


Правильне виготовлення та обслуговування форм для лиття під тиском є центральним аспектом для литейної промисловості: як одне з найдорожчих виробничих засобів, вони суттєво визначають якість, ефективність і економічність. Складні форми та вставки легко досягають витрат на придбання в шестицифровому євровому діапазоні, і їх безперебійна функція для виробництва протягом багатьох років є незамінною. Вони повинні витримувати екстремальні навантаження. У процесі лиття під тиском температури досягають 700 °C, тоді як інструменти одночасно піддаються механічним силам у кілька сотень кілоньютонів. Додатково виникають абразивні навантаження на поверхні інструментів і хімічні атаки з боку легуючих елементів литейних матеріалів. Термальні напруги та втома матеріалу призводять до утворення тріщин, ерозії та абразивного зносу. Навіть при оптимальному проектуванні та ретельному виготовленні форм їх знос є невідворотним фактором, який рано чи пізно вимагатиме заміни інструменту. Якщо цей випадок трапляється несподівано, виникають великі додаткові витрати.
Економічне значення є значним: кожен вихід інструменту з ладу означає зупинку виробництва, додаткові налаштування та іноді виготовлення нових вставок або навіть повних інструментів. До цього додається зростаючий тиск на виготовлення форм не лише економічно, але й стійко. «У галузі, де кожна хвилина виробничого часу має значення, нам потрібні процеси, які можуть подовжити життєвий цикл інструментів, зменшити час простою та екологічно оптимізувати виробничі процеси», - зазначає доктор Томас Шопфховен, керівник відділу лазерного наплавлення в Інституті лазерних технологій Фраунгофера ILT в Аахені.
Класичні підходи, такі як використання високолегованих інструментальних сталей, стикаються з фізичними межами. Вища твердість і зносостійкість часто означають складну обробку, довгі терміни постачання та високі витрати на сировину. Окрім аспектів тривалості служби, зростають також вимоги до гнучкості у виробництві інструментів: модифікації продуктів регулярно вимагають змін у формових вставках, системах лиття та охолодження, що створює додаткові виклики для виробництва інструментів.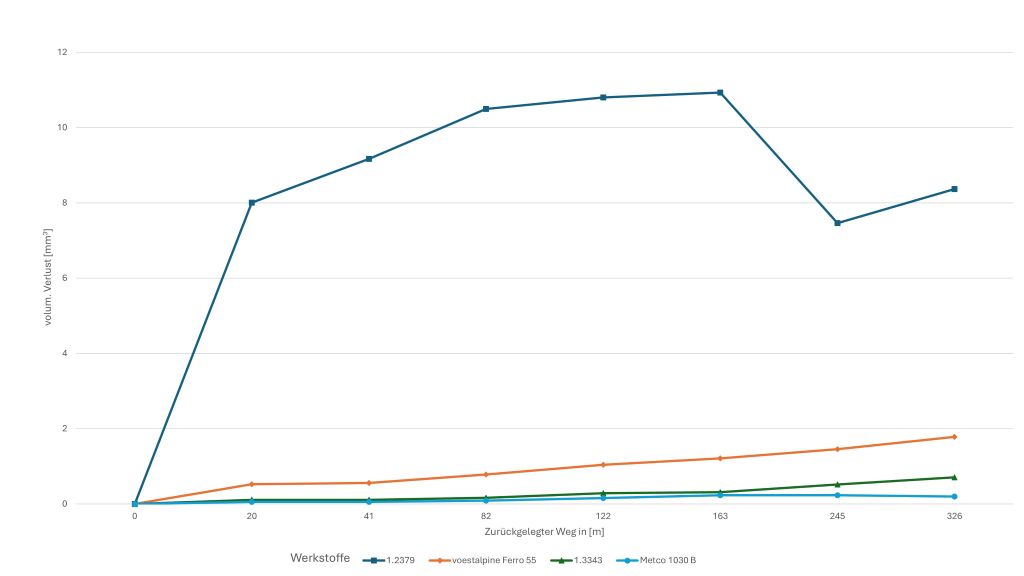
Пошук рішень, отже, має виходити за межі попередніх стратегій. Зазвичай інструменти складаються лише з одного матеріалу, що обмежує їхню продуктивність і ускладнює їхній ремонт. Інноваційні технології виробництва, такі як лазерне матеріальне осадження (LMD), дозволяють не лише ремонтувати інструменти, але й селективно покривати особливо навантажені ділянки, а також гнучко адаптувати геометрії за допомогою гібридно-додаткових виробничих підходів. Таким чином, форми можуть використовуватися довше, швидше адаптуватися та експлуатуватися з меншими витратами ресурсів.
У час, коли циркулярна економіка також у промисловому інструментальному виробництві набуває все більшого значення, ця технологія має величезний перспективний потенціал.
Лазерне нанесення матеріалів та EHLA

Лазерне матеріальне осадження, також відоме як лазерне наплавлення, є адитивним виробничим процесом, який в даний час широко використовується в багатьох галузях, таких як відновлення компонентів турбомашин або покриття валків і циліндрів. Принцип простий, можливості вражаючі. Лазерний промінь створює розплавлену ванну з точно регульованим розміром на поверхні деталі, в той час як одночасно в цю розплавлену ванну вводиться металевий порошок.
Шляхом точного контролю траєкторій руху матеріал наноситься локально, шар за шаром, що дозволяє не лише відновлювати зношені ділянки, але й створювати нові функціональні геометрії. Особливістю є високий контроль процесу: параметри лазера, подача порошку та швидкість подачі точно узгоджуються, щоб мінімізувати теплове навантаження та зменшити термічні навантаження.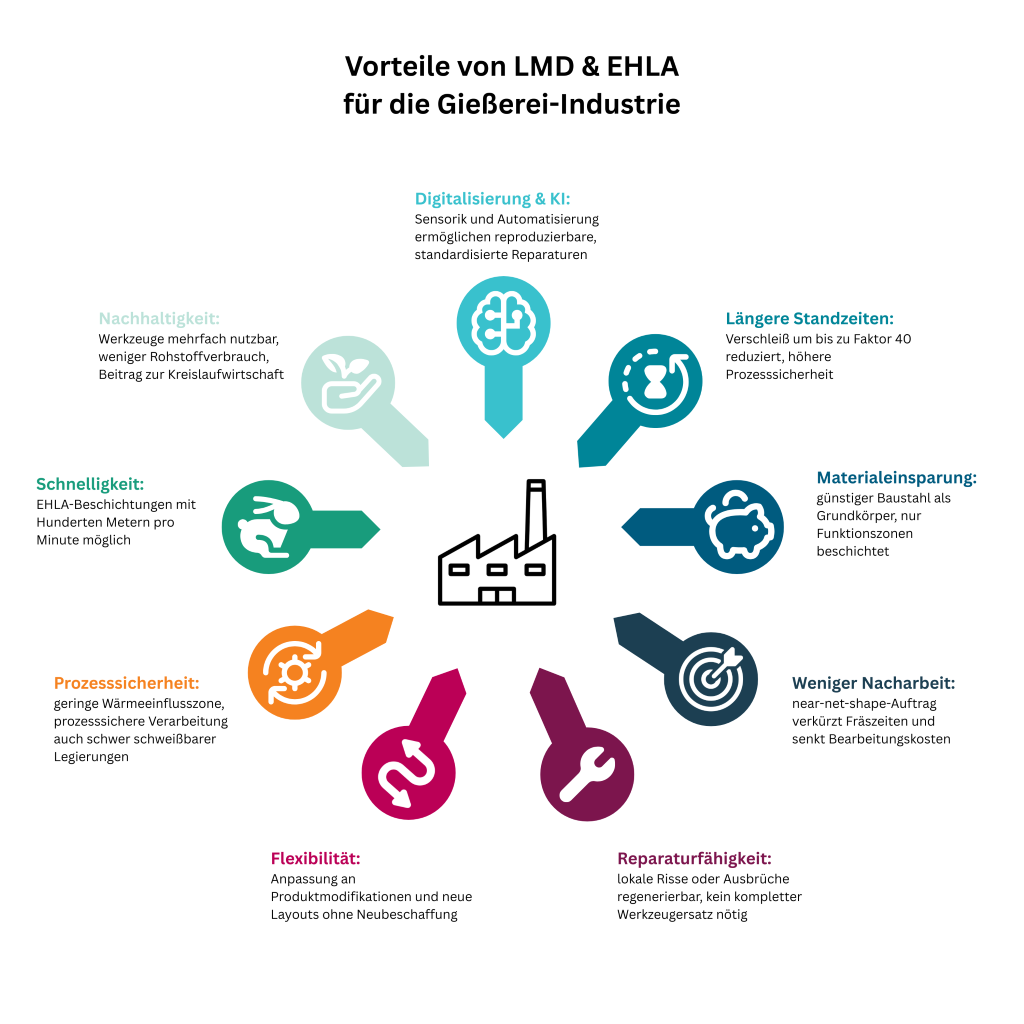
Подальшим розвитком цього процесу є багаторазово нагороджене екстремальне високошвидкісне лазерне наплавлення (EHLA), яке доктор Шопфховен розробив кілька років тому в Інституті Фраунгофера ILT: «У той час як класичне LMD в основному використовується для товстих шарів у міліметровому діапазоні, EHLA дозволяє створювати дуже тонкі, зносостійкі покриття з товщиною шару від приблизно 30 мкм». Це відбувається зі швидкістю, яка відповідає назві процесу: можливі швидкості кілька сотень метрів на хвилину. Технологія вже закріпилася в численних галузях промисловості; кілька сотень систем EHLA вже використовуються в промисловості по всьому світу.
Вирішальна перевага полягає в точності та ефективності: EHLA дозволяє безпечно обробляти навіть важкозварювальні комбінації матеріалів, такі як високолеговані інструментальні сталі або тверді сплави, при цьому споживаючи мало енергії.
З EHLA3D процес досягає нового рівня. Завдяки інтеграції на 5-осевих ЧПУ-станках технологію можна використовувати не лише для покриттів і дрібних ремонту, а й для адитивного виробництва. Складні вільноформні геометрії можуть бути побудовані близько до контурів на напівфабрикатах. Таким чином, технологія об'єднує можливості з галузей виробництва, покриття та ремонту в один процес, який можна використовувати як для виробництва нових інструментів, так і для їх регенерації. Особливо цікавою для інструментального виробництва є можливість цілеспрямовано зміцнювати функціональні зони, не виготовляючи весь інструмент заново. Низький тепловий вплив дозволяє обробляти чутливі геометрії без деформацій, тоді як висока швидкість нанесення забезпечує економічне виробництво навіть великих площ.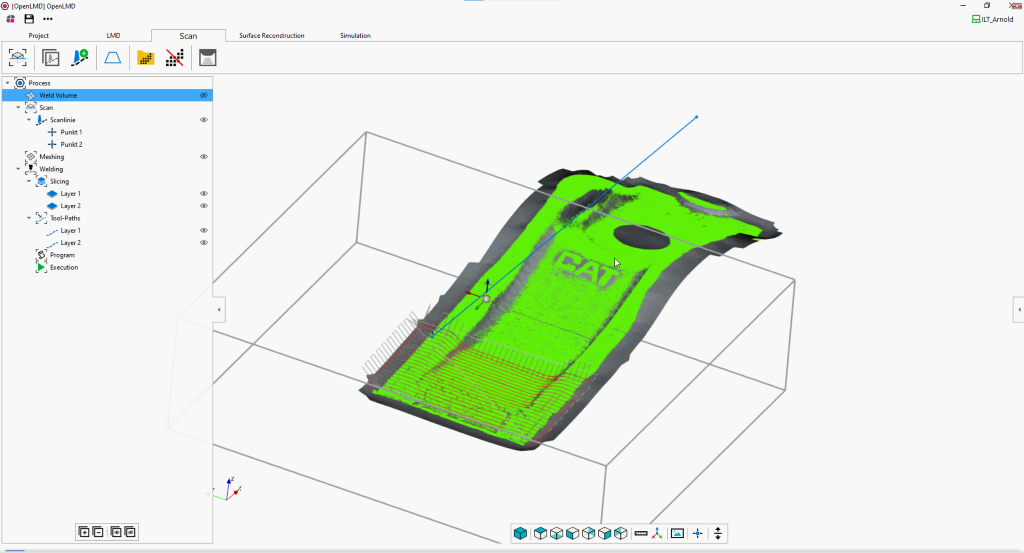
Переваги для литейної промисловості
Переваги LMD та EHLA для литейної промисловості різноманітні і виходять далеко за межі подовження терміну служби інструментів. Особливо для форм для лиття під тиском, які піддаються екстремальним температурним змінам та абразивному зносу, цей процес забезпечує чітку економічну та технічну вигоду.
Актуальні дослідження показують, що цілеспрямоване покриття функціональних зон може значно зменшити знос, пов'язаний з витратами матеріалу.
У випробуваннях на знос при ковзанні було виявлено покращення до 40 разів у порівнянні з традиційною інструментальною сталлю, залежно від обраного сплаву та технологічного процесу. Матеріали, такі як, наприклад, високолегований карбідоутворюючий матеріал, досягають твердості до 930 HV при одночасному міцному з'єднанні з основним матеріалом. Ці результати яскраво демонструють, що терміни служби інструментів можна значно збільшити, що має безпосередній вплив на безпеку виробництва та економічність.
Окрім збільшення терміну служби, LMD дозволяє ефективніше використовувати матеріали. Під час використання традиційних інструментів часто повністю виготовляються з дорогих, високолегованих інструментальних сталей, тоді як за допомогою LMD можна використовувати економічну будівельну сталь як субстрат. Лише ті ділянки, які насправді піддаються високим навантаженням, покриваються твердим сплавом. Цей принцип "матеріал на замовлення" не лише знижує витрати, але й зменшує обсяг обробки. Завдяки нанесенню в режимі near-net-shape значна частина складних фрезерних операцій відпадає, а форми можна швидше вводити в експлуатацію.
Інструменти, які раніше потрібно було повністю замінювати після появи тріщин або відколів, сьогодні можуть бути відновлені за допомогою LMD. Пошкоджені зони цілеспрямовано наплавляються, а потім механічно обробляються, так що інструменти знову досягають первісної геометрії. Ця можливість відкриває не лише економічні потенціали для заощаджень, але й зменшує залежність від довгих ланцюгів постачання нових форм. Особливо для великих і складних форм для лиття під тиском, які вимагають індивідуальних виробничих процесів, ця гнучкість є вирішальним фактором.
AI-SLAM: Автоматизований ремонт з використанням штучного інтелекту
Важливим кроком до серійного застосування лазерного матеріального депонування у виробництві інструментів є зростаюча автоматизація. У дослідницькому проекті AI-SLAM (Покращення процесу сенсорики за допомогою штучного інтелекту для адаптивного лазерного адитивного виробництва) фахівці Fraunhofer ILT спільно з міжнародними партнерами продемонстрували, що процеси покриття та ремонту можна автоматизувати за допомогою сенсорики та штучного інтелекту.
У проекті AI-SLAM лінійний лазер з камерою захоплює зношену поверхню інструмента для гірничодобувної промисловості та порівнює її з початковою CAD-геометрією. З різниці програмне забезпечення обчислює точні траєкторії руху та необхідну товщину шару для відновлення початкового контуру. Планування траєкторії відбувається автоматично, а під час виконання замовлення ШІ перевіряє процес. Відхилення у розмірі або формі зливу або в геометрії негайно виявляються і коригуються за допомогою адаптованих параметрів процесу.
Особливістю є велика кількість контрольованих величин. Окрім геометрії, пирометри вимірюють температуру, камери аналізують форму розплавленої ванни, а профілометри контролюють структуру шару. Ці потоки даних об'єднуються в реальному часі та оцінюються штучним інтелектом. Персоналу більше не потрібно вручну налаштовувати складні параметри, а лише дати команду на старт, управління процесом бере на себе система. Це зменшує залежність від високо спеціалізованих фахівців, які раніше були незамінними для успішного використання LMD.
Це також означає значний прогрес для литейної промисловості. Ремонт форм для лиття під тиском, який раніше вимагав складного планування та великого досвіду, тепер можна реалізувати відтворювано та стандартизовано. Особливо цікавою є можливість автоматично відновлювати також великі та складні інструменти. Дефекти не лише виявляються, але й одразу усуваються, що значно знижує час простою. Крім того, результати можна документувати та підтверджувати, що є суттєвим для серійного використання в промисловому середовищі.
З проектом AI-SLAM виникає перспектива, в якій інструменти більше не розглядаються як витратні матеріали, а сприймаються як довгострокові інвестиції, які можуть бути оптимізовані та покращені протягом усього їхнього життєвого циклу.
Інноваційний підхід до виготовлення формувальних інструментів
Фраунгофер ILT представив новаторський підхід до виготовлення формувальних інструментів для біполярних пластин у рамках проекту H2GO (Національний план дій з виробництва паливних елементів). Замість того, щоб витрачати багато часу та матеріалів на фрезерування інструментів з цільного матеріалу, зносостійкий функціональний шар наноситься за допомогою EHLA безпосередньо на недорогий будівельний сталевий матеріал. Таким чином, інструменти виготовляються швидше, дешевше і з набагато меншими витратами матеріалів.
Як покривні матеріали використовуються, зокрема, швидкорізальні сталі 1.3343 та Ferro55, які досягають твердості до 865 HV0,5. Типове замовлення EHLA створює приблизно 0,05 мм до 0,15 мм товщини шару на один шар; завдяки кільком шарам можна цілеспрямовано формувати необхідний кінцевий контур. Цей процес не тільки економить час фрезерування, інструменти та витрати на матеріали, але й одночасно підвищує термін служби виготовлених форм.
Демонстратор наочно продемонстрував увесь процес: від покриття EHLA через фінішну обробку до структурування функціональних поверхонь за допомогою ультракоротких імпульсних лазерів. У співпраці з Fraunhofer IPT в даний час виготовлені інструменти тестуються в реалістичних умовах. Метою є валідація терміну служби інструментів з покриттям EHLA в умовах промислових навантажень.
Важлива перевага вже проявляється: за допомогою цього процесу можна наносити на поверхню інструментів особливо тверді, стабільні в часі сплави, які традиційно важко або майже неможливо обробляти. Це значно збільшує термін служби інструментів, що безпосередньо сприяє зниженню виробничих витрат. Крім того, EHLA дозволяє виконувати локальне нанесення: дефектні або зношені ділянки можна цілеспрямовано ремонтувати, що дозволяє багаторазово використовувати інструменти. Ця можливість повторного використання є ще одним перспективним механізмом для зниження витрат і відкриває нові перспективи для виробництва інструментів в інших галузях.
«Перенесення цих підходів на литейну промисловість може революціонізувати існуючі процеси у виробництві інструментів», впевнений Томас Шопфховен. «Замість того, щоб у фіксованих циклах виготовляти нові форми, компанії можуть довше і ефективніше використовувати свої існуючі інструменти.» Одночасно LMD відкриває можливість постійно адаптувати інструменти до нових дизайнів продуктів і виробничих вимог. У часи, коли гнучкість і швидкість, стійкість і незалежність від ланцюгів постачання є вирішальними конкурентними перевагами, лазерне наплавлення стає ключовою технологією для майбутнього виробництва інструментів.
Контакт:


