


La corretta produzione e manutenzione degli stampi per pressofusione è di fondamentale importanza per l'industria della fusione: essendo uno dei mezzi di produzione più costosi, determinano in modo significativo qualità, efficienza ed economicità. Forme e inserti complessi raggiungono facilmente costi di acquisto nell'ordine delle sei cifre in euro e la loro funzionalità ininterrotta per la produzione nel corso degli anni è imprescindibile. Devono resistere a carichi estremi. Nella pressofusione, temperature fino a 700 °C agiscono sul materiale dello stampo, mentre gli strumenti sono contemporaneamente esposti a forze meccaniche di diverse centinaia di kilonewton. A questo si aggiungono carichi abrasivi sulla superficie degli strumenti e attacchi chimici da parte degli elementi di lega dei materiali di fusione. Le tensioni termiche e l'affaticamento del materiale portano alla formazione di crepe, erosione e usura abrasiva. Anche con una progettazione ottimale e una produzione accurata degli stampi, il loro usura è un fattore inevitabile che prima o poi costringe a un cambio di utensile. Se questo caso si verifica in modo imprevisto, si generano elevati costi aggiuntivi.
L'importanza economica è notevole: ogni guasto di uno strumento significa fermo produzione, tempi di attrezzaggio aggiuntivi e talvolta la necessità di realizzare nuovi inserti o addirittura strumenti completi. A questo si aggiunge la crescente pressione di produrre e gestire le forme non solo in modo economico, ma anche sostenibile. "In un settore in cui ogni minuto di tempo di produzione conta, abbiamo bisogno di processi che possano prolungare i cicli di vita degli strumenti, ridurre i tempi di inattività e ottimizzare ecologicamente i processi produttivi", afferma il Dr. Thomas Schopphoven, responsabile della divisione saldatura laser per deposizione presso l'Istituto Fraunhofer per la tecnologia laser ILT di Aquisgrana.
Approcci classici come l'uso di acciai per utensili altamente legati incontrano limiti fisici. Durezza e resistenza all'usura più elevate significano spesso una lavorazione complessa, tempi di consegna lunghi e costi elevati delle materie prime. Oltre agli aspetti della durata, aumentano anche le esigenze di flessibilità nella produzione degli utensili: le modifiche ai prodotti richiedono regolarmente cambiamenti negli inserti di forma, nei sistemi di alimentazione e di raffreddamento, il che comporta ulteriori sfide per la costruzione degli utensili.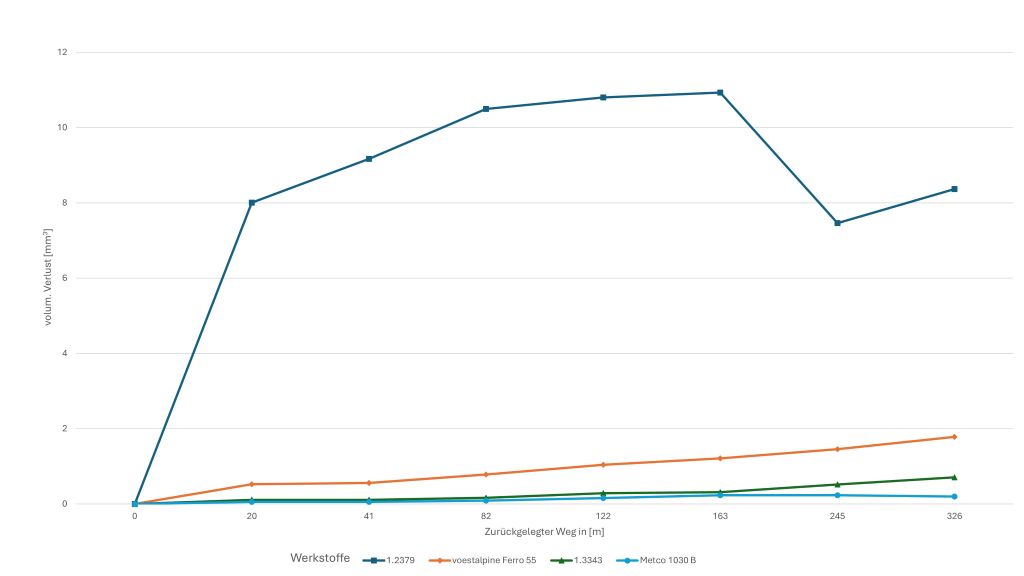
La ricerca di soluzioni deve quindi andare oltre le strategie attuali. Tradizionalmente, gli strumenti sono realizzati in un solo materiale, il che ne limita le prestazioni e ne complica la riparazione. Tecnologie di produzione innovative come il Laser Material Deposition (LMD) non solo consentono la riparazione degli strumenti, ma anche il rivestimento selettivo di aree particolarmente sollecitate e l'adattamento flessibile delle geometrie attraverso approcci di produzione ibrido-additivi. In questo modo, le forme possono essere utilizzate più a lungo, adattate più rapidamente e gestite in modo più sostenibile.
In un'epoca in cui l'economia circolare sta guadagnando sempre più importanza anche nella costruzione di utensili industriali, questa tecnologia presenta un enorme potenziale innovativo.
Deposizione di materiale laser e EHLA

La deposizione di materiale laser, spesso chiamata anche saldatura laser per deposizione, è un processo di fabbricazione additiva che è diventato ampiamente utilizzato in numerosi settori, come la riparazione di componenti di turbomacchine o la rivestimento di rulli e cilindri. Il principio è semplice, le possibilità sono notevoli. Un raggio laser genera un bagno di fusione con dimensioni esattamente regolabili sulla superficie di un pezzo, mentre contemporaneamente una polvere metallica viene introdotta in questo bagno di fusione.
Attraverso un controllo preciso dei percorsi di movimento, il materiale viene applicato localmente strato per strato, permettendo non solo di ricostruire aree usurate, ma anche di creare nuove geometrie funzionali. La particolarità risiede nell'elevato controllo del processo: i parametri del laser, l'alimentazione della polvere e la velocità di avanzamento vengono esattamente coordinati, in modo che l'apporto di calore rimanga minimo e i carichi termici siano ridotti.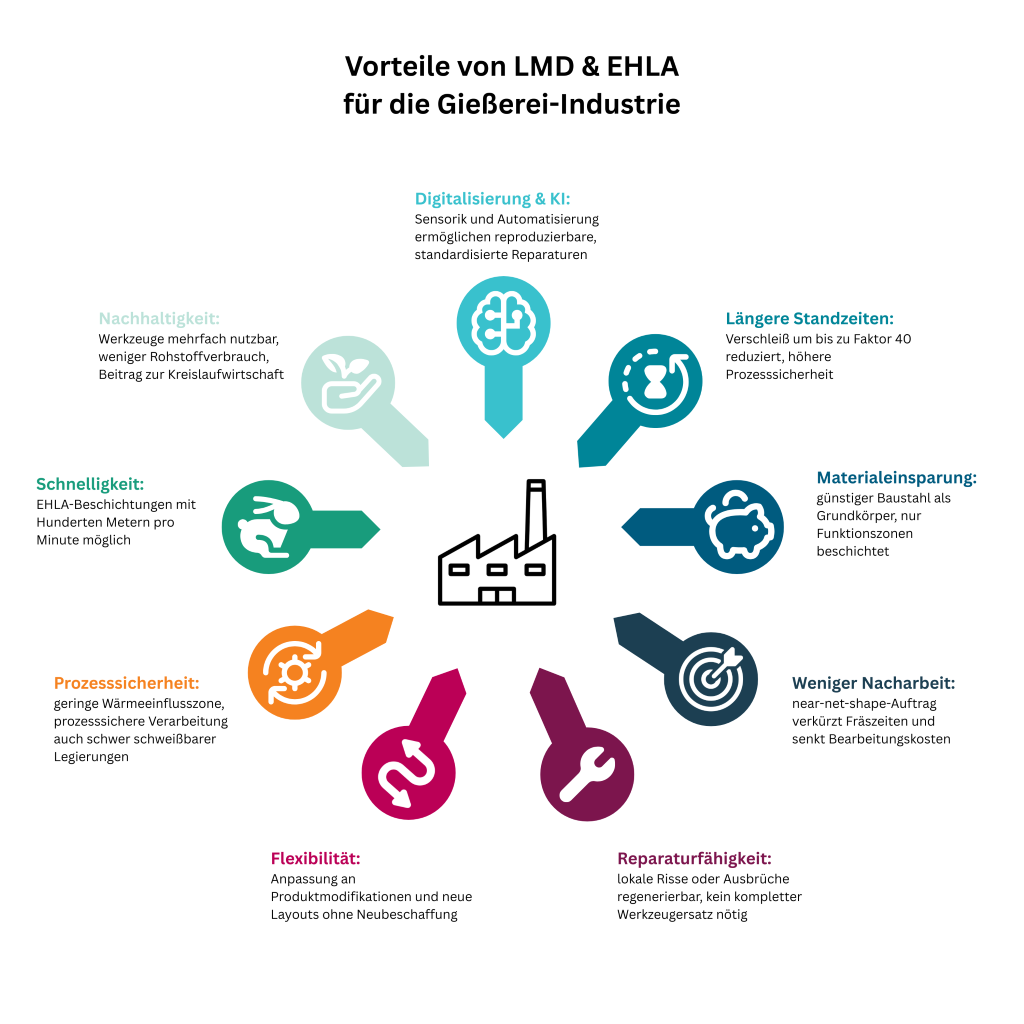
Un ulteriore sviluppo di questo processo è la pluripremiata saldatura laser a deposizione ad alta velocità estrema (EHLA), sviluppata dal Dr. Schopphoven alcuni anni fa presso il Fraunhofer ILT: "Mentre il LMD classico viene utilizzato principalmente per strati più spessi nell'ordine del millimetro, EHLA consente la produzione di rivestimenti molto sottili e resistenti all'usura con spessori a partire da circa 30 µm." Questo avviene a una velocità che rende onore alla denominazione del processo: sono possibili diverse centinaia di metri al minuto. La tecnologia è ormai consolidata in numerosi settori industriali; centinaia di sistemi EHLA sono già in uso industriale in tutto il mondo.
Il vantaggio decisivo risiede nella precisione e nell'efficienza: EHLA consente di lavorare in modo sicuro anche combinazioni di materiali difficili da saldare, come acciai per utensili ad alto legame o metalli duri, con un basso consumo energetico.
Con EHLA3D, il processo raggiunge un ulteriore livello. Grazie all'integrazione su impianti CNC a 5 assi, la tecnologia può essere utilizzata non solo per rivestimenti e piccole riparazioni, ma anche per la produzione additiva. Geometrie complesse possono così essere costruite in prossimità della forma finale su semilavorati. In questo modo, la tecnologia unisce possibilità nei settori della produzione, rivestimento e riparazione in un unico processo, che può essere utilizzato sia per la produzione di nuovi utensili che per la loro rigenerazione. Particolarmente interessante per la costruzione di utensili è la possibilità di rinforzare zone funzionali in modo mirato, senza dover riprodurre l'intero utensile. Il basso apporto di calore consente di lavorare geometrie delicate senza deformazioni, mentre l'alta velocità di applicazione permette una produzione economica anche di grandi superfici.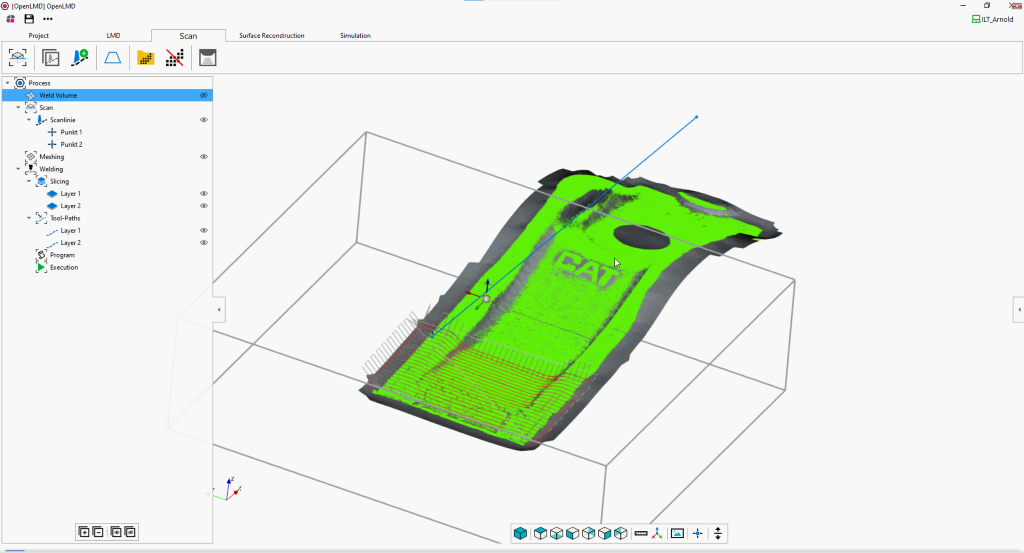
Vantaggi per l'industria della fonderia
I vantaggi di LMD ed EHLA per l'industria della fonderia sono molteplici e vanno ben oltre un prolungamento della vita degli utensili. In particolare per le forme di pressofusione, che sono esposte a cambiamenti di temperatura estremi e a usura abrasiva, il processo offre un chiaro valore aggiunto economico e tecnico.
Le attuali ricerche mostrano che è possibile ridurre significativamente l'usura del materiale attraverso la rivestimento mirato delle zone funzionali.
Nei test di usura da scorrimento è stato riscontrato un miglioramento fino a un fattore 40 rispetto all'acciaio per utensili convenzionale, a seconda della lega scelta e della gestione del processo. Materiali come ad esempio un materiale altamente legato che forma carburi raggiungono durezza fino a 930 HV mantenendo al contempo un legame metallurgico con il materiale di base. Questi risultati dimostrano in modo impressionante che la durata degli utensili può essere significativamente aumentata, con impatti diretti sulla sicurezza produttiva e sull'economicità.
Oltre ad aumentare la durata degli utensili, la LMD consente un uso più efficiente dei materiali. Mentre gli utensili convenzionali sono spesso realizzati interamente in acciaio per utensili costoso e altamente legato, con l'uso della LMD è possibile utilizzare un acciaio da costruzione economico come substrato. Solo le aree effettivamente esposte a carichi elevati vengono rivestite con una lega dura. Questo principio di 'Materiale su richiesta' non solo riduce i costi, ma diminuisce anche il lavoro di lavorazione. Grazie all'applicazione near-net-shape, gran parte delle complesse operazioni di fresatura viene eliminata e le forme possono essere messe in funzione più rapidamente.
Utensili che in passato dovevano essere completamente sostituiti al verificarsi di crepe o rotture possono oggi essere rigenerati tramite LMD. Le zone danneggiate vengono saldate in modo mirato e successivamente lavorate meccanicamente, in modo che gli utensili possano nuovamente raggiungere la geometria originale. Questa possibilità non solo apre potenziali risparmi economici, ma riduce anche la dipendenza da lunghe catene di fornitura per nuove forme. Questa flessibilità è un fattore decisivo, soprattutto per grandi e complessi utensili di pressofusione che richiedono processi di produzione individuali.
AI-SLAM: Riparazione automatizzata con intelligenza artificiale
Un passo decisivo verso l'applicazione in serie della deposizione di materiale laser nella costruzione di utensili è l'automazione crescente. Nel progetto di ricerca AI-SLAM (Miglioramento dell'Intelligenza Artificiale del Rilevamento dei Processi per la Manifattura Additiva Laser) gli esperti del Fraunhofer ILT, insieme a partner internazionali, hanno dimostrato che i processi di rivestimento e riparazione possono essere automatizzati utilizzando sensori e intelligenza artificiale.
Nel progetto AI-SLAM, un laser lineare con telecamera cattura la superficie usurata di un utensile per l'industria mineraria e la confronta con la geometria CAD originale. Dalla differenza, il software calcola i percorsi di lavorazione esatti e lo spessore di strato necessario per ripristinare il contorno originale. La pianificazione del percorso avviene automaticamente e anche durante l'applicazione, l'IA controlla il processo. Le deviazioni nella dimensione o nella forma del bagno di fusione o nella geometria vengono immediatamente rilevate e corrette tramite parametri di processo adattati.
Una particolarità risiede nella varietà delle grandezze monitorate. Oltre alla geometria, i pirometri misurano la temperatura, le telecamere analizzano la forma del bagno di fusione e i profilometri controllano la costruzione degli strati. Questi flussi di dati vengono aggregati in tempo reale e valutati dall'IA. Il personale non deve più impostare manualmente parametri complessi, ma deve solo dare il comando di avvio; il sistema si occupa del controllo del processo. Ciò riduce la dipendenza da esperti altamente specializzati, che finora erano stati indispensabili per l'uso efficace della LMD.
Anche per l'industria della fonderia, questo rappresenta un progresso significativo. Le riparazioni delle forme di pressofusione, che finora dovevano essere pianificate con attenzione e realizzate con molta esperienza, possono ora essere implementate in modo riproducibile e standardizzato. Particolarmente interessante è la possibilità di rigenerare automaticamente anche utensili grandi e complessi. I difetti non solo vengono rilevati, ma vengono immediatamente risolti, riducendo drasticamente i tempi di inattività. Inoltre, i risultati possono essere documentati e dimostrati, il che è essenziale per un'applicazione in serie in un contesto industriale.
Con il progetto AI-SLAM si crea una prospettiva in cui gli utensili non sono più considerati come parti di usura, ma come investimenti durevoli che possono essere ottimizzati e migliorati durante l'intero ciclo di vita.
Approccio innovativo per la produzione di utensili di deformazione
Il Fraunhofer ILT ha presentato nel progetto H2GO (Piano d'azione nazionale per la produzione di celle a combustibile) un approccio innovativo per la produzione di utensili di deformazione per piastre bipolar. Invece di fresare utensili in modo intensivo in termini di tempo e materiali, uno strato funzionale resistente all'usura viene applicato direttamente su acciaio da costruzione economico tramite EHLA. In questo modo, gli utensili vengono realizzati più rapidamente, a costi inferiori e con un uso di materiali significativamente ridotto.
Come materiali di rivestimento vengono utilizzati, tra l'altro, acciai rapidi 1.3343 e Ferro55, che raggiungono valori di durezza fino a 865 HV0,5. Un'applicazione tipica di EHLA genera uno spessore di strato di circa 0,05 mm a 0,15 mm per strato; attraverso più strati, il contorno finale richiesto può essere costruito in modo mirato. Il processo non solo risparmia tempo di fresatura, utensili e costi di materiali, ma aumenta anche la durata delle forme prodotte.
Un dimostratore ha reso visibile l'intero processo: dalla rivestimento EHLA alla lavorazione finale fino alla strutturazione delle superfici funzionali con laser a impulsi ultracorti. In collaborazione con il Fraunhofer IPT, gli utensili così realizzati vengono attualmente testati in condizioni realistiche. L'obiettivo è convalidare la durata degli utensili rivestiti EHLA in scenari di carico industriale.
Un vantaggio decisivo si manifesta già: con il processo è possibile applicare leghe particolarmente dure e stabili nel tempo sulla superficie degli utensili, che sono difficilmente lavorabili con metodi convenzionali. Ciò aumenta notevolmente la durata degli utensili, contribuendo immediatamente alla riduzione dei costi di produzione. Inoltre, l'EHLA consente un'applicazione selettiva: aree difettose o usurate possono essere riparate in modo mirato, consentendo un uso ripetuto degli utensili. Questa possibilità di riutilizzo rappresenta un ulteriore promettente fattore per la riduzione dei costi e apre anche prospettive per la costruzione di utensili in altri settori.
«L'applicazione di questi approcci all'industria della fonderia può rivoluzionare i processi esistenti nella costruzione di utensili», è sicuro Thomas Schopphoven. «Invece di procurarsi nuove forme in cicli fissi, le aziende possono utilizzare i propri utensili esistenti più a lungo ed efficientemente.» Allo stesso tempo, la LMD offre la possibilità di adattare continuamente gli utensili a nuovi design di prodotto e requisiti di produzione. In un'epoca in cui flessibilità e velocità, resilienza e indipendenza dalle catene di fornitura rappresentano vantaggi competitivi decisivi, la saldatura laser a deposizione diventa una tecnologia chiave per il futuro della costruzione di utensili.
Contatto:


