


Stručna izrada i održavanje alata za lijevanje pod pritiskom od ključne su važnosti za industriju lijevanja: kao jedan od najskupljih sredstava, oni značajno utječu na kvalitetu, učinkovitost i isplativost. Kompleksni oblici i umetci lako dostižu troškove nabave u šestomilijunskom rasponu eura, a njihova neometana funkcija za proizvodnju tijekom godina je neophodna. Moraju izdržati ekstremna opterećenja. U lijevanju pod pritiskom temperature dosežu do 700 °C na materijal oblika, dok su alati istovremeno izloženi mehaničkim silama od nekoliko stotina kilonewtona. Tome se pridružuju abrazivna opterećenja na površini alata i kemijski napadi od legirajućih elemenata lijevnih materijala. Termički stresovi i umor materijala dovode do stvaranja pukotina, erozije i abrazivnog trošenja. Čak i uz optimalno projektiranje i pažljivu izradu oblika, njihovo trošenje je neizbježan faktor koji na kraju zahtijeva zamjenu alata. Ako se taj slučaj neočekivano dogodi, nastaju visoki troškovi.
Ekonomska važnost je značajna: Svako otkazivanje alata znači prekid proizvodnje, dodatno vrijeme za pripremu i ponekad izradu novih umetaka ili čak kompletnog alata. Uz to dolazi i sve veći pritisak da se oblici ne samo ekonomski, već i održivo proizvode i koriste. "U industriji u kojoj svaka minuta proizvodnog vremena ima značaj, potrebni su nam procesi koji produžuju životne cikluse alata, smanjuju vrijeme zastoja i ekološki optimiziraju proizvodne procese", zna dr. Thomas Schopphoven, voditelj odjela za lasersko zavarivanje kod Fraunhofer Instituta za lasersku tehnologiju ILT u Aachenu.
Klasični pristupi poput korištenja visoko legiranih alatnih čelika suočavaju se s fizičkim granicama. Veća tvrdoća i otpornost na habanje često znače složenu obradu, dugačke rokove isporuke i visoke troškove sirovina. Osim aspekata trajnosti, rastu i zahtjevi za fleksibilnošću u proizvodnji alata: modifikacije proizvoda redovito zahtijevaju promjene u oblikovnim ulošcima, sustavima za lijevanje i hlađenje, što predstavlja dodatne izazove za izradu alata.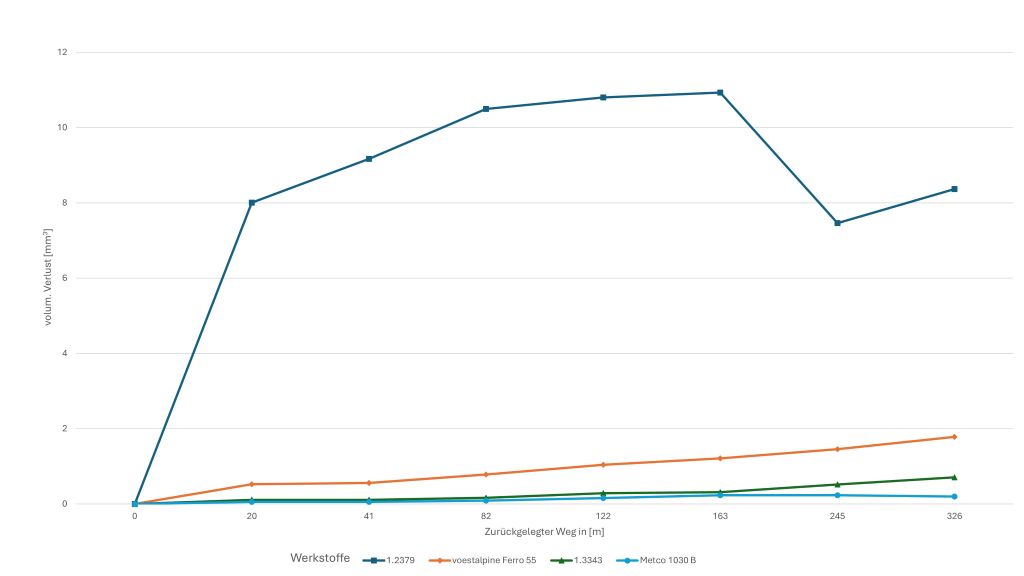
Potraga za rješenjima stoga mora ići izvan dosadašnjih strategija. Konvencionalno, alati se sastoje samo od jednog materijala, što ograničava njihovu učinkovitost i otežava njihovu popravku. Inovativne tehnologije proizvodnje poput laserske depozicije materijala (LMD) omogućuju ne samo popravak alata, već i selektivno premazivanje posebno opterećenih područja, kao i fleksibilno prilagođavanje geometrija kroz hibridno-aditivne proizvodne pristupe. Na taj način oblici se mogu duže koristiti, brže prilagođavati i ekološki prihvatljivije koristiti.
U vremenu kada kružna ekonomija sve više dobiva na značaju i u industrijskoj izradi alata, ova tehnologija ima ogroman potencijal za budućnost.
Lasersko nanošenje materijala i EHLA

Lasersko nanošenje materijala, često nazvano lasersko dodavanje, je aditivni proizvodni postupak koji je u međuvremenu široko rasprostranjen u brojnim industrijama, poput popravka komponenti turbomachine ili premazivanja valjaka i cilindara. Princip je jednostavan, a mogućnosti zapanjujuće. Laserska zraka stvara talinu s točno podesivom veličinom na površini radnog komada, dok se istovremeno metalni prah unosi u tu talinu.
Preciznim upravljanjem putanjama kretanja materijal se lokalno nanosi sloj po sloj, čime se ne samo obnavljaju istrošena područja, već se također mogu stvoriti nove, funkcionalne geometrije. Posebnost leži u visokoj kontroli procesa: parametri lasera, dovod praha i brzina pomaka precizno se usklađuju, tako da unos topline ostaje minimalan i termička opterećenja se smanjuju.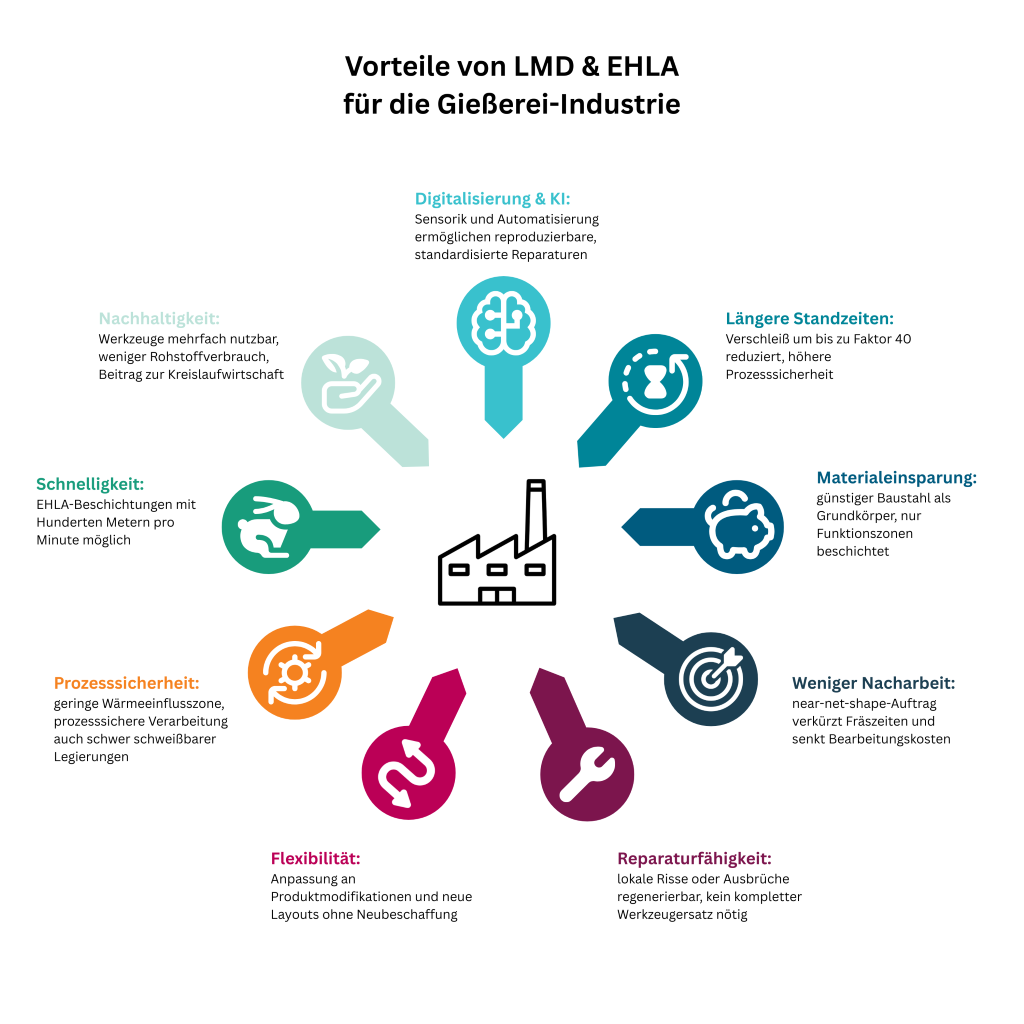
Daljnji razvoj ovog postupka je višestruko nagrađivano ekstremno visok brzi lasersko nanošenje zavarivanja (EHLA), koje je dr. Schopphoven razvijao prije nekoliko godina na Fraunhofer ILT: »Dok se klasični LMD prvenstveno koristi za deblje slojeve u milimetarskom rasponu, EHLA omogućava stvaranje vrlo tankih, otpornijih prema trošenju premaza s debljinama od oko 30 µm.« To se događa brzinom koja opravdava naziv procesa: Moguće je nekoliko stotina metara u minuti. Tehnika je sada etablirana u brojnim industrijama; nekoliko stotina EHLA sustava već je u industrijskoj upotrebi širom svijeta.
Ključna prednost leži u preciznosti i učinkovitosti: EHLA omogućuje sigurno procesiranje čak i teško zavarivih kombinacija materijala poput visoko legiranih alatnih čelika ili tvrdih metala uz istovremenu nisku potrošnju energije.
S EHLA3D postupak doseže novu razinu. Integracijom na 5-osnim CNC strojevima, tehnologiju je moguće koristiti ne samo za premazivanje i manje popravke, već i za aditivnu proizvodnju. Komplexne slobodne geometrije mogu se tako izgraditi blizu konačnih kontura na poluproizvodima. Time tehnologija objedinjuje mogućnosti iz područja proizvodnje, premazivanja i popravka u jedan jedinstveni proces, koji se može koristiti kako za proizvodnju novih alata, tako i za njihovu regeneraciju. Posebno zanimljivo za izradu alata je mogućnost ciljane ojačavanja funkcionalnih zona bez potrebe za potpunim ponovnim izradom alata. Mali unos topline omogućuje obradu osjetljivih geometrija bez deformacija, dok visoka stopa nanosa omogućuje ekonomsku proizvodnju čak i velikih površina.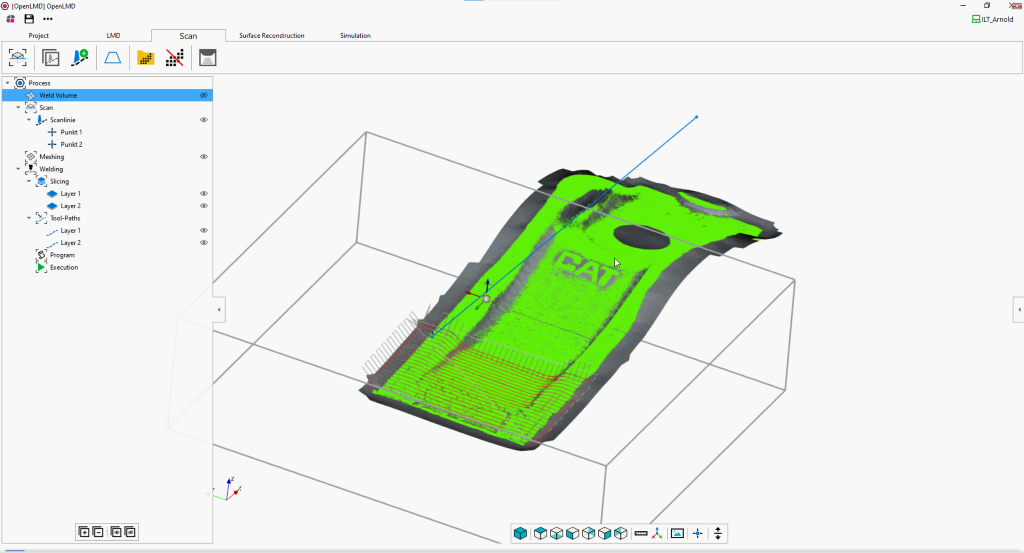
Koristi za industriju lijevanja
Prednosti LMD-a i EHLA-e za industriju lijevanja su raznolike i daleko nadilaze produženje vijeka trajanja alata. Posebno za kalupe za lijevanje pod pritiskom, koji su izloženi ekstremnim temperaturnim promjenama i abrazivnom trošenju, ova metoda pruža jasnu ekonomsku i tehničku vrijednost.
Aktualna istraživanja pokazuju da se ciljanim premazivanjem funkcionalnih zona može značajno smanjiti trošenje materijala uzrokovano habanjem.
U testovima trošenja kliznim trenjem zabilježena su poboljšanja do 40 puta u odnosu na konvencionalni alatni čelik, ovisno o odabranom leguri i vođenju procesa. Materijali poput visoko legiranog karbidnog materijala postižu tvrdoće do 930 HV uz istodobnu čvrstu vezu s osnovnim materijalom. Ovi rezultati impresivno pokazuju da se vrijeme trajanja alata može značajno povećati, što ima neposredne posljedice na sigurnost proizvodnje i ekonomičnost.
Osim povećanja trajnosti, LMD omogućuje učinkovitiju upotrebu materijala. Dok se konvencionalni alati često potpuno izrađuju od skupog, visoko legiranog alatnog čelika, korištenjem LMD-a može se koristiti jeftiniji građevinski čelik kao podloga. Samo se područja koja su stvarno izložena visokim opterećenjima prekrivaju tvrdom legurom. Ovaj princip 'Materijal-na-zahtjev' ne samo da smanjuje troškove, već također smanjuje obradne napore. Zbog near-net-shape nanosa, veliki dio složenih operacija frezanja postaje suvišan, a alati se brže stavljaju u rad.
Alati koji su do sada morali biti potpuno zamijenjeni nakon pojave pukotina ili ispucanja danas se mogu regenerirati pomoću LMD-a. Oštećena područja se ciljano zavaravaju i zatim mehanički obrađuju, tako da alati ponovo postižu izvorne geometrije. Ova mogućnost ne samo da otvara ekonomske uštede, već također smanjuje ovisnost o dugim opskrbnim lancima za nove alate. Ova fleksibilnost je posebno važna kod velikih i složenih alata za lijevanje pod pritiskom koji zahtijevaju individualne proizvodne procese.
AI-SLAM: Automatizirano popravak s umjetnom inteligencijom
Ključni korak prema serijskoj primjeni Laser Material Deposition u izradi alata je sve veća automatizacija. U istraživačkom projektu AI-SLAM (Poboljšanje procesa senzora umjetnom inteligencijom za adaptivnu lasersku aditivnu proizvodnju), stručnjaci Fraunhofer ILT-a zajedno s međunarodnim partnerima pokazali su da se procesi prekrivanja i popravka mogu automatizirati uz pomoć senzora i umjetne inteligencije.
U AI-SLAM projektu, linijski laser s kamerom snima istrošenu površinu alata za industriju rudarstva i uspoređuje je s izvorom CAD geometrije. Iz razlike softver izračunava točne putanje i potrebnu debljinu sloja kako bi se obnovila izvorna kontura. Planiranje putanje se odvija automatski, a čak i tijekom nanosa, AI provjerava proces. Odstupanja u veličini ili obliku taline ili u geometriji odmah se prepoznaju i ispravljaju prilagođenim procesnim parametrima.
Jedna posebnost leži u raznolikosti nadziranih veličina. Osim geometrije, pirometri mjere temperaturu, kamere analiziraju oblik taline, a profilometri kontroliraju izgradnju slojeva. Ovi podaci se u realnom vremenu kombiniraju i procjenjuju pomoću AI. Osoblje više ne mora ručno postavljati složene parametre, već samo dati naredbu za početak, a sustav preuzima kontrolu nad procesom. Time se smanjuje ovisnost o visoko specijaliziranim stručnjacima koji su do sada bili neophodni za uspješnu primjenu LMD-a.
Ovo također predstavlja značajan napredak za industriju lijevanja. Popravci kalupa za lijevanje pod pritiskom, koji su do sada zahtijevali složeno planiranje i puno iskustva, mogu se ubuduće reproducirati i standardizirati. Posebno je zanimljiva mogućnost automatske regeneracije velikih i složenih alata. Oštećenja se ne samo da prepoznaju, već se odmah ispravljaju, čime se drastično smanjuje vrijeme zastoja. Osim toga, rezultati se mogu dokumentirati i dokazati, što je esencijalno za serijsku primjenu u industrijskom okruženju.
S projektom AI-SLAM stvara se perspektiva u kojoj se alati više ne smatraju potrošnim dijelovima, već dugotrajnim investicijama koje se mogu optimizirati i poboljšati tijekom cijelog svog životnog ciklusa.
Inovativni pristup proizvodnji alata za oblikovanje
Fraunhofer ILT je u projektu H2GO (Nacionalni akcijski plan proizvodnje gorivih ćelija) predstavio nov pristup proizvodnji alata za oblikovanje za bipolarne ploče. Umjesto da se alati troše vrijeme i materijalno intenzivno obrađuju iz punog materijala, otporniji funkcionalni sloj se direktno nanosi na jeftiniji građevinski čelik pomoću EHLA. Na taj način alati se brže, jeftinije i s znatno manjim utroškom materijala.
Kao materijali za prekrivanje koriste se, između ostalog, brzi alatni čelik 1.3343 i Ferro55, koji postižu tvrdoće do 865 HV0,5. Tipični EHLA nanos stvara debljinu sloja od otprilike 0,05 mm do 0,15 mm po sloju; kroz više slojeva može se ciljano izgraditi potrebna završna kontura. Ovaj postupak ne samo da štedi vrijeme frezanja, troškove alata i materijala, već također povećava trajnost proizvedenih kalupa.
Demonstrator je jasno prikazao cijeli proces: od EHLA prekrivanja preko završne obrade do strukturiranja funkcionalnih površina s ultrakratkim pulsnim laserima. U suradnji s Fraunhofer IPT-om, tako proizvedeni alati trenutno se testiraju pod realnim uvjetima. Cilj je validirati trajnost EHLA prekrivenih alata pod industrijskim opterećenjima.
Jedna ključna prednost već se pokazuje: ovim postupkom mogu se nanijeti posebno tvrde, dugotrajne legure na površinu alata koje se konvencionalno teško obrađuju. Time se značajno povećava životni vijek alata, što izravno doprinosi smanjenju troškova proizvodnje. Osim toga, EHLA omogućuje selektivnu primjenu: oštećena ili istrošena područja mogu se ciljano popraviti, tako da se alati mogu višekratno koristiti. Ova mogućnost ponovne upotrebe predstavlja još jedan obećavajući faktor za smanjenje troškova i otvara perspektive za izradu alata u drugim industrijama.
"Prijenos ovih pristupa na industriju lijevanja može revolucionirati dosadašnje procese u izradi alata", uvjeren je Thomas Schopphoven. "Umjesto da se nove forme nabavljaju u fiksnim ciklusima, tvrtke mogu duže i učinkovitije koristiti svoje postojeće alate." Istovremeno, LMD otvara mogućnost kontinuiranog prilagođavanja alata novim dizajnima proizvoda i zahtjevima proizvodnje. U vremenima kada fleksibilnost i brzina, otpornost i neovisnost o opskrbnim lancima predstavljaju ključne konkurentske prednosti, lasersko zavarivanje postaje ključna tehnologija za budućnost izrade alata.
Kontakt:


