


La fabrication et l'entretien appropriés des moules de coulée sous pression sont d'une importance centrale pour l'industrie de la fonderie : En tant que l'un des équipements les plus coûteux, ils déterminent de manière significative la qualité, l'efficacité et la rentabilité. Des moules et inserts complexes atteignent facilement des coûts d'acquisition dans la fourchette à six chiffres en euros, et leur fonctionnement sans restriction pour la production pendant des années est indispensable. Ils doivent résister à des charges extrêmes. Dans la coulée sous pression, des températures allant jusqu'à 700 °C agissent sur le matériau du moule, tandis que les outils sont simultanément exposés à des forces mécaniques de plusieurs centaines de kilonewtons. À cela s'ajoutent des charges abrasives à la surface de l'outil et des attaques chimiques par des éléments d'alliage des matériaux de coulée. Les tensions thermiques et l'épuisement des matériaux entraînent des fissures, de l'érosion et de l'usure abrasive. Même avec une conception optimale et une fabrication soignée des moules, leur usure est un facteur inévitable qui finira par nécessiter un remplacement d'outil. Si ce cas survient de manière imprévue, des coûts de suivi élevés en résultent.
L'importance économique est considérable : Chaque panne d'outil signifie un arrêt de production, des temps de réglage supplémentaires et parfois la fabrication de nouveaux inserts ou même d'outils complets. S'ajoute à cela la pression croissante de fabriquer et d'exploiter des moules de manière non seulement économique mais aussi durable. « Dans un secteur où chaque minute de temps de production compte, nous avons besoin de procédés qui prolongent les cycles de vie des outils, réduisent les temps d'arrêt et optimisent écologiquement les processus de production », déclare le Dr Thomas Schopphoven, chef de département de la soudure laser au Fraunhofer Institute for Laser Technology ILT à Aix-la-Chapelle.
Les approches classiques, comme l'utilisation d'aciers à outils hautement alliés, atteignent des limites physiques. Des duretés et une résistance à l'usure plus élevées signifient souvent un traitement complexe, de longs délais de livraison et des coûts élevés des matières premières. En plus des aspects de la durée de vie, les exigences en matière de flexibilité dans la fabrication d'outils augmentent également : Les modifications de produits nécessitent régulièrement des changements dans les inserts de moules, les systèmes d'alimentation et de refroidissement, ce qui représente des défis supplémentaires pour la construction d'outils.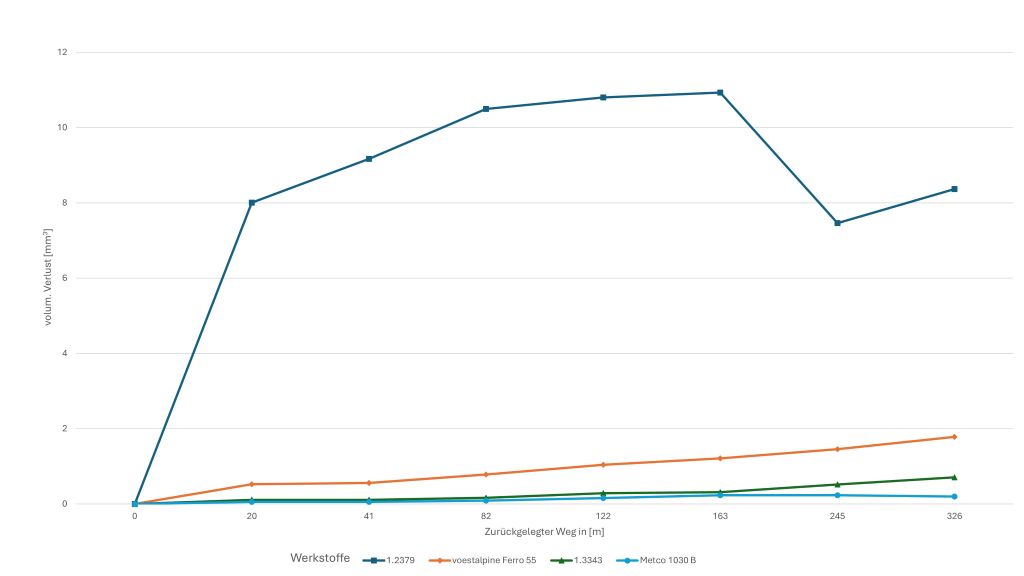
La recherche de solutions doit donc aller au-delà des stratégies précédentes. Conventionnellement, les outils sont fabriqués à partir d'un seul matériau, ce qui limite leur performance et complique leur réparation. Des technologies de fabrication innovantes comme le dépôt de matériau laser (LMD) permettent non seulement la réparation d'outils, mais aussi le revêtement sélectif de zones particulièrement sollicitées ainsi que l'adaptation flexible des géométries par des approches de fabrication hybride-additive. De cette manière, les moules peuvent être utilisés plus longtemps, adaptés plus rapidement et exploités de manière plus économe en ressources.
À une époque où l'économie circulaire prend de plus en plus d'importance dans la construction d'outils industriels, cette technologie présente un potentiel énorme et prometteur.
Dépôt de matériau laser et EHLA

Le dépôt de matériau laser, souvent appelé soudage laser, est un procédé de fabrication additive qui est désormais largement répandu dans de nombreux secteurs, tels que la réparation de composants de turbomachines ou le revêtement de rouleaux et de cylindres. Le principe est simple, les possibilités remarquables. Un faisceau laser crée un bain de fusion de taille réglable avec précision sur la surface d'une pièce, tandis qu'un poudre métallique est introduite dans ce bain de fusion.
Grâce à un contrôle précis des chemins de procédé, le matériau est appliqué localement couche par couche, permettant non seulement de reconstruire des zones usées, mais aussi de créer de nouvelles géométries fonctionnelles. La particularité réside dans le haut contrôle du processus : les paramètres du laser, l'alimentation en poudre et la vitesse d'avance sont exactement synchronisés, de sorte que l'apport de chaleur reste minimal et que les charges thermiques soient réduites.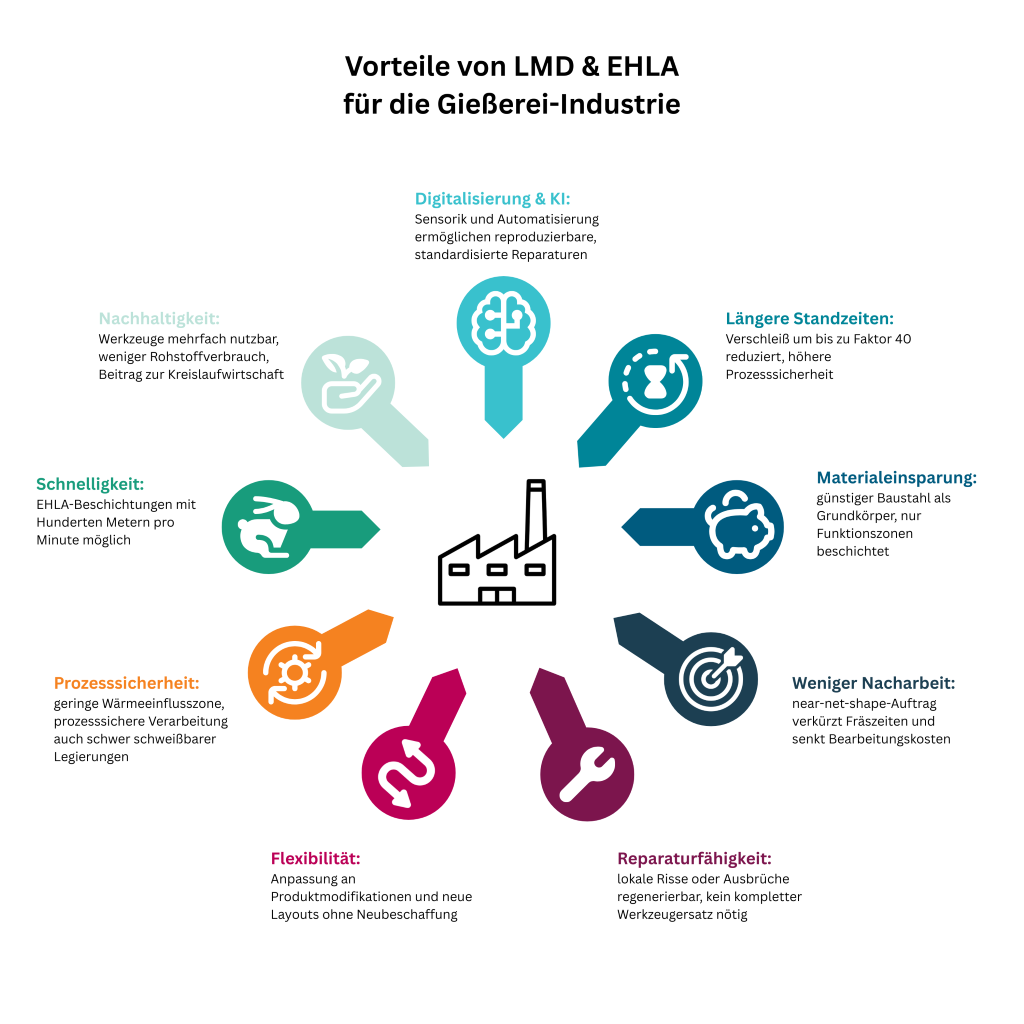
Une évolution de ce procédé est le soudage laser à très haute vitesse (EHLA) plusieurs fois primé, développé par le Dr Schopphoven au Fraunhofer ILT il y a quelques années : « Alors que le LMD classique est principalement utilisé pour des couches plus épaisses dans la plage millimétrique, l'EHLA permet la production de revêtements très fins et résistants à l'usure avec des épaisseurs de couche à partir d'environ 30 µm. » Cela se fait à une vitesse qui fait honneur au nom du procédé : plusieurs centaines de mètres par minute sont possibles. La technique est désormais établie dans de nombreuses industries ; plusieurs centaines de systèmes EHLA sont déjà en utilisation industrielle dans le monde entier.
L'avantage décisif réside dans la précision et l'efficacité : l'EHLA permet de traiter de manière fiable des combinaisons de matériaux difficiles à souder, comme les aciers à outils hautement alliés ou les carbures, tout en consommant peu d'énergie.
Avec EHLA3D, le procédé atteint un nouveau niveau. Grâce à l'intégration sur des installations CNC à 5 axes, la technologie peut être utilisée non seulement pour des revêtements et de petites réparations, mais aussi pour la fabrication additive. Des géométries libres complexes peuvent ainsi être construites proches de la forme finale sur des semi-produits. Cela combine les possibilités des domaines de la fabrication, du revêtement et de la réparation en un seul processus, qui peut être utilisé à la fois pour la production de nouveaux outils et pour leur régénération. Particulièrement intéressant pour la construction d'outils est la possibilité de renforcer des zones fonctionnelles de manière ciblée, sans avoir à fabriquer l'outil entier à nouveau. Le faible apport de chaleur permet de traiter des géométries sensibles sans déformation, tandis que le taux d'application élevé permet une fabrication économique même de grandes surfaces.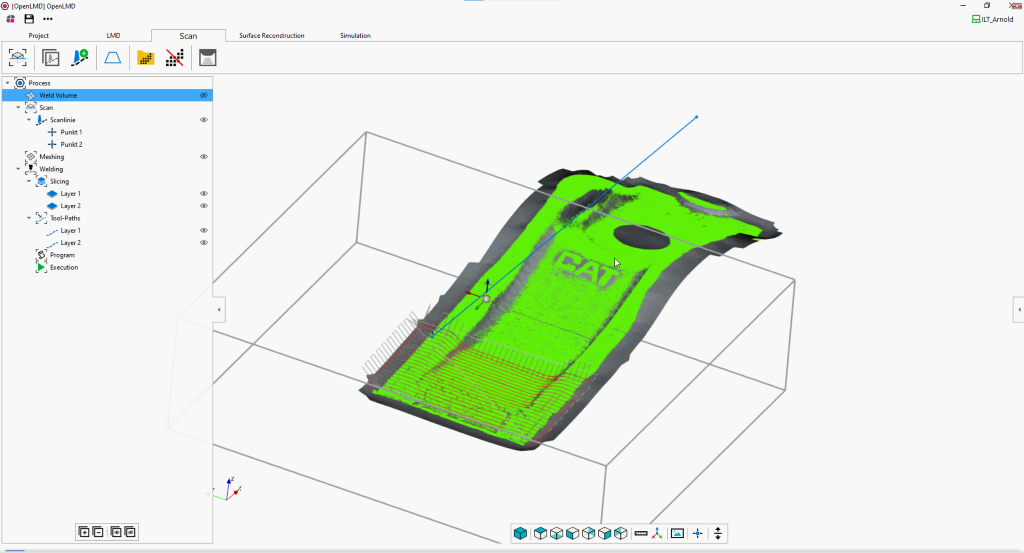
Avantages pour l'industrie de la fonderie
Les avantages du LMD et de l'EHLA pour l'industrie de la fonderie sont variés et vont bien au-delà d'une prolongation de la durée de vie des outils. En particulier pour les moules de coulée sous pression, qui sont soumis à des variations de température extrêmes et à une usure abrasive, le procédé offre une valeur ajoutée économique et technique claire.
Les recherches actuelles montrent que le revêtement ciblé des zones fonctionnelles peut réduire considérablement l'abrasion due à l'usure.
Dans des tests d'usure par frottement, des améliorations allant jusqu'à un facteur 40 par rapport à l'acier à outils conventionnel ont été observées, selon l'alliage et la conduite du processus choisis. Des matériaux tels qu'un matériau formant du carbure hautement allié atteignent des duretés allant jusqu'à 930 HV tout en étant solidement liés au matériau de base. Ces résultats démontrent de manière impressionnante que les durées de vie des outils peuvent être significativement augmentées, ce qui a des répercussions immédiates sur la sécurité de production et la rentabilité.
En plus d'augmenter la durée de vie, le LMD permet une utilisation plus efficace des matériaux. Alors que les outils conventionnels sont souvent entièrement fabriqués en acier à outils coûteux et hautement allié, l'utilisation du LMD permet d'utiliser un acier de construction économique comme substrat. Seules les zones réellement soumises à de fortes contraintes sont revêtues d'un alliage dur. Ce principe de « Matériau à la demande » réduit non seulement les coûts, mais diminue également l'effort de traitement. Grâce à l'application en forme proche de la net, une grande partie des opérations de fraisage complexes est éliminée, et les moules peuvent être mis en service plus rapidement.
Les outils qui devaient auparavant être complètement remplacés après l'apparition de fissures ou d'éclats peuvent aujourd'hui être régénérés par le LMD. Les zones endommagées sont ciblées par soudage et ensuite usinées mécaniquement, permettant aux outils de retrouver leur géométrie d'origine. Cette possibilité ouvre non seulement des potentiels d'économies économiques, mais réduit également la dépendance à des chaînes d'approvisionnement longues pour de nouveaux moules. Cela est particulièrement important pour les grands et complexes moules de coulée sous pression, qui nécessitent des processus de fabrication individuels, cette flexibilité est un facteur décisif.
AI-SLAM : Réparation automatisée avec intelligence artificielle
Un pas décisif vers l'application en série de la Déposition de Matériaux Laser dans la construction d'outils est l'automatisation croissante. Dans le projet de recherche AI-SLAM (Amélioration de l'Intelligence Artificielle de la Détection de Processus pour la Fabrication Additive Laser Adaptative), les experts de Fraunhofer ILT, en collaboration avec des partenaires internationaux, ont démontré que les processus de revêtement et de réparation peuvent être automatisés à l'aide de capteurs et d'intelligence artificielle.
Dans le projet AI-SLAM, un laser linéaire avec caméra capture la surface usée d'un outil pour l'industrie minière et la compare à la géométrie CAD d'origine. À partir de la différence, le logiciel calcule les chemins de déplacement exacts et l'épaisseur de couche nécessaire pour restaurer le contour d'origine. La planification des trajectoires se fait automatiquement, et même pendant l'application, l'IA vérifie le processus. Les écarts de taille ou de forme du bain de fusion ou de la géométrie sont immédiatement détectés et corrigés par des paramètres de processus ajustés.
Une particularité réside dans la multitude de grandeurs surveillées. En plus de la géométrie, des pyromètres mesurent la température, des caméras analysent la forme du bain de fusion, et des profilomètres contrôlent l'accumulation de couches. Ces flux de données sont regroupés en temps réel et évalués par l'IA. Le personnel n'a plus besoin de régler manuellement des paramètres complexes, mais doit simplement donner le signal de départ, le système prend en charge le contrôle du processus. Cela réduit la dépendance à des spécialistes hautement qualifiés qui étaient jusqu'à présent indispensables pour l'utilisation réussie du LMD.
Cela représente également un progrès significatif pour l'industrie de la fonderie. Les réparations de moules de coulée sous pression, qui devaient jusqu'à présent être planifiées de manière complexe et réalisées avec beaucoup d'expérience, peuvent désormais être mises en œuvre de manière reproductible et standardisée. La possibilité de régénérer automatiquement de grands et complexes outils est particulièrement intéressante. Les défauts ne sont pas seulement détectés, mais immédiatement corrigés, ce qui réduit considérablement les temps d'arrêt. De plus, les résultats peuvent être documentés et prouvés, ce qui est essentiel pour une application en série dans un environnement industriel.
Avec le projet AI-SLAM, une perspective émerge où les outils ne sont plus considérés comme des pièces d'usure, mais comme des investissements durables qui peuvent être optimisés et améliorés tout au long de leur cycle de vie.
Approche innovante pour la fabrication d'outils de formage
Fraunhofer ILT a présenté dans le projet H2GO (Plan d'Action National pour la Production de Piles à Hydrogène) une approche novatrice pour la fabrication d'outils de formage pour des plaques bipolaires. Au lieu de fraiser les outils de manière intensive en temps et en matériaux, une couche fonctionnelle résistante à l'usure est appliquée directement sur de l'acier de construction économique par le biais de l'EHLA. De cette manière, les outils sont produits plus rapidement, à moindre coût et avec une utilisation de matériaux nettement réduite.
Les matériaux de revêtement comprennent notamment l'acier rapide 1.3343 et le Ferro55, qui atteignent des valeurs de dureté allant jusqu'à 865 HV0,5. Un dépôt typique d'EHLA génère par couche une épaisseur d'environ 0,05 mm à 0,15 mm ; plusieurs couches permettent de construire le contour final requis de manière ciblée. Le procédé permet non seulement d'économiser du temps de fraisage, des outils et des coûts de matériaux, mais augmente également la durée de vie des moules fabriqués.
Un démonstrateur a illustré l'ensemble du processus : du revêtement EHLA à la finition jusqu'à la structuration des surfaces fonctionnelles avec des lasers à impulsions ultracourtes. En coopération avec Fraunhofer IPT, les outils ainsi fabriqués sont actuellement testés dans des conditions réalistes. L'objectif est de valider la durée de vie des outils revêtus d'EHLA sous des scénarios de charge industrielle.
Un avantage décisif se manifeste déjà : avec le procédé, il est possible d'appliquer des alliages particulièrement durs et stables dans le temps à la surface de l'outil, qui sont difficilement usinables de manière conventionnelle. Cela augmente considérablement la durée de vie des outils, ce qui contribue directement à la réduction des coûts de production. De plus, l'EHLA permet une application sélective : des zones défectueuses ou usées peuvent être réparées de manière ciblée, permettant ainsi une réutilisation multiple des outils. Cette possibilité de réutilisation représente un autre levier prometteur pour la réduction des coûts et ouvre également des perspectives pour la construction d'outils dans d'autres secteurs.
« L'application de ces approches à l'industrie de la fonderie peut révolutionner les processus existants dans la construction d'outils », assure Thomas Schopphoven. « Au lieu d'acquérir de nouveaux moules à intervalles fixes, les entreprises peuvent utiliser leurs outils existants plus longtemps et de manière plus efficace. » En même temps, le LMD ouvre la possibilité d'adapter continuellement les outils aux nouveaux designs de produits et aux exigences de fabrication. À une époque où la flexibilité et la rapidité, la résilience et l'indépendance des chaînes d'approvisionnement représentent des avantages concurrentiels décisifs, le soudage par dépôt laser devient une technologie clé pour l'avenir de la construction d'outils.
Contact :


