


Prawidłowe wytwarzanie i konserwacja narzędzi do odlewania ciśnieniowego ma kluczowe znaczenie dla przemysłu odlewniczego: jako jedno z najdroższych środków produkcji w znacznym stopniu wpływają na jakość, efektywność i opłacalność. Złożone formy i wkłady łatwo osiągają koszty zakupu w sześciocyfrowym zakresie euro, a ich nieprzerwana funkcjonalność w produkcji przez lata jest niezbędna. Muszą wytrzymywać ekstremalne obciążenia. W odlewaniu ciśnieniowym temperatury sięgają do 700 °C, podczas gdy narzędzia są jednocześnie narażone na siły mechaniczne wynoszące kilka set kiloniutonów. Dodatkowo występują obciążenia abrazyjne na powierzchni narzędzi oraz ataki chemiczne ze strony pierwiastków stopowych materiałów odlewniczych. Napięcia termiczne i zmęczenie materiału prowadzą do powstawania pęknięć, erozji i zużycia abrazyjnego. Nawet przy optymalnym projektowaniu i starannym wytwarzaniu form ich zużycie jest nieuniknionym czynnikiem, który w końcu wymusza wymianę narzędzi. Gdy ten przypadek wystąpi niespodziewanie, powstają wysokie koszty dodatkowe.
Znaczenie ekonomiczne jest znaczne: każda awaria narzędzia oznacza przestój w produkcji, dodatkowy czas przezbrojenia, a czasami konieczność wykonania nowych wkładek lub nawet całkowitych narzędzi. Dodatkowo rośnie presja, aby formy nie tylko produkować w sposób ekonomiczny, ale także zrównoważony. „W branży, w której każda minuta czasu produkcji ma znaczenie, potrzebujemy procesów, które wydłużają cykle życia narzędzi, zmniejszają czasy przestojów i ekologicznie optymalizują procesy produkcyjne” – wie dr Thomas Schopphoven, kierownik działu spawania laserowego w Instytucie Fraunhofera ds. Techniki Laserowej ILT w Akwizgranie.
Klasyczne podejścia, takie jak stosowanie wysoko stopowych stali narzędziowych, napotykają na fizyczne ograniczenia. Wyższa twardość i odporność na zużycie często oznaczają skomplikowaną obróbkę, długie czasy dostawy i wysokie koszty surowców. Oprócz aspektów trwałości, rosną również wymagania dotyczące elastyczności w produkcji narzędzi: modyfikacje produktów regularnie wymagają zmian w wkładkach formujących, systemach doprowadzania i chłodzenia, co stanowi dodatkowe wyzwania dla budowy narzędzi.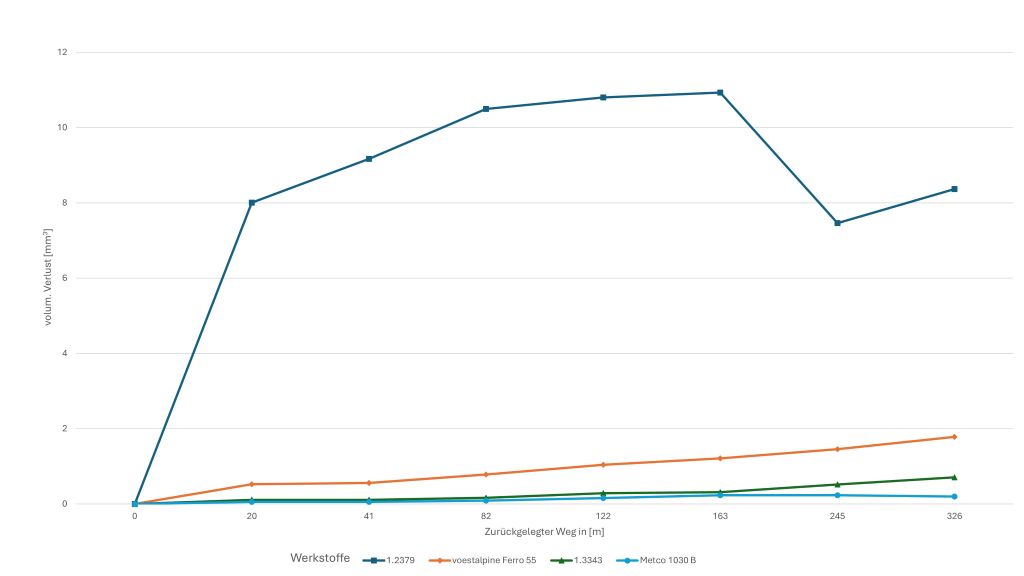
Poszukiwanie rozwiązań musi zatem wykraczać poza dotychczasowe strategie. Konwencjonalnie narzędzia składają się tylko z jednego materiału, co ogranicza ich wydajność i utrudnia naprawę. Innowacyjne technologie produkcyjne, takie jak Depozycja Materiału Laserowego (LMD), umożliwiają nie tylko naprawę narzędzi, ale także selektywne pokrywanie szczególnie obciążonych obszarów oraz elastyczne dostosowywanie geometrii dzięki hybrydowym podejściom do produkcji addytywnej. W ten sposób formy mogą być wykorzystywane dłużej, szybciej dostosowywane i bardziej oszczędnie eksploatowane.
W czasach, gdy gospodarka cyrkularna zyskuje na znaczeniu także w przemyśle narzędziowym, ta technologia ma ogromny potencjał na przyszłość.
Depozycja materiału laserowego i EHLA

Depozycja materiału laserowego, często nazywana spawaniem laserowym, jest procesem wytwarzania addytywnego, który obecnie jest szeroko stosowany w wielu branżach, takich jak naprawa komponentów turbin czy pokrywanie wałów i cylindrów. Zasada jest prosta, a możliwości niezwykłe. Wiązka laserowa tworzy kąpiel topnikową o dokładnie regulowanej wielkości na powierzchni detalu, podczas gdy jednocześnie do tej kąpieli topnikowej wprowadzany jest proszek metalowy.
Dzięki precyzyjnemu sterowaniu ścieżkami ruchu materiał jest nakładany warstwa po warstwie, co pozwala nie tylko na odbudowę zużytych obszarów, ale także na tworzenie nowych, funkcjonalnych geometrii. Szczególność polega na wysokiej kontroli procesu: parametry lasera, podawanie proszku i prędkość posuwu są dokładnie dopasowane, aby minimalizować wprowadzenie ciepła i redukować obciążenia termiczne.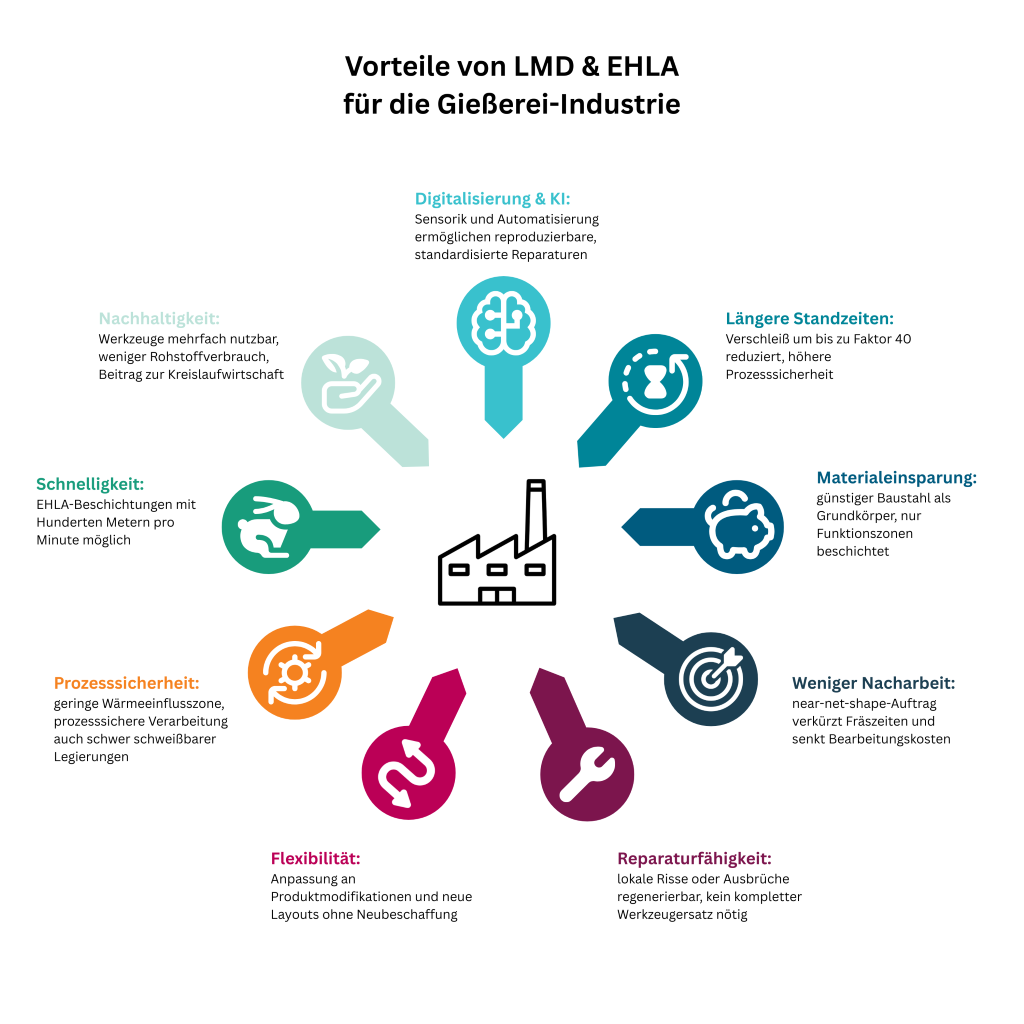
Jednym z dalszych rozwoju tej metody jest wielokrotnie nagradzane ekstremalne spawanie laserowe o wysokiej prędkości (EHLA), które Dr. Schopphoven opracował kilka lat temu w Fraunhofer ILT: „Podczas gdy klasyczne LMD jest stosowane głównie do grubszych warstw w zakresie milimetrów, EHLA pozwala na wytwarzanie bardzo cienkich, odpornych na zużycie powłok o grubości od około 30 µm.” Dzieje się to z prędkością, która w pełni oddaje nazwę procesu: możliwe są prędkości sięgające kilku setek metrów na minutę. Technika ta jest już ugruntowana w wielu branżach; na całym świecie w przemyśle działa już kilka set EHLA.
Decydującą zaletą jest precyzja i efektywność: EHLA umożliwia bezpieczne przetwarzanie nawet trudnych do spawania kombinacji materiałowych, takich jak wysoko stopowe stal narzędziowa czy węgliki spiekane, przy jednoczesnym niskim zużyciu energii.
Dzięki EHLA3D proces osiąga nowy poziom. Dzięki integracji z maszynami CNC 5-osiowymi technologia może być wykorzystywana nie tylko do powlekania i drobnych napraw, ale także do produkcji addytywnej. Złożone geometrie swobodnych kształtów mogą być w ten sposób budowane blisko końcowej kontury na półfabrykatach. Technologia ta łączy możliwości z obszarów produkcji, powlekania i naprawy w jeden proces, który może być stosowany zarówno do produkcji nowych narzędzi, jak i ich regeneracji. Szczególnie interesująca dla budowy narzędzi jest możliwość celowego wzmacniania stref funkcjonalnych, bez konieczności ponownego wytwarzania całego narzędzia. Niska ilość ciepła wprowadzana do materiału pozwala na obróbkę delikatnych geometrii bez odkształceń, podczas gdy wysoka szybkość nakładania umożliwia ekonomiczną produkcję nawet dużych powierzchni.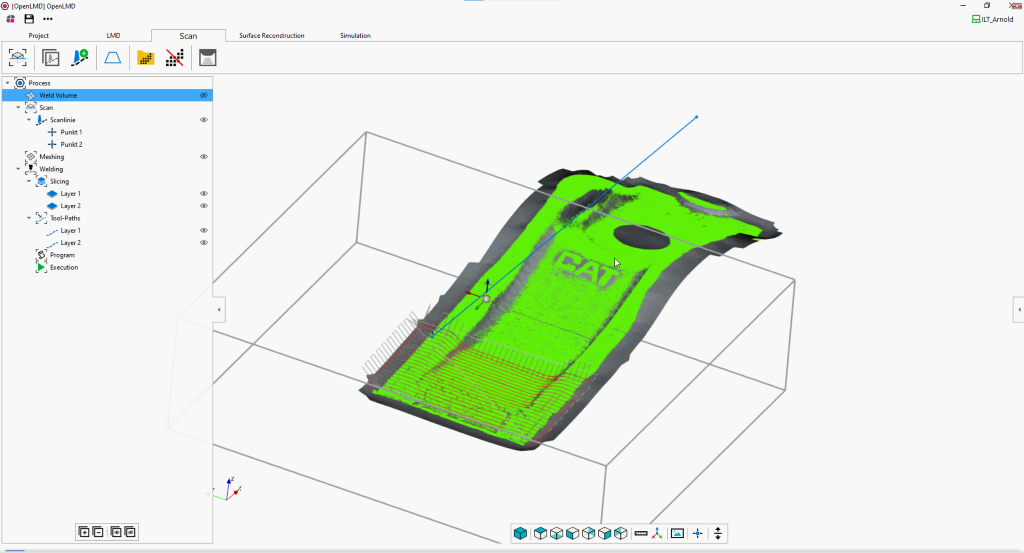
Korzyści dla przemysłu odlewniczego
Zalety LMD i EHLA dla przemysłu odlewniczego są różnorodne i wykraczają daleko poza wydłużenie żywotności narzędzi. Szczególnie dla form do odlewania ciśnieniowego, które są narażone na ekstremalne zmiany temperatury i ścieranie, proces ten oferuje wyraźną wartość ekonomiczną i techniczną.
Aktualne prace badawcze pokazują, że poprzez celowe pokrywanie stref funkcjonalnych można znacznie zredukować zużycie materiału spowodowane ścieraniem.
W testach zu Gleitreibverschleiß stwierdzono poprawy sięgające nawet 40-krotności w porównaniu do tradycyjnej stali narzędziowej, w zależności od wybranej stopu i prowadzenia procesu. Materiały takie jak wysokolegowany materiał tworzący węgliki osiągają twardości do 930 HV przy jednoczesnym połączeniu materiałowym z materiałem podstawowym. Te wyniki imponująco pokazują, że czas eksploatacji narzędzi można znacząco wydłużyć, co ma bezpośredni wpływ na bezpieczeństwo produkcji i rentowność.
Oprócz wydłużenia żywotności narzędzi, LMD umożliwia efektywniejsze wykorzystanie materiałów. Podczas gdy konwencjonalne narzędzia często są w całości wykonane z drogiej, wysoko stopowej stali narzędziowej, dzięki zastosowaniu LMD można użyć tańszej stali konstrukcyjnej jako podłoża. Tylko te obszary, które są rzeczywiście narażone na wysokie obciążenia, są pokrywane twardą stopą. Ta zasada „materiału na żądanie” nie tylko obniża koszty, ale także zmniejsza nakład pracy obróbczej. Dzięki nałożeniu w technologii near-net-shape znaczna część skomplikowanych operacji frezarskich staje się zbędna, a formy można szybciej uruchomić.
Narzędzia, które dotychczas musiały być całkowicie wymieniane po pojawieniu się pęknięć lub odprysków, mogą być dziś regenerowane dzięki LMD. Uszkodzone strefy są celowo dospawane, a następnie poddawane obróbce mechanicznej, dzięki czemu narzędzia odzyskują pierwotną geometrię. Ta możliwość otwiera nie tylko potencjały oszczędnościowe, ale także redukuje zależność od długich łańcuchów dostaw nowych form. Szczególnie w przypadku dużych i skomplikowanych narzędzi do odlewania ciśnieniowego, które wymagają indywidualnych procesów produkcyjnych, ta elastyczność jest czynnikiem decydującym.
AI-SLAM: Zautomatyzowana naprawa z wykorzystaniem sztucznej inteligencji
Decydujący krok w kierunku zastosowania technologii depozycji materiału laserowego w produkcji narzędzi to rosnąca automatyzacja. W projekcie badawczym AI-SLAM (Zwiększenie Sztucznej Inteligencji w Sensing Procesów dla Adaptacyjnego Druku 3D z użyciem Lasera) specjaliści z Fraunhofer ILT wspólnie z międzynarodowymi partnerami pokazali, że procesy powlekania i naprawy można zautomatyzować za pomocą sensorów i sztucznej inteligencji.
W projekcie AI-SLAM laser liniowy z kamerą rejestruje zużytą powierzchnię narzędzia dla przemysłu górniczego i porównuje ją z pierwotną geometrią CAD. Na podstawie różnicy oprogramowanie oblicza dokładne ścieżki ruchu oraz niezbędną grubość warstwy, aby przywrócić pierwotny kontur. Planowanie ścieżek odbywa się automatycznie, a nawet podczas realizacji zlecenia sztuczna inteligencja monitoruje proces. Odchylenia w rozmiarze lub kształcie kąpieli topnienia lub w geometrii są natychmiast wykrywane i korygowane przez dostosowane parametry procesu.
Szczególną cechą jest różnorodność monitorowanych wielkości. Oprócz geometrii, pirometry mierzą temperaturę, kamery analizują kształt kąpieli topniczej, a profilometry kontrolują budowę warstw. Te strumienie danych są łączone w czasie rzeczywistym i oceniane przez sztuczną inteligencję. Personel obsługujący nie musi już ręcznie ustawiać skomplikowanych parametrów, wystarczy, że wyda polecenie startowe, a system przejmuje kontrolę nad procesem. Dzięki temu zmniejsza się zależność od wysoko wyspecjalizowanych fachowców, którzy dotychczas byli niezbędni do skutecznego zastosowania LMD.
Również dla przemysłu odlewniczego oznacza to znaczący postęp. Naprawy form do odlewania ciśnieniowego, które dotychczas wymagały skomplikowanego planowania i dużego doświadczenia, będą mogły być w przyszłości realizowane w sposób powtarzalny i znormalizowany. Szczególnie interesująca jest możliwość automatycznego regenerowania dużych i złożonych narzędzi. Usterki są nie tylko wykrywane, ale natychmiast naprawiane, co drastycznie zmniejsza czas przestoju. Ponadto wyniki można dokumentować i udowadniać, co jest niezbędne w zastosowaniach seryjnych w środowisku przemysłowym.
Projekt AI-SLAM tworzy perspektywę, w której narzędzia nie są już postrzegane jako części zużywające się, lecz jako trwałe inwestycje, które mogą być optymalizowane i ulepszane przez cały swój cykl życia.
Innowacyjne podejście do wytwarzania narzędzi do formowania
Instytut Fraunhofera ILT zaprezentował w projekcie H2GO (Krajowy Plan Działania w zakresie produkcji ogniw paliwowych) nowatorskie podejście do wytwarzania narzędzi formujących dla płyt bipolarowych. Zamiast czasochłonnie i materiałochłonnie frezować narzędzia z pełnego materiału, warstwa funkcjonalna odporna na zużycie jest bezpośrednio nanoszona na tani stal budowlaną za pomocą EHLA. W ten sposób narzędzia powstają szybciej, taniej i przy znacznie mniejszym zużyciu materiału.
Jako materiały powłokowe stosuje się między innymi stal szybkotnąca 1.3343 oraz Ferro55, które osiągają twardość do 865 HV0,5. Typowe zlecenie EHLA generuje na warstwę około 0,05 mm do 0,15 mm grubości powłoki; dzięki kilku warstwom można celowo zbudować wymaganą końcową konturę. Proces ten oszczędza nie tylko czas frezowania, narzędzia i koszty materiałów, ale jednocześnie zwiększa trwałość wytwarzanych form.
Demonstrator pokazał cały proces w sposób przystępny: od powlekania EHLA, przez obróbkę końcową, aż po strukturyzację powierzchni funkcjonalnych za pomocą laserów ultrakrótkich impulsów. Wspólnie z Fraunhofer IPT testowane są obecnie wytworzone w ten sposób narzędzia w realistycznych warunkach. Celem jest walidacja żywotności narzędzi pokrytych EHLA w scenariuszach obciążenia przemysłowego.
Jedną z kluczowych zalet jest już widoczna: Dzięki tej metodzie można na powierzchnię narzędzi nanosić szczególnie twarde, stabilne w czasie stopy, które w tradycyjny sposób są trudne lub wręcz niemożliwe do obróbki. W rezultacie znacznie wydłuża się żywotność narzędzi, co bezpośrednio przyczynia się do obniżenia kosztów produkcji. Ponadto EHLA umożliwia selektywne nanoszenie: Uszkodzone lub zużyte obszary można celowo naprawić, co pozwala na wielokrotne wykorzystanie narzędzi. Ta możliwość ponownego użycia stanowi kolejny obiecujący element do obniżania kosztów i otwiera perspektywy dla produkcji narzędzi w innych branżach.
„Przeniesienie tych podejść na przemysł odlewniczy może zrewolucjonizować dotychczasowe procesy w budowie narzędzi“, jest pewien Thomas Schopphoven. „Zamiast w stałych cyklach nabywać nowe formy, firmy mogą dłużej i efektywniej wykorzystywać swoje istniejące narzędzia.“ Jednocześnie LMD otwiera możliwość ciągłego dostosowywania narzędzi do nowych projektów produktów i wymagań produkcyjnych. W czasach, gdy elastyczność i szybkość, odporność oraz niezależność od łańcuchów dostaw stanowią kluczowe przewagi konkurencyjne, spawanie laserowe staje się technologią kluczową dla przyszłości budowy narzędzi.
Kontakt:


