


Blei ist ein Schwermetall, das in höheren Konzentrationen schädlich für die Umwelt und die menschliche Gesundheit sein kann. Die Reduktion von Blei in Produktionsmaterialien ist somit in den letzten Jahren immer wichtiger geworden und durch bestimmte EU-Richtlinien zusätzlich vorgeschrieben. Bei der Bearbeitung bleifreier Metalle mit den bisher üblichen Werkzeugen und Schneidengeometrien entstehen allerdings meist lange, nur unregelmäßig brechende Späne. Zudem verschleißen die Schneidkanten der Werkzeuge deutlich schneller als dies bei bleihaltigen Werkstoffen der Fall ist. Der Grund dafür ist, dass Blei in Metallen wie ein integrierter Schmierstoff wirkt, der nunmehr entfällt. Bauteile aus solchen Metallen zu fertigen erfordert deshalb innovative Werkzeuge.
Verantwortung übernehmen
Für Unternehmen ist der Wechsel auf bleifreie Legierungen nicht nur eine Frage der gesetzlichen Konformität, sondern auch der ökologischen Verantwortung. Die Entscheidung, auf bleifreie Materialien umzusteigen, basiert auf Lüdecke‘s langfristiger Vision von einer nachhaltigen Produktion und einem verantwortungsbewussten Umgang mit Ressourcen.

Deshalb werden bereits aktuell ausgewählte Bauteile aus bleifreien, beziehungsweise bleiarmen Werkstoffen (insbesondere Messing) hergestellt – eine Tatsache, die von den Kunden sehr geschätzt wird. Dazu gehören beispielsweise Armaturen und Kupplungen für die Pneumatik, Temperieranwendungen, die Prozessindustrie oder die Wasserversorgung.Die Umstellung auf den umweltfreundlichen Werkstoff erweist sich jedoch als deutlich schwieriger als zunächst erwartet. Bei bleifreien Werkstoffen brechen die Späne nicht mehr regelmäßig.
Somit entstehen lange Wirrspäne, die sich in den Arbeitsräumen von Dreh- und Fräsmaschinen stauen. Das beeinträchtigt erheblich die Prozesssicherheit, die Fertigungsbetriebe speziell in einer Serienfertigung benötigen und resultiert oftmals in hohen Kosten bei der Werkzeugbeschaffung, häufigen Stillstandszeiten der Maschinen sowie einer drastischen Verkürzung der Standzeiten der Werkzeuge.
Besondere Anforderungen beim Gewinde
Bei der Firma Lüdecke in Amberg werden unter anderem Kupplungen aus Messing (Werkstoff CW724R) gefertigt. Dies erfolgt in großen Serien auf Rundtaktautomaten, unter anderem vom Hersteller K. R. Pfiffner, Utzenstorf /Schweiz. Auf den Kupplungen sind Gewinde M18x1 zu schneiden.
Beim Fertigen der Gewinde in den bleifreien Werkstoffen mit den üblichen Schneideisen aus HSS und HSSE ergaben sich allerdings deutlich niedrigere Standmengen als beim Bearbeiten der bleihaltigen Messinglegierungen. Bisher fertigten solche Gewindewerkzeuge annähernd 100.000 Gewinde. Unter der Verwendung von bleifreiem Messing sind sie allerdings nach lediglich 3.500 bearbeiteten Teilen verschlissen und müssen gewechselt werden. Bei einer Taktzeit von etwa 4,5 Sekunden pro Werkstück bedeutet dies, die hoch produktiven Rundtaktautomaten alle vier bis fünf Stunden stillzusetzen und die Gewindewerkzeuge zu wechseln. Das vermindert erheblich die Produktivität und erweist sich als unwirtschaftlich.
HM-Werkzeug mit optimierter Schneidengeometrie
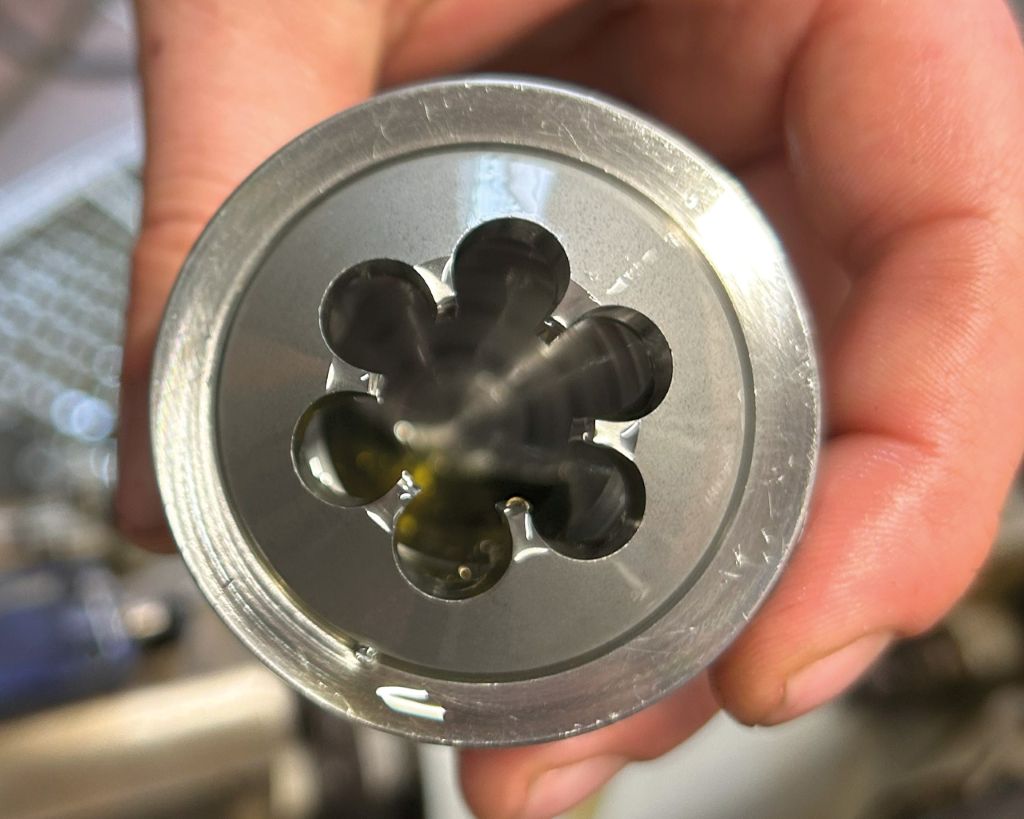
Zur Bearbeitung der bleifreien Messinglegierung CW724R entwickelten die Experten des auf Gewindewerkzeuge spezialisierten Werkzeugherstellers Johs. Boss GmbH + CO. KG Schneideisen aus Hartmetall. Diese sind mit der optimierten Schneidengeometrie versehen.
Die ersten Tests bei Lüdecke ergaben, dass die optimierten Gewindeschneideisen nach etwa 2.500 gefertigten Bauteilen nach wie vor zuverlässig hinsichtlich der geforderten Genauigkeit und hohen Oberflächengüte fertigen. Auch die Taktzeit wurde mit etwa 4,5 Sekunden eingehalten. Bisher konnten die Fertigungstechniker bei Lüdecke den Verschleiß an Werkzeugen stets anhand der verlängerten Taktzeiten identifizieren. Verschlissene Schneiden erfordern höhere Drehmomente an den Spindeln. Demzufolge arbeiten die Spindeln bei niedrigerer Drehzahl und niedrigeren Vorschubgeschwindigkeiten.
Aufgrund der unveränderten Parameter beließen die Fertigungstechniker das Gewindewerkzeug aus Hartmetall von Johs. Boss im Rundtaktautomaten. Letztendlich konnten knapp 80.000 Kupplungen ohne Werkzeugwechsel bei gleichbleibender Taktzeit gefertigt werden. Das Gewindewerkzeug bearbeitete ein komplettes Auftragslos ohne zu verschleißen auf die geforderte Oberflächengüte an den Gewindeflanken. Dies zeigt, dass die optimierten Gewindewerkzeuge aus Hartmetall mit speziell angepassten Schneidengeometrien des Werkzeugherstellers Johs. Boss beim Bearbeiten bleifreier Metalllegierungen die gleiche Produktivität, Zuverlässigkeit und Wirtschaftlichkeit verwirklichen können wie die bisher eingesetzten HSS-Werkzeuge bei der Fertigung von Bauteilen aus bleihaltigen Legierungen.
Kontakt:


