


Pravilna izdelava in vzdrževanje orodij za tlačno litje je za industrijo litja ključnega pomena: kot eno najdražjih obratnih sredstev pomembno vplivajo na kakovost, učinkovitost in ekonomičnost. Kompleksne oblike in vložki zlahka dosežejo nakupne stroške v šestmestnem evrskem razredu, njihova brezpogojna funkcionalnost za proizvodnjo pa je nujna več let. Morajo zdržati ekstremne obremenitve. Pri tlačnem litju na oblikovno material delujejo temperature do 700 °C, medtem ko so orodja hkrati izpostavljena mehanskim silam več sto kilonewtonov. Dodajo se še abrazivne obremenitve na površini orodja in kemični napadi zaradi legirnih elementov litinskih materialov. Termične napetosti in utrujenost materiala vodijo do nastanka razpok, erozije in abrazivnega obrabe. Tudi z optimalno zasnovo in skrbno izdelavo oblik je njihova obraba neizogiben dejavnik, ki na koncu prisili v zamenjavo orodja. Če se ta primer nepredvideno zgodi, nastanejo visoki nadaljnji stroški.
Gospodarski pomen je velik: vsak izpad orodja pomeni ustavitev proizvodnje, dodatne nastavitvene čase in včasih izdelavo novih vložkov ali celo celotnih orodij. Poleg tega se povečuje pritisk, da se oblikujejo ne le ekonomično, temveč tudi trajnostno. »V panogi, kjer vsaka minuta proizvodnega časa šteje, potrebujemo postopke, ki podaljšujejo življenjske cikle orodij, zmanjšujejo izpad in ekološko optimizirajo proizvodne procese,« ve dr. Thomas Schopphoven, vodja oddelka za lasersko varjenje pri Fraunhoferjevem inštitutu za lasersko tehnologijo ILT v Aachnu.
Klasični pristopi, kot je uporaba visoko legiranih orodnih jekel, naletijo na fizične omejitve. Višje trdote in odpornosti proti obrabi pogosto pomenijo zahtevno obdelavo, dolge dobavne roke in visoke stroške surovin. Poleg vidikov življenjske dobe orodij naraščajo tudi zahteve po fleksibilnosti pri izdelavi orodij: spremembe izdelkov redno zahtevajo prilagoditve oblikovnih vložkov, sistemov za ulivanje in hlajenje, kar pomeni dodatne izzive za izdelavo orodij.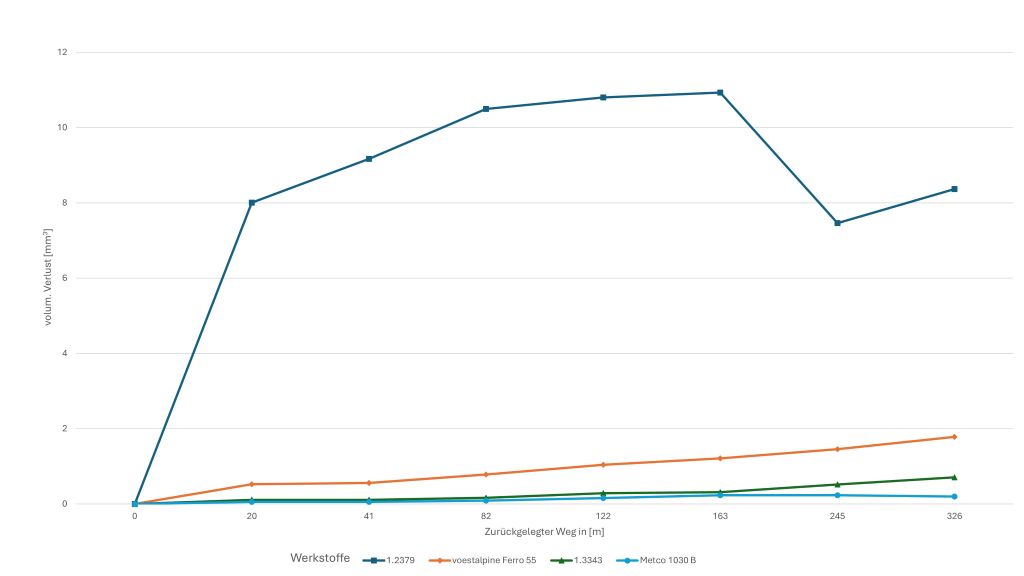
Iskanje rešitev mora zato preseči dosedanje strategije. Konvencionalno orodja sestavljajo le iz enega materiala, kar omejuje njihovo zmogljivost in otežuje njihovo popravilo. Inovativne proizvodne tehnologije, kot je laserska materialna depozicija (LMD), omogočajo ne le popravilo orodij, temveč tudi selektivno prevleko posebej obremenjenih področij ter fleksibilno prilagoditev geometrij z hibridno-aditivnimi proizvodnimi pristopi. Na ta način lahko oblike dlje časa uporabljamo, hitreje prilagajamo in bolj varčno upravljamo.
V času, ko krožno gospodarstvo v industrijski proizvodnji orodij pridobiva na pomenu, ta tehnologija ponuja ogromno potenciala za prihodnost.
Lasersko nanašanje materiala in EHLA

Lasersko nanašanje materiala, pogosto imenovano tudi lasersko obložno varjenje, je aditivni proizvodni postopek, ki je medtem široko razširjen v številnih panogah, kot so obnova komponent turbomachine ali prevleka valjev in cilindrov. Načelo je preprosto, možnosti pa izjemne. Laser ustvarja talilno kopel z natančno nastavljivo velikostjo na površini obdelovanca, medtem ko se hkrati v to talilno kopel vnese kovinski prah.
S preciznim nadzorom premikov se lokalno plast za plastjo nanese material, kar ne le obnavlja obrabljena področja, temveč omogoča tudi ustvarjanje novih funkcionalnih geometrij. Posebnost leži v visoki procesni kontroli: parametri laserja, dovod prahu in hitrost pomika so natančno usklajeni, tako da ostane toplotni vnos minimalen in se zmanjšajo toplotne obremenitve.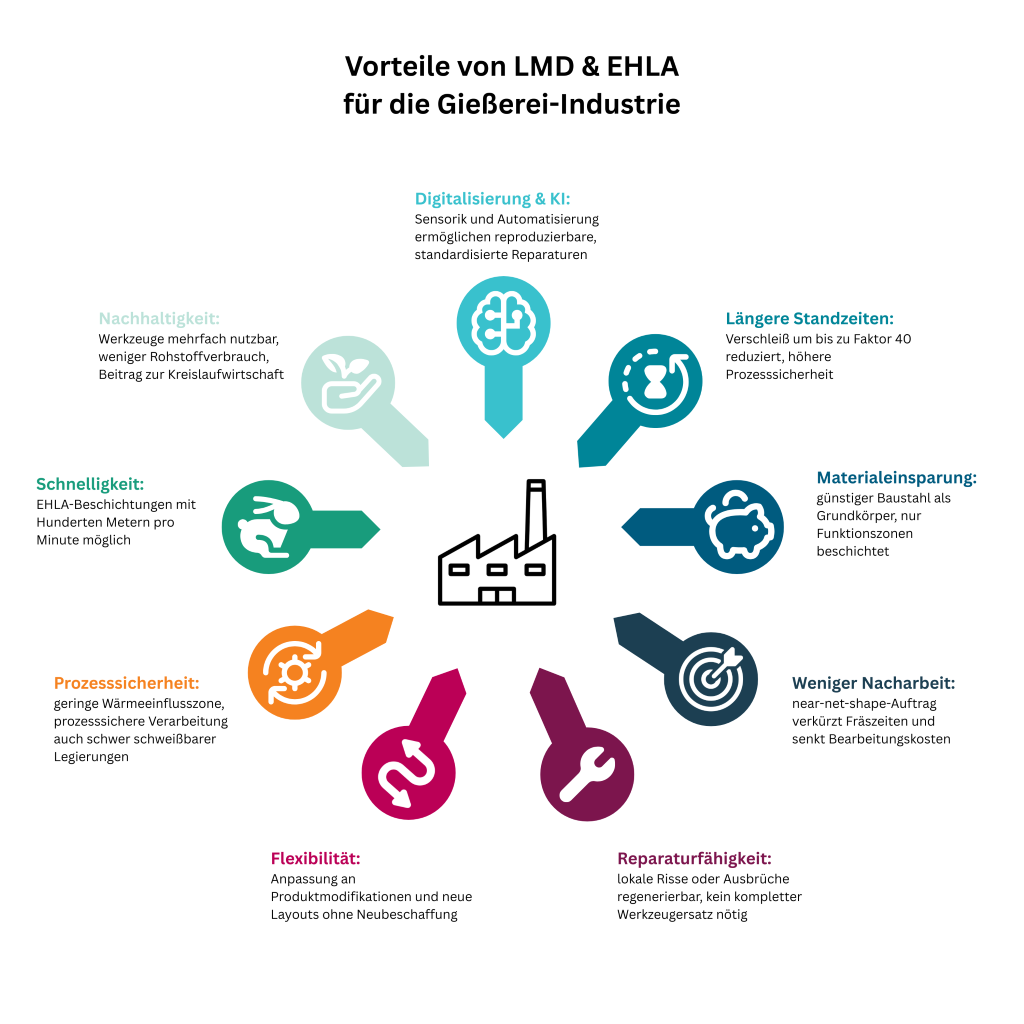
Nadaljnji razvoj tega postopka je večkrat nagrajeno ekstremno visokohitrostno lasersko nanašanje (EHLA), ki ga je dr. Schopphoven razvil pred nekaj leti na Fraunhofer ILT: »Medtem ko se klasično LMD uporablja predvsem za debelejše plasti v milimetrskem razponu, EHLA omogoča ustvarjanje zelo tankih, obrabno odpornih premazov s debelinami od približno 30 µm.« To se izvaja s hitrostjo, ki ustreza imenu postopka: mogoče je doseči več sto metrov na minuto. Tehnika je zdaj uveljavljena v številnih industrijah; več sto sistemov EHLA je že v industrijski uporabi po vsem svetu.
Odločilna prednost leži v natančnosti in učinkovitosti: EHLA omogoča varno obdelavo tudi težko varljivih kombinacij materialov, kot so visoko legirani orodjarni jekli ali trdni materiali, pri hkrati nizki porabi energije.
Z EHLA3D postopek doseže novo raven. Z integracijo na 5-osnih CNC napravah se tehnologija lahko uporablja ne le za prevleke in manjše popravke, temveč tudi za aditivno proizvodnjo. Kompleksne prostorske geometrije se lahko tako zgradijo skoraj do končne oblike na polizdelkih. Tako tehnologija združuje možnosti iz področij proizvodnje, prevleke in popravila v en sam postopek, ki se lahko uporablja tako za proizvodnjo novih orodij kot tudi za njihovo regeneracijo. Še posebej zanimiva za orodjarstvo je možnost ciljno ojačati funkcionalne cone, ne da bi bilo treba celotno orodje ponovno izdelati. Nizka toplotna obremenitev omogoča obdelavo občutljivih geometrij brez deformacij, medtem ko visoka stopnja nanosa omogoča gospodarsko proizvodnjo tudi velikih površin.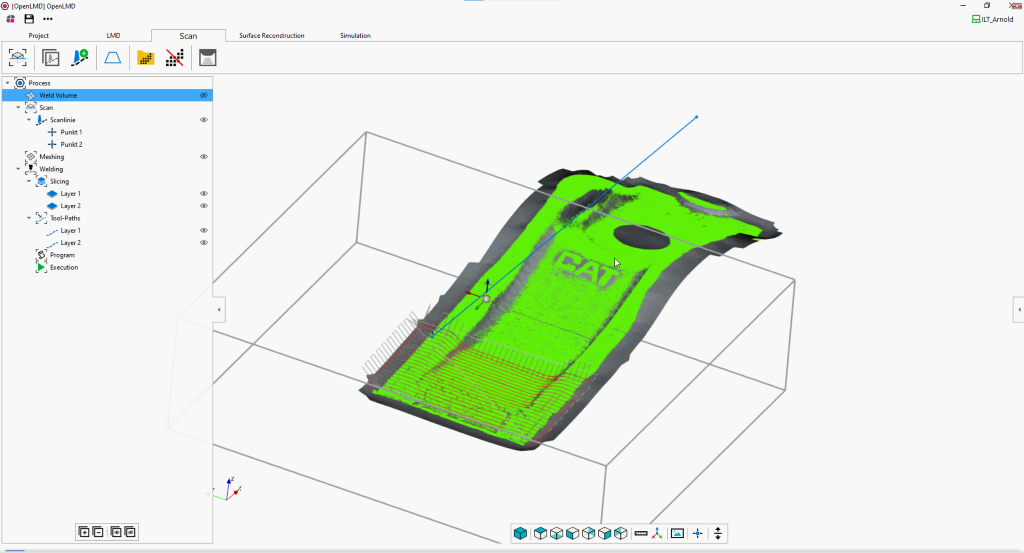
Koristi za livarsko industrijo
Prednosti LMD in EHLA za livarsko industrijo so številne in segajo daleč preko podaljšanja življenjske dobe orodij. Še posebej za tlačne litine, ki so izpostavljene ekstremnim temperaturnim spremembam in abrazivnemu obrabi, ta postopek ponuja jasne ekonomske in tehnične koristi.
Aktualne raziskave kažejo, da je mogoče z namerno prevleko funkcionalnih območij znatno zmanjšati obrabo materiala, ki je posledica obrabe.
Pri testih trenja in obrabe so bile ugotovljene izboljšave do faktorja 40 v primerjavi s konvencionalnim orodnim jeklom, odvisno od izbrane zlitine in vodenja procesa. Materiali, kot je na primer visoko legiran material za tvorbo karbida, dosegajo trdote do 930 HV ob hkratni trdno vezani povezavi z osnovnim materialom. Ti rezultati impresivno dokazujejo, da je mogoče znatno podaljšati življenjsko dobo orodij, kar ima neposredne posledice na varnost proizvodnje in ekonomičnost.
Poleg podaljšanja življenjske dobe LMD omogoča tudi učinkovitejšo uporabo materialov. Medtem ko so konvencionalna orodja pogosto popolnoma izdelana iz dragih, visoko legiranih orodnih jekel, se lahko z uporabo LMD uporablja cenovno ugodno konstrukcijsko jeklo kot podlaga. Le tisti deli, ki so dejansko izpostavljeni visokim obremenitvam, so prevlečeni s trdo zlitino. Ta princip »materiala na zahtevo« ne le da zmanjšuje stroške, ampak tudi zmanjšuje obdelovalne napore. Z naročilom v skoraj neto obliki odpadne velik del zahtevnih frezarskih operacij, oblike pa se lahko hitreje uvedejo v obratovanje.
Orodja, ki so jih doslej morali popolnoma zamenjati po pojavu razpok ali odlomkov, lahko danes regeneriramo z LMD. Poškodovana območja se ciljno ponovno zvarijo in nato mehansko obdelajo, tako da orodja ponovno dosežejo prvotno geometrijo. Ta možnost ne odpre le ekonomskih prihrankov, ampak tudi zmanjšuje odvisnost od dolgih dobavnih verig za nova orodja. Še posebej pri velikih in kompleksnih orodjih za tlačno litje, ki zahtevajo individualne proizvodne procese, je ta fleksibilnost odločilni dejavnik.
AI-SLAM: Avtomatizirano popravilo z umetno inteligenco
Odločilen korak k serijski uporabi laserske depozicije materiala v orodjarstvu je naraščajoča avtomatizacija. V raziskovalnem projektu AI-SLAM (Umetna inteligenca za izboljšanje zaznavanja procesov za prilagodljivo lasersko aditivno proizvodnjo) so strokovnjaki Fraunhofer ILT skupaj z mednarodnimi partnerji pokazali, da je mogoče procese prevlečenja in popravila avtomatizirati s pomočjo senzorike in umetne inteligence.
V projektu AI-SLAM linijski laser s kamero zajame obrabljeno površino orodja za rudarstvo in jo primerja s prvotno CAD geometrijo. Iz razlike programska oprema izračuna natančne poti postopka in potrebno debelino plasti, da se obnovi prvotna kontura. Načrtovanje poti poteka avtomatsko, umetna inteligenca pa med naročilom natančno preverja postopek. Odstopanja v velikosti ali obliki talilne kopeli ali v geometriji se takoj prepoznajo in se popravijo z prilagojenimi procesnimi parametri.
Posebnost leži v številnih nadzorovanih velikostih. Poleg geometrije pyrometri merijo temperaturo, kamere analizirajo obliko talilne kopeli, profilometri pa nadzorujejo gradnjo plasti. Ti podatkovni tokovi se v realnem času združujejo in jih umetna inteligenca ocenjuje. Osebje ne potrebuje več ročnega nastavljanja kompleksnih parametrov, temveč le da ukaz za začetek, nadzor procesa prevzame sistem. S tem se zmanjšuje odvisnost od visoko specializiranih strokovnjakov, ki so bili doslej nujni za uspešno uporabo LMD.
Tudi za industrijo litja to pomeni pomemben napredek. Popravila tlačnih litij, ki so jih doslej morali zahtevno načrtovati in izvajati z veliko izkušnjami, se lahko v prihodnje izvajajo reproducibilno in standardizirano. Še posebej zanimiva je možnost avtomatske regeneracije tudi velikih in kompleksnih orodij. Napake ne le da se prepoznajo, temveč se takoj odpravijo, kar drastično zmanjša čas izpada. Poleg tega je mogoče rezultate dokumentirati in dokazovati, kar je bistveno za serijsko uporabo v industrijskem okolju.
S projektom AI-SLAM se ustvarja perspektiva, v kateri orodja ne bodo več obravnavana kot obrabni deli, temveč kot trajne naložbe, ki jih je mogoče optimizirati in izboljšati skozi celoten življenjski cikel.
Inovativni pristop k proizvodnji oblikovnih orodij
Fraunhofer ILT je v projektu H2GO (Nacionalni akcijski načrt proizvodnje gorivnih celic) predstavil nov pristop k proizvodnji oblikovnih orodij za bipolarne plošče. Namesto da bi orodja časovno in materialno intenzivno obdelovali iz celote, se na cenovno ugodno konstrukcijsko jeklo neposredno nanese obrabno odporna funkcionalna plast s pomočjo EHLA. Na ta način se orodja hitreje, ceneje in z bistveno manjšim materialnim vložkom.
Kot prevlečne materiale se uporabljajo med drugim hitrorezni jekel 1.3343 in Ferro55, ki dosegajo trdote do 865 HV0,5. Tipična EHLA prevleka ustvari na plast približno 0,05 mm do 0,15 mm debeline; z več plastmi je mogoče ciljno zgraditi zahtevano končno konturo. Postopek ne le da prihrani čas frezanja, orodja in stroške materiala, ampak hkrati povečuje življenjsko dobo izdelanih oblik.
Demonstrator je jasno prikazal celoten proces: od EHLA prevleke do končne obdelave in strukturiranja funkcionalnih površin z ultrakratkimi pulznimi laseri. V sodelovanju s Fraunhofer IPT se trenutno testirajo tako izdelana orodja pod realističnimi pogoji. Cilj je potrditi življenjsko dobo EHLA prevlečenih orodij pod industrijskimi obremenitvenimi scenariji.
Odločilna prednost se že kaže: s postopkom je mogoče na površino orodja nanesti še posebej trde, dolgotrajne zlitine, ki jih je konvencionalno težko ali skoraj nemogoče obdelovati. S tem se življenjska doba orodij znatno poveča, kar neposredno prispeva k znižanju proizvodnih stroškov. Poleg tega EHLA omogoča prostorsko selektivno nanašanje: napake ali obrabljena območja je mogoče ciljno popraviti, tako da se orodja lahko večkrat uporabljajo. Ta možnost ponovne uporabe predstavlja še en obetaven način za znižanje stroškov in odpira perspektive za orodjarstvo v drugih panogah.
»Prenos teh pristopov na industrijo litja lahko revolucionira dosedanje postopke v orodjarstvu«, je prepričan Thomas Schopphoven. »Namesto da bi v fiksnih ciklih pridobivali nova orodja, lahko podjetja dalj časa in učinkoviteje uporabljajo svoja obstoječa orodja.« Hkrati LMD odpira možnost, da se orodja nenehno prilagajajo novim oblikam izdelkov in proizvodnim zahtevam. V času, ko sta fleksibilnost in hitrost, odpornost in neodvisnost od dobavnih verig odločilni konkurenčni prednosti, postaja lasersko varjenje ključna tehnologija za prihodnost orodjarstva.
Kontakt:


