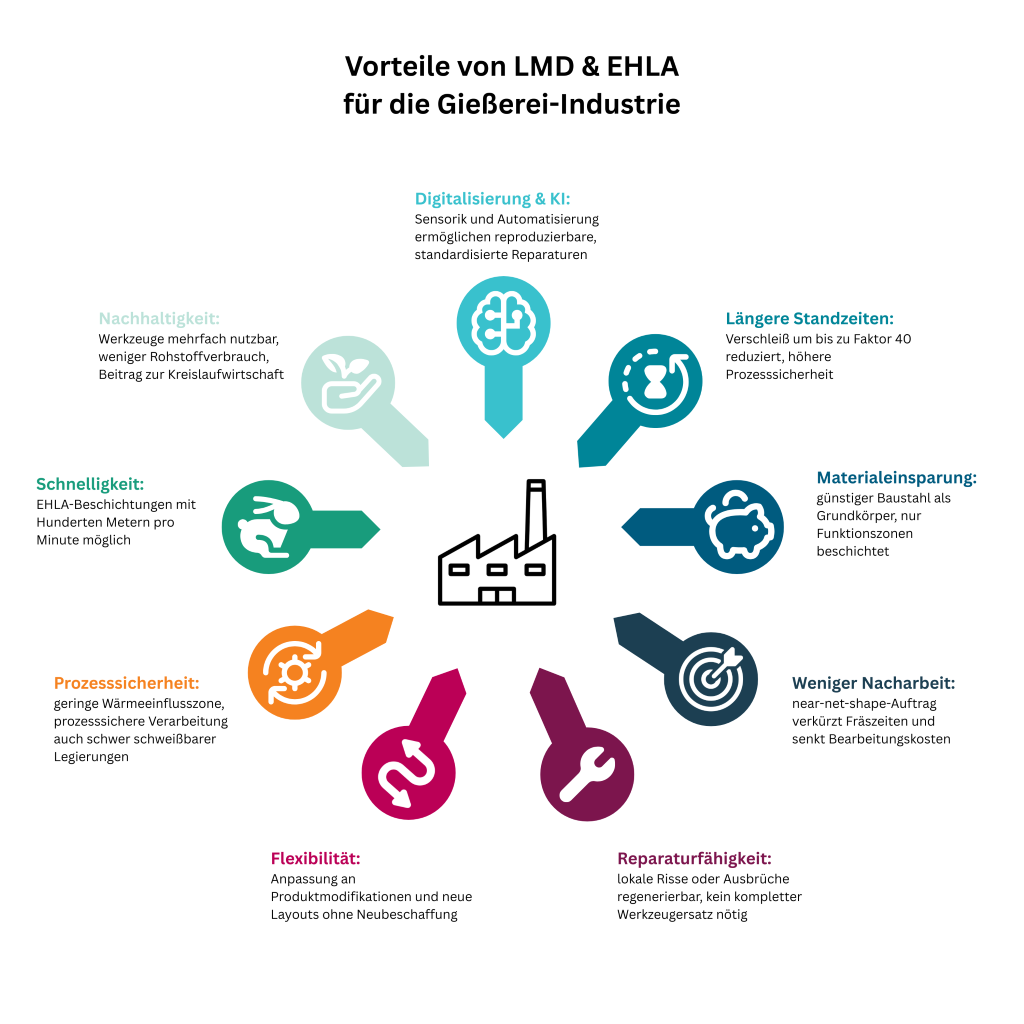
Dalším vývojem tohoto procesu je několikrát oceněné extrémní vysokorychlostní laserové povrchové svařování (EHLA), které vyvinul Dr. Schopphoven před několika lety na Fraunhofer ILT: „Zatímco klasické LMD se používá především pro silnější vrstvy v milimetrovém rozsahu, EHLA umožňuje vytváření velmi tenkých, odolných proti opotřebení povlaků s tloušťkami od cca 30 µm.“ To se děje rychlostí, která odpovídá názvu procesu: Možné jsou rychlosti několika stovek metrů za minutu. Tato technologie se již etablovala v mnoha průmyslových odvětvích; několik stovek systémů EHLA je již v průmyslovém nasazení po celém světě.
Rozhodující výhodou je přesnost a efektivita: EHLA umožňuje bezpečně zpracovávat i těžko svařitelné kombinace materiálů, jako jsou vysoce legované nástrojové oceli nebo tvrdé kovy, při současné nízké spotřebě energie.
S EHLA3D dosahuje proces další úrovně. Integrací na 5osých CNC strojích lze technologii využít nejen pro povlaky a menší opravy, ale také pro aditivní výrobu. Složitá volná geometrie může být takto vytvářena blízko konečné kontury na polotovarech. Tímto způsobem technologie spojuje možnosti z oblastí výroby, povlakování a opravy do jednoho jediného procesu, který lze použít jak pro výrobu nových nástrojů, tak pro jejich regeneraci. Zvlášť zajímavá pro výrobu nástrojů je možnost cíleně zesílit funkční zóny, aniž by bylo nutné vyrábět celý nástroj znovu. Nízký tepelný vstup umožňuje zpracování citlivých geometrií bez deformací, zatímco vysoká míra nanášení umožňuje ekonomickou výrobu i velkých ploch.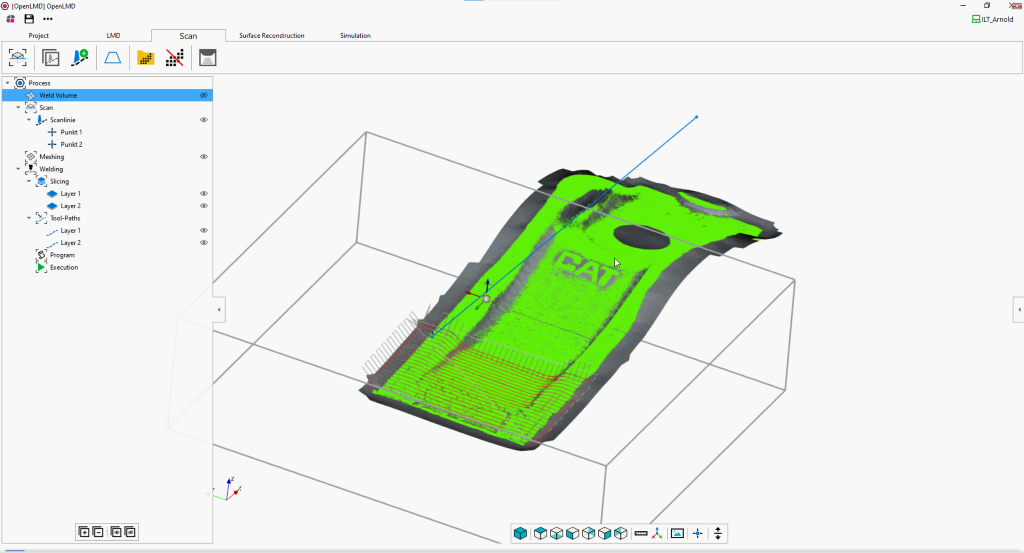
Výhody pro slévárenství
Výhody LMD a EHLA pro slévárenství jsou rozmanité a sahají daleko za pouhé prodloužení životnosti nástrojů. Zejména pro tlakové odlévací formy, které jsou vystaveny extrémním teplotním změnám a abrazivnímu opotřebení, nabízí tento proces jasnou ekonomickou a technickou přidanou hodnotu.
Aktuální výzkumy ukazují, že cíleným pokovováním funkčních zón lze výrazně snížit opotřebením způsobenou ztrátu materiálu.
V testech na kluzné tření byly zjištěny zlepšení až 40násobně ve srovnání s běžnou nástrojovou ocelí, v závislosti na zvolené slitině a vedení procesu. Materiály, jako například vysoce legovaný karbidotvorný materiál, dosahují tvrdosti až 930 HV při současném materiálovém spojení s základním materiálem. Tyto výsledky působivě ukazují, že je možné významně zvýšit životnost nástrojů, což má přímý dopad na bezpečnost výroby a hospodárnost.
Kromě zvýšení životnosti umožňuje LMD efektivnější využití materiálů. Zatímco konvenční nástroje jsou často zcela vyrobeny z drahé, vysoce legované nástrojové oceli, použitím LMD lze jako substrát použít cenově výhodnou konstrukční ocel. Pouze oblasti, které jsou skutečně vystaveny vysokému zatížení, jsou potaženy tvrdou slitinou. Tento princip "materiál na vyžádání" nejen snižuje náklady, ale také zmenšuje pracovní náročnost. Díky aplikaci near-net-shape odpadá velká část náročných frézovacích operací a formy lze rychleji uvést do provozu.
Nástroje, které musely být dosud zcela vyměněny po vzniku trhlin nebo odštěpení, mohou být dnes regenerovány pomocí LMD. Poškozené oblasti jsou cíleně přivařeny a následně mechanicky opracovány, takže nástroje opět dosáhnou původní geometrie. Tato možnost otevírá nejen ekonomické úsporné potenciály, ale také snižuje závislost na dlouhých dodavatelských řetězcích pro nové formy. Zvláště u velkých a složitých tlakových odlévacích nástrojů, které vyžadují individuální výrobní procesy, je tato flexibilita rozhodujícím faktorem.
AI-SLAM: Automatizovaná oprava s umělou inteligencí
Rozhodujícím krokem směrem k sériovému použití laserové depozice materiálu ve výrobě nástrojů je rostoucí automatizace. V rámci výzkumného projektu AI-SLAM (Zvýšení procesního snímání pomocí umělé inteligence pro adaptivní laserové aditivní výroby) odborníci z Fraunhofer ILT společně s mezinárodními partnery ukázali, že procesy povrchového pokovování a opravy lze automatizovat pomocí senzoriky a umělé inteligence.
V projektu AI-SLAM zachycuje liniový laser s kamerou opotřebovaný povrch nástroje pro těžební průmysl a porovnává ho s původní CAD geometrií. Z rozdílu software vypočítává přesné trajektorie a potřebnou tloušťku vrstvy, aby obnovil původní konturu. Plánování dráhy probíhá automaticky a i během aplikace AI kontroluje proces. Odchylky ve velikosti nebo tvaru tavicí lázně nebo v geometrii jsou okamžitě rozpoznány a korigovány upravenými procesními parametry.
Zvláštností je množství sledovaných veličin. Kromě geometrie pyrometry měří teplotu, kamery analyzují tvar tavicí lázně a profilometry kontrolují stavbu vrstev. Tyto datové toky jsou v reálném čase spojovány a hodnoceny AI. Obsluha již nemusí manuálně nastavovat složité parametry, ale pouze zadá startovací příkaz, řízení procesu přebírá systém. Tím se snižuje závislost na vysoce specializovaných odbornících, kteří dosud byli nezbytní pro úspěšné použití LMD.
Také pro odlévací průmysl to znamená výrazný pokrok. Opravy tlakových odlévacích forem, které dosud musely být náročně plánovány a prováděny s mnoha zkušenostmi, lze v budoucnu realizovat reprodukovatelně a standardizovaně. Zvláště zajímavá je možnost automaticky regenerovat také velké a složité nástroje. Defekty jsou nejen rozpoznány, ale okamžitě opraveny, což výrazně snižuje prostoje. Navíc lze výsledky dokumentovat a prokazovat, což je pro sériové použití v průmyslovém prostředí zásadní.
S projektem AI-SLAM vzniká perspektiva, ve které nejsou nástroje považovány za opotřebitelné díly, ale za trvalé investice, které mohou být optimalizovány a zlepšovány po celou dobu svého životního cyklu.
Inovativní přístup k výrobě tvářecích nástrojů
Fraunhofer ILT představil v projektu H2GO (Národní akční plán výroby palivových článků) novátorský přístup k výrobě tvářecích nástrojů pro bipolární desky. Místo toho, aby se nástroje časově a materiálově intenzivně frézovaly z plného materiálu, je na cenově výhodnou konstrukční ocel aplikována opotřebitelná funkční vrstva pomocí EHLA. Tímto způsobem vznikají nástroje rychleji, levněji a s výrazně nižší spotřebou materiálu.
Jako pokovovací materiály se používají mimo jiné rychlořezné oceli 1.3343 a Ferro55, které dosahují tvrdosti až 865 HV0,5. Typická aplikace EHLA vytváří na vrstvu tloušťku přibližně 0,05 mm až 0,15 mm; pomocí několika vrstev lze cíleně vytvořit požadovaný konečný tvar. Tento proces šetří nejen čas frézování, nástroje a náklady na materiál, ale zároveň zvyšuje životnost vyráběných forem.
Demonstrátor názorně ukázal celý proces: od pokovování EHLA přes konečné zpracování až po strukturování funkčních ploch pomocí ultrakrátkých pulzních laserů. Ve spolupráci s Fraunhofer IPT jsou nyní takto vyrobené nástroje testovány za realistických podmínek. Cílem je ověřit životnost nástrojů pokovených EHLA pod průmyslovými zatěžovacími scénáři.
Jedna rozhodující výhoda se již projevila: S tímto procesem lze na povrch nástrojů aplikovat obzvlášť tvrdé, dlouhodobě stabilní slitiny, které se konvenčně obtížně nebo téměř nemožně zpracovávají. Tím se výrazně zvyšuje životnost nástrojů, což přímo přispívá ke snížení výrobních nákladů. Navíc EHLA umožňuje místně selektivní aplikaci: Defektní nebo opotřebované oblasti mohou být cíleně opraveny, takže nástroje mohou být využívány opakovaně. Tato možnost opětovného použití představuje další slibnou páku pro snižování nákladů a navíc otevírá perspektivy pro výrobu nástrojů v jiných odvětvích.
"Přenos těchto přístupů do odlévacího průmyslu může revolučně změnit dosavadní postupy ve výrobě nástrojů," je si jist Thomas Schopphoven. "Místo aby firmy pořizovaly nové formy v pevných cyklech, mohou své stávající nástroje využívat déle a efektivněji." Zároveň LMD otevírá možnost neustále přizpůsobovat nástroje novým produktovým designům a výrobním požadavkům. V době, kdy flexibilita a rychlost, odolnost a nezávislost na dodavatelských řetězcích představují rozhodující konkurenční výhody, se laserové přídavné svařování stává klíčovou technologií pro budoucnost výroby nástrojů.
Kontakt:


